一种拼装式制砖模具的制作方法
1.本实用新型涉及制砖技术领域,尤其涉及一种拼装式制砖模具。
背景技术:
2.废旧建筑材料再生砖的生产方式大体如下:
3.将原料导入下模的砖块成型腔体中,并通过刮板刮除多余的原料,然后上模下压,利用上模芯进行原料在砖块成型腔体中的压缩和成型,最后脱模,得到砖块。
4.在生产过程中,刮板会将砖块成型腔体上方多余的原料清除,在砖块成型腔体顶部得到一个平整界面,对于结构规整的方砖来说,这种结构比较适用。如果砖块上面设计有凹槽,就要求上模芯下面有凸块进行凹槽的压制成型,此时,砖块成型腔体顶部平整的原料界面在碰到凸块下压时,会导致砖块中的材料压缩不均匀,影响了砖块结构的稳定性,需要进行改进。
技术实现要素:
5.本实用新型的目的在于提供一种拼装式制砖模具,有利于表面带凹槽的砖块成型,提升砖块中材料压缩的均匀性和结构稳定性。
6.为达此目的,本实用新型采用以下技术方案:
7.一种拼装式制砖模具,包括:上模组件、仿形拼装预埋块和下模组件,所述上模组件设置在下模组件上方,所述上模组件包括上模支架及上模芯,所述下模组件包括下模支架及下模芯,所述上模芯设置在上模支架的下方,所述下模芯设置在下模支架中,所述下模芯中设置有与上模芯一一对应的砖块成型腔体,所述上模芯底部设置有指向下方的第一凸块,所述仿形拼装预埋块从下模支架一侧水平延伸至砖块成型腔体底部,所述仿形拼装预埋块上设置有指向上方并与第一凸块相对的第二凸块,所述下模支架侧面设置有驱动仿形拼装预埋块外移的伸缩驱动机构。
8.其中,所述上模支架底部设置有与上模芯相连接的连杆。
9.其中,所述伸缩驱动机构包括液压缸和推板,所述液压缸垂直设置在下模支架侧面,所述推板设置在液压缸的端部并与第二凸块的外端相接触。
10.其中,所述推板上设置与第二凸块的外端相连接的第一螺丝。
11.其中,所述仿形拼装预埋块中设置有与第二凸块相连接的第二螺丝。
12.其中,所述推板上对称设置有导向套,所述下模支架侧面设置有延伸至导向套中的导向杆。
13.本实用新型的有益效果:一种拼装式制砖模具,压制前,仿形拼装预埋块位于砖块成型腔体的底部,原料刮平后,仿形拼装预埋块外移,原料顶部坍陷大体呈第一凸块的轮廓结构,然后第一凸块下压,得到材料压缩相对均匀的砖块,提升了砖块的结构均匀性,仿形拼装预埋块的更换便利,降低了模具成本。
附图说明
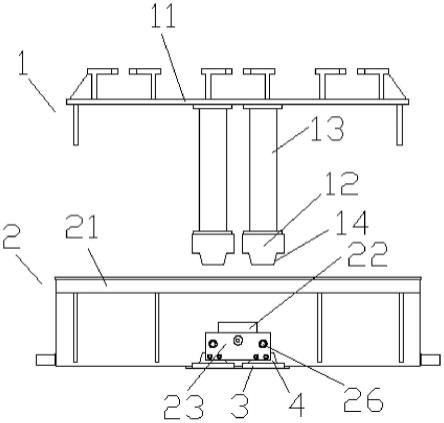
14.图1是本实用新型的结构示意图;
15.图2是图1中下模组件的结构示意图;
16.图3是图2中仿形拼装预埋块外移后的结构示意图。
具体实施方式
17.下面结合图1~图3并通过具体实施例来进一步说明本实用新型的技术方案。
18.如图1所示的拼装式制砖模具,包括:上模组件1、仿形拼装预埋块3和下模组件2,所述上模组件1设置在下模组件2上方,通过上模组件1与下模组件2的配合进行制砖。
19.所述上模组件1包括上模支架11及上模芯12,所述上模芯12设置在上模支架11的下方,在本实施例中,所述上模支架11底部设置有与上模芯12相连接的连杆13,实现上模芯12与上模支架11的同步升降。此外,上模支架11安装在压机设备上进行升降驱动。
20.所述下模组件2包括下模支架21及下模芯24,所述下模芯24设置在下模支架21中,可以通过螺丝进行固定,结构稳定,更换便利。所述下模芯24中设置有与上模芯12一一对应的砖块成型腔体25,在本实施例中,采用2个上模芯12,一次可以生产2个砖块,效率高。而且所述上模芯12底部设置有指向下方的第一凸块14,通过第一凸块14的下压,可以得到顶部带有对应凹槽的异形砖块。
21.将所述仿形拼装预埋块3从下模支架21一侧水平延伸至砖块成型腔体25底部,下模芯24侧面需要开设对应的缺口,以利于仿形拼装预埋块3的进出。在本实施例中,所述仿形拼装预埋块3上设置有指向上方并与第一凸块14相对的第二凸块4,如图2和图3所示,原料刮平后,仿形拼装预埋块3外移,原料顶部坍陷大体呈第一凸块14的轮廓结构,然后第一凸块14下压,得到材料压缩相对均匀的砖块。
22.在本实施例中,所述仿形拼装预埋块3中设置有与第二凸块4相连接的第二螺丝,拆装更换便利,降低了模具成本。
23.为了实现仿形拼装预埋块3的外移,在所述下模支架21侧面设置有驱动仿形拼装预埋块3外移的伸缩驱动机构。在本实施例中,所述伸缩驱动机构包括液压缸22和推板23,所述液压缸22垂直设置在下模支架21侧面,通过plc控制器及对应的电磁阀进行伸缩控制。
24.所述推板23设置在液压缸22的端部并与第二凸块4的外端相接触,在本实施例中,所述推板23上设置与第二凸块4的外端相连接的第一螺丝,结构牢固,通过液压缸22推动推板23、第二凸块4及形拼装预埋块3的同步移动,操作简便。此外,所述推板23上对称设置有导向套,所述下模支架21侧面设置有延伸至导向套中的导向杆26,提升了推板23的移动平稳性。
25.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种拼装式制砖模具,其特征在于,包括:上模组件、仿形拼装预埋块和下模组件,所述上模组件设置在下模组件上方,所述上模组件包括上模支架及上模芯,所述下模组件包括下模支架及下模芯,所述上模芯设置在上模支架的下方,所述下模芯设置在下模支架中,所述下模芯中设置有与上模芯一一对应的砖块成型腔体,所述上模芯底部设置有指向下方的第一凸块,所述仿形拼装预埋块从下模支架一侧水平延伸至砖块成型腔体底部,所述仿形拼装预埋块上设置有指向上方并与第一凸块相对的第二凸块,所述下模支架侧面设置有驱动仿形拼装预埋块外移的伸缩驱动机构。2.根据权利要求1所述的拼装式制砖模具,其特征在于,所述上模支架底部设置有与上模芯相连接的连杆。3.根据权利要求1所述的拼装式制砖模具,其特征在于,所述伸缩驱动机构包括液压缸和推板,所述液压缸垂直设置在下模支架侧面,所述推板设置在液压缸的端部并与第二凸块的外端相接触。4.根据权利要求3所述的拼装式制砖模具,其特征在于,所述推板上设置与第二凸块的外端相连接的第一螺丝。5.根据权利要求1所述的拼装式制砖模具,其特征在于,所述仿形拼装预埋块中设置有与第二凸块相连接的第二螺丝。6.根据权利要求3所述的拼装式制砖模具,其特征在于,所述推板上对称设置有导向套,所述下模支架侧面设置有延伸至导向套中的导向杆。
技术总结
本实用新型公开了一种拼装式制砖模具,其包括:上模组件、仿形拼装预埋块和下模组件,所述上模组件设置在下模组件上方,所述上模组件包括上模支架及上模芯,所述下模组件包括下模支架及下模芯,所述上模芯设置在上模支架的下方,所述下模芯设置在下模支架中,所述下模芯中设置有与上模芯一一对应的砖块成型腔体,所述上模芯底部设置有指向下方的第一凸块,所述仿形拼装预埋块从下模支架一侧水平延伸至砖块成型腔体底部,所述仿形拼装预埋块上设置有指向上方并与第一凸块相对的第二凸块,所述下模支架侧面设置有驱动仿形拼装预埋块外移的伸缩驱动机构。本实用新型所述的拼装式制砖模具,操作简便,提升了砖块的结构均匀性。提升了砖块的结构均匀性。提升了砖块的结构均匀性。
技术研发人员:葛忠华
受保护的技术使用者:江苏金城永联环保科技有限公司
技术研发日:2022.10.18
技术公布日:2022/12/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1