一种透水砖加工用原料定量称重装置的制作方法
1.本实用新型涉及透水砖加工技术领域,具体为一种透水砖加工用原料定量称重装置。
背景技术:
2.生态透水砖简称透水砖,又叫渗水砖,是一种绿色环保的建筑材料制品,具有非常好的透水性,主要是应对越来越严量的地面下沉问题而产生的一种砖体,透水砖有多种类型,不同种类的透水砖,原材料也有所不同,其中混凝土透水砖的材质主要为河沙、水泥、水,再添加一定比例的透水剂而制成,该过程中需要利用定量称重装置对河沙、水泥等原材料进行称重,称重后的原材料统一排出并进行后续的加工使用,如授权公告号为cn212228190u所公开的一种仿石砖加工用原料定量称重装置,包括底座,底座的底部安装有移动轮,底座的底部设有容纳槽,容纳槽内安装有稳固机构,稳固机构包括伸缩杆、固定板以及锁紧弹簧;伸缩杆的一端与容纳槽固接,另一端与固定板固接,锁紧弹簧套设在伸缩杆的外部,其操作简单,工作效率高,便于装置移动固;
3.但是现有定量称重装置在使用过程中多是对单种物料进行定量称重,称重后的物料仍然需要进行卸料、混合等操作,这就导致透水砖的加工周期延长,导致透水砖加工效率不高。
技术实现要素:
4.本实用新型的目的在于提供一种透水砖加工用原料定量称重装置,以解决上述背景技术中提出定量称重装置在工作过程中仍是对单种原材料进行称重的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种透水砖加工用原料定量称重装置,包括支撑架,所述支撑架的顶端安装有若干组存储、排出不同透水砖原料的透水砖原料出料组件,所述透水砖原料出料组件的排料端安装有第一旋转卸料阀,若干组所述第一旋转卸料阀的底端安装有预混箱,所述预混箱的内部安装有若干组和透水砖原料出料组件数目相同的搅拌结构,所述搅拌结构通过传动结构和透水砖原料出料组件进行动力传递,所述预混箱的底端安装有第二旋转卸料阀,所述支撑架的底部安装有称重传感器,且所述称重传感器的顶端安装有集料箱,所述集料箱一侧的外壁上安装有排料管,所述集料箱表面的两侧皆固定有凸板,两组所述凸板之间安装有丝杆卸料组件,丝杆卸料组件包括丝杆移动结构、导向结构以及第二电机,所述支撑架一侧的外壁上安装有plc控制面板,plc控制面板的输出端和第二电机、第一旋转卸料阀、第二旋转卸料阀以及称重传感器的输入端电性连接。
6.优选的,所述透水砖原料出料组件包括固定在支撑架顶端的出料筒,所述出料筒的内部转动安装有绞龙辊,绞龙辊的一端和传动结构相互连接,绞龙辊的另一端安装有传动轴,所述支撑架一侧的外壁上安装有减速电机,减速电机的输出端和传动轴通过联轴器固定连接,所述出料筒顶端的一侧安装有储料箱。
7.优选的,所述搅拌结构为搅拌轴和搅拌桨,所述搅拌轴转动安装在预混箱的内部,所述搅拌桨固定在搅拌轴的一端,所述搅拌轴的另一端通过传动结构和绞龙辊的另一端相互连接。
8.优选的,所述传动结构为安装在绞龙辊的另一端的主动轮和安装在搅拌轴另一端的从动轮,主动轮和从动轮之间缠绕有皮带。
9.优选的,所述丝杆移动结构为转动安装在两组凸板之间的滚珠丝杆,所述第二电机安装在其中一组所述凸板的外壁上,所述第二电机的输出端和滚珠丝杆的一端固定连接,所述滚珠丝杆表面的一端螺纹处安装有螺母副,螺母副的表面固定有直角架,所述直角架的顶部固定有卸料板,卸料板的底端与集料箱的底部相互接触。
10.优选的,所述导向结构为导轨和滑套,所述导轨安装在两组所述凸板之间的集料箱外壁上,所述滑套滑动安装在导轨的表面,所述滑套的顶端与直角架的底端固定连接。
11.与现有技术相比,本实用新型的有益效果是:该一种透水砖加工用原料定量称重装置通过设置有透水砖原料出料组件和预混箱等相互配合的结构,物料统一投入透水砖原料出料组件的储料箱中,由透水砖原料出料组件将透水砖物料排入到第一旋转卸料阀、预混箱中,由于出料筒中的绞龙辊通过传动结构和预混箱中的搅拌结构相互连接,则搅拌结构同步的多种透水砖物料进行混合,当透水砖物料混合完毕后,工作人员通过plc控制面板开启第二旋转卸料阀,使得预混箱混合后的物料进入到集料箱中,并由称重传感器称重,即完成透水砖原料的定量称重操作,并由丝杆卸料组件退料,该过程中实现装置对多种透水砖物料的同步出料、混合以及卸料功能,可有效降低透水砖的加工周期,提升透水砖的加工效率。
附图说明
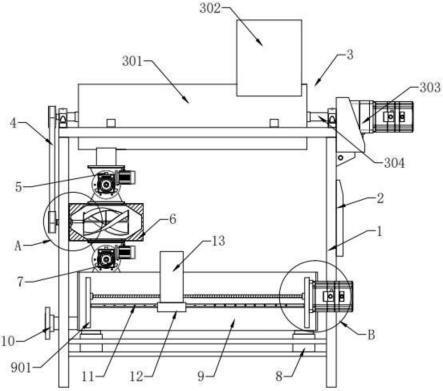
12.图1为本实用新型的主视结构示意图;
13.图2为本实用新型图1中a处放大结构示意图;
14.图3为本实用新型的侧视结构示意图;
15.图4为本实用新型图1中b处放大结构示意图;
16.图中:1、支撑架;2、plc控制面板;3、透水砖原料出料组件;301、出料筒;302、储料箱;303、减速电机;304、传动轴;4、传动结构;5、第一旋转卸料阀;6、预混箱;601、搅拌轴;602、搅拌桨;7、第二旋转卸料阀;8、称重传感器;9、集料箱;901、凸板;10、排料管;11、导轨;12、滑套;13、直角架;14、卸料板;15、第二电机;1501、滚珠丝杆。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1-4,本实用新型提供的一种实施例:一种透水砖加工用原料定量称重装置,包括支撑架1,支撑架1的顶端安装有若干组存储、排出不同透水砖原料的透水砖原料出料组件3,透水砖原料出料组件3包括固定在支撑架1顶端的出料筒301,出料筒301的内部转动安装有绞龙辊,绞龙辊的一端和传动结构4相互连接,绞龙辊的另一端安装有传动轴304,
支撑架1一侧的外壁上安装有减速电机303,减速电机303的输出端和传动轴304通过联轴器固定连接,出料筒301顶端的一侧安装有储料箱302,工作人员将待使用的物料统一投入透水砖原料出料组件3的储料箱302中;
19.透水砖原料出料组件3的排料端安装有第一旋转卸料阀5,若干组第一旋转卸料阀5的底端安装有预混箱6,工作人员通过plc控制面板2开启减速电机303工作,使得减速电机303驱动出料筒301中的绞龙辊转动,则出料筒301中的透水砖物料进入到第一旋转卸料阀5中;
20.开启第一旋转卸料阀5,使得第一旋转卸料阀5处于导通状态,进而该组透水砖原料出料组件3中的物料进入到预混箱6中;
21.预混箱6的内部安装有若干组和透水砖原料出料组件3数目相同的搅拌结构,搅拌结构为搅拌轴601和搅拌桨602,搅拌轴601转动安装在预混箱6的内部,搅拌桨602固定在搅拌轴601的一端,搅拌轴601的另一端通过传动结构4和绞龙辊的另一端相互连接;
22.搅拌结构通过传动结构4和透水砖原料出料组件3进行动力传递,传动结构4为安装在绞龙辊的另一端的主动轮和安装在搅拌轴601另一端的从动轮,主动轮和从动轮之间缠绕有皮带,由于出料筒301中的绞龙辊通过传动结构4和预混箱6中的搅拌结构相互连接,则搅拌轴601、搅拌桨602被传动结构4带动旋转,进而搅拌轴601、搅拌桨602对预混箱6中的多种物料进行预混合;
23.预混箱6的底端安装有第二旋转卸料阀7,支撑架1的底部安装有称重传感器8,且称重传感器8的顶端安装有集料箱9,集料箱9一侧的外壁上安装有排料管10,集料箱9表面的两侧皆固定有凸板901,两组凸板901之间安装有丝杆卸料组件,丝杆卸料组件包括丝杆移动结构、导向结构以及第二电机15,支撑架1一侧的外壁上安装有plc控制面板2,plc控制面板2的输出端和第二电机15、第一旋转卸料阀5、第二旋转卸料阀7以及称重传感器8的输入端电性连接,当透水砖物料混合完毕后,工作人员通过plc控制面板2开启第二旋转卸料阀7,使得预混箱6混合后的物料进入到集料箱9中,随着透水砖物料的增加,由称重传感器8检测该透水砖物料的重量,其获得的重量信息送入plc控制面板2中显示,直至满足工作人员所需的物料量,则工作人员通过plc控制面板2再次关闭第二旋转卸料阀7,即完成透水砖原料的定量称重操作;
24.由丝杆卸料组件进行退料,该过程中实现装置对多种透水砖物料的同步出料、混合以及卸料功能,可有效降低透水砖的加工周期,提升透水砖的加工效率;
25.丝杆移动结构为转动安装在两组凸板901之间的滚珠丝杆1501,第二电机15安装在其中一组凸板901的外壁上,第二电机15的输出端和滚珠丝杆1501的一端固定连接,滚珠丝杆1501表面的一端螺纹处安装有螺母副,螺母副的表面固定有直角架13,直角架13的顶部固定有卸料板14,卸料板14的底端与集料箱9的底部相互接触,导向结构为导轨11和滑套12,当定量称重完毕后,工作人员通过plc控制面板2开启第二电机15,使得第二电机15带动丝杆卸料组件工作,即第二电机15带动滚珠丝杆1501转动,使得滚珠丝杆1501通过螺母副带动直角架13、滑套12、卸料板14水平移动,即卸料板14将称重后的透水砖原料推向排料管10,直至物料被挤压从排料管10处推出,即完成透水砖原料的卸料操作;
26.导轨11安装在两组凸板901之间的集料箱9外壁上,滑套12滑动安装在导轨11的表面,滑套12的顶端与直角架13的底端固定连接,在直角架13、卸料板14退料时,导轨11和滑
套12提高直角架13的移送稳定性。
27.本技术实施例在使用时,首先工作人员将待使用的物料统一投入透水砖原料出料组件3的储料箱302中,随后工作人员通过plc控制面板2开启减速电机303工作,使得减速电机303驱动出料筒301中的绞龙辊转动,则出料筒301中的透水砖物料进入到第一旋转卸料阀5中,此时开启第一旋转卸料阀5,使得第一旋转卸料阀5处于导通状态,进而该组透水砖原料出料组件3中的物料进入到预混箱6中,同理操作另一组透水砖原料出料组件3以及第一旋转卸料阀5,使得另一种透水砖物料进入到预混箱6中,由于出料筒301中的绞龙辊通过传动结构4和预混箱6中的搅拌结构相互连接,则搅拌轴601、搅拌桨602被传动结构4带动旋转,进而搅拌轴601、搅拌桨602对预混箱6中的多种物料进行预混合,当透水砖物料混合完毕后,工作人员通过plc控制面板2开启第二旋转卸料阀7,使得预混箱6混合后的物料进入到集料箱9中,随着透水砖物料的增加,由称重传感器8检测该透水砖物料的重量,其获得的重量信息送入plc控制面板2中显示,直至满足工作人员所需的物料量,则工作人员通过plc控制面板2再次关闭第二旋转卸料阀7,即完成透水砖原料的定量称重操作,并由丝杆卸料组件退料,该过程中实现装置对多种透水砖物料的同步出料、混合以及卸料功能,可有效降低透水砖的加工周期,提升透水砖的加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1