一种蒸压加气混凝土板制造设备及生产工艺的制作方法
本发明属于蒸压加气混凝土板生产,具体为一种蒸压加气混凝土板制造设备及生产工艺。
背景技术:
1、蒸压加气混凝土板材设备生产的混凝土板材可作为主体的内墙和外墙等墙体材料,是一种性能优越的新型墙体建材,蒸压加气混凝土板材材料施工便捷,综合造价更低,具有环保、保温、防火、隔热、坑震、隔音性能好能更好的特点,是墙体材料性能中最高的一种墙体材料。它是以硅质材料和钙质材料为主要原料,掺加发气剂,经加水搅拌,由化学反应形成孔隙,通过浇筑成型、预氧切割、蒸压养护等工艺过程制成的多孔硅酸盐制品。
2、而现有的蒸压加气混凝土板材在蒸压养护的过程中,由于各个蒸压加气混凝土板材间相互叠加放置,导致存在一定的死角不能得到很好的养护,而且蒸养仓内需要定期进行泄压,较为麻烦。因此,需要进行改进。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供一种蒸压加气混凝土板制造设备及生产工艺,解决了上述背景技术中提到的问题。
2、为了解决上述问题,本发明提供了一种技术方案:
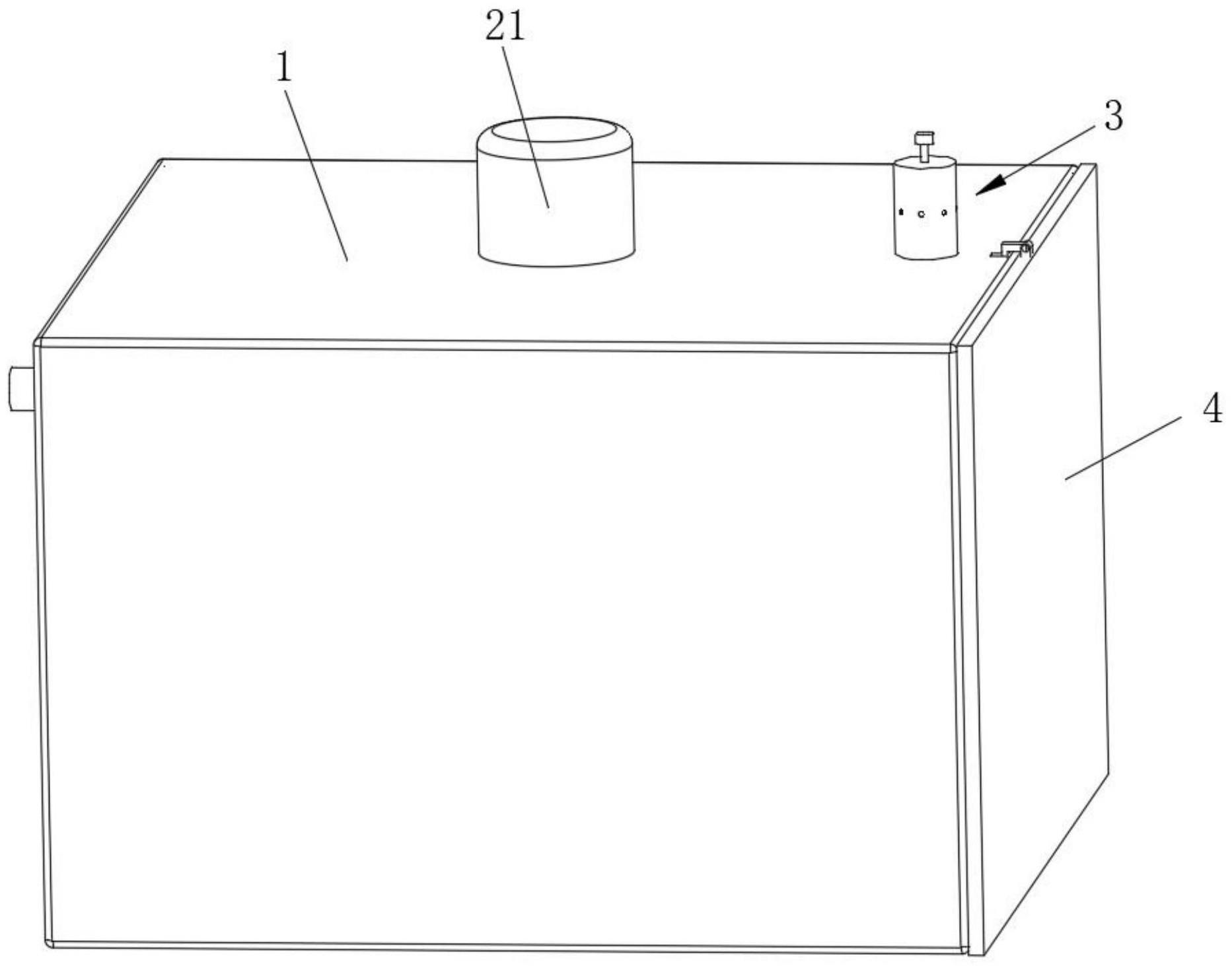
3、一种蒸压加气混凝土板制造设备,包括蒸养仓、旋转喷气机构、调压泄气机构、仓盖、卡扣、导轨、滑块、支撑板、物料支撑机构,所述蒸养仓的顶部设置有旋转喷气机构,所述蒸养仓的顶部设置有调压泄气机构,所述蒸养仓上铰接有仓盖,所述仓盖上铰接有卡扣,所述卡扣与蒸养仓卡接,所述蒸养仓的内侧底部固定连接有导轨,所述导轨内滑动连接有滑块,所述滑块的上端固定连接有支撑板,所述支撑板上设置有物料支撑机构。
4、作为优选,所述滑块的底部设置有滚珠,所述滚珠与导轨接触。通过滚珠的设置,可以减少滑块与导轨间的摩擦力。
5、作为优选,所述旋转喷气机构包括电动机、连接套、环箱、垂直喷管、喷头、固定杆、包套、送气管、环槽、通孔,所述蒸养仓的顶部设置有电动机,所述电动机的输出轴贯穿蒸养仓且与蒸养仓转动连接,所述输出轴上通过螺栓安装有连接套,所述连接套的底部固定连接有环箱,所述环箱的底部固定连接有垂直喷管,所述垂直喷管与环箱上均设置有多个均匀分布的喷头,所述环箱的外部转动连接有包套,所述包套上固定连接有固定杆,所述固定杆与蒸养仓的内表面固定连接,所述包套内固定连接有送气管,所述送气管接入环箱内,所述送气管贯穿蒸养仓且延伸至蒸养仓的外部。加压蒸汽通过送气管向环箱内输送,加压蒸汽通过环槽和通孔后进入到环箱内,然后进入到垂直喷管内,最后由环箱以及垂直喷管上的喷头喷出,并且喷洒到各个混凝土板上,对其进行蒸养,随后启动电动机,电动机通过连接套带动环箱转动,环箱同时带动垂直喷管旋转,这样,可以对混凝土板进行旋转喷气蒸养,使得蒸养的效果更好,减少死角。
6、作为优选,所述环箱上开设有环槽和通孔,所述环槽和通孔相通。通过环槽和通孔的设置,可以使得送气管向旋转中的环箱输送加压蒸汽。
7、作为优选,所述调压泄气机构包括套筒、锥管、堵头、滑套、滑柱、导向块、弹簧、连杆套、调节杆、旋钮、限位螺栓、环形限位槽、排气孔,所述蒸养仓的顶部固定连接有套筒,所述套筒内固定连接有锥管,所述锥管内滑动连接有堵头,所述堵头的上端固定连接有滑套,所述滑套内滑动连接有滑柱,所述滑套内设置有弹簧,所述滑柱的上端固定连接有连杆套,所述连杆套内转动连接有调节杆,所述调节杆与套筒通过螺纹连接,所述调节杆的顶部固定连接有旋钮,所述连杆套内通过螺纹连接有限位螺栓,所述限位螺栓的尾端与调节杆滑动连接,所述套筒上开设有多个阵列分布的排气孔。当蒸养仓内气压上升时,气压会进入到锥管内,并且将锥管内的堵头向上顶起,堵头会带动滑套在滑柱的滑动,并且对弹簧进行压缩,随后气压从堵头和锥管的缝隙排出,最后由排气孔排出,当蒸养仓内气压回稳后,堵头会被弹簧回顶复位,重新封堵锥管,如此往复,达到自动泄压的目的。
8、作为优选,所述弹簧的一端与滑柱固定连接,所述弹簧的另一端固定连接于滑套的内表面。通过弹簧的设置,可以将弹力作用在堵头上。
9、作为优选,所述滑柱上固定连接有导向块,所述导向块与套筒滑动连接。通过导向块的设置,对滑柱与滑套间的相对滑动具有导向作用。
10、作为优选,所述调节杆的表面开设有环形限位槽,所述环形限位槽与限位螺栓滑动连接。通过环形限位槽的设置,对于限位螺栓配合,不仅不影响调节杆的转动,而且便于调节杆与连杆套间的连接。
11、作为优选,所述物料支撑机构包括支撑架、通气孔、卡块、卡柱、支撑块,所述支撑架上开设有多个均匀分布的通气孔,所述支撑架的底部固定连接有卡块,所述卡块与支撑板接触,所述支撑架的上端固定连接有卡柱和支撑块。通过将切割好的混凝土板材放置在支撑块上,如需增加蒸养的混凝土板的数量,只需将另一个支撑架上的卡块卡入到下方支撑架的卡柱内即可,然后将混凝土板同样放置在支撑块即可,如此类推,进行多个混凝土板的同时放置。
12、一种蒸压加气混凝土板的生产工艺,包括如下步骤:
13、步骤一:首先将砂子、粉煤灰原材料加到料斗中,通过计量后输送到研磨器中进行研磨,然后进去球磨机后,进入制浆池内,由渣浆泵输送到料浆灌中储存待用;
14、步骤二:将块状石灰加入到石灰料斗中进行破碎,然后通过斗式提升机将石灰提升至颗粒石灰仓内储存待用;
15、步骤三:将钢筋通过全自动网片焊机进行调直、切断、焊接加工处理,焊接完成后的钢筋需要进行防腐烘干后储存待用;
16、步骤四:计量后的物料自动配比在浇筑搅拌机搅拌下充分混合后,通过汽泡梳理机下降至模箱内,料浆浇筑过程中气泡梳理机进行工作均匀料浆内的气泡,生产板材时浇煮好的模箱通过浇筑摆渡车转运经摩擦轮转送至插钎位置,将制备好网笼进行插钎,然后进入到静养室进行静养;
17、步骤五:进入静养室进行静养,坯体通过发气、初凝、硬化过程完成静养,当生产板材时,坯体出静养室后进行拔钎、脱模后,放置在切割工位上,脱模后的模箱返回继续下一轮的涂油与浇筑,坯体首先有侧面切割机中的破碎刀、粗刀、细刀对坯体侧面进行切割,同时对板材进行加工,在通过水平切割机将板材或者砌块厚度进行精确切割,切割后的坯体在进行垂直切割,切割完成后准备蒸养;
18、步骤六;将单个物料支撑机构放置在支撑板的中心位置,然后将切割好的混凝土板材放置在支撑块上,如需增加蒸养的混凝土板的数量,只需将另一个支撑架上的卡块卡入到下方支撑架的卡柱内即可,然后将混凝土板同样放置在支撑块即可,如此类推,进行多个混凝土板的同时放置;
19、步骤七:推动支撑板,支撑板通过滑块在导轨上滑动进入到蒸养仓内,随后关闭仓盖,并且使用卡扣进行锁止;
20、步骤八:加压蒸汽通过送气管向环箱内输送,加压蒸汽通过环槽和通孔后进入到环箱内,然后进入到垂直喷管内,最后由环箱以及垂直喷管上的喷头喷出,并且喷洒到各个混凝土板上,对其进行蒸养,随后启动电动机,电动机通过连接套带动环箱转动,环箱同时带动垂直喷管旋转,这样,可以对混凝土板进行旋转喷气蒸养,使得蒸养的效果更好,减少死角;
21、步骤九:当蒸养仓内气压上升时,气压会进入到锥管内,并且将锥管内的堵头向上顶起,堵头会带动滑套在滑柱的滑动,并且对弹簧进行压缩,随后气压从堵头和锥管的缝隙排出,最后由排气孔排出,当蒸养仓内气压回稳后,堵头会被弹簧回顶复位,重新封堵锥管,如此往复,达到自动泄压的目的;
22、步骤十:如需对泄压的压力值进行调节,只需通过旋钮旋转调节杆,调节杆通过与套筒间的螺纹运动而产生垂直方向的位移,随后调节杆通过连杆套带动滑柱移动,滑柱则在滑套内滑动,并且对弹簧进行挤压或者释放,从而调节弹簧的压缩空间,以此达到泄压的压力值调节的目的,简单方便;
23、步骤十一:蒸养完毕后,关闭所有用电设备,以及停止送气,随后打开仓盖,将蒸养好的混凝土板拉出即可,待其冷却后即可包装销售。
24、本发明的有益效果是:本发明涉及一种蒸压加气混凝土板制造设备及生产工艺,具有蒸养效果好、自动泄压以及同时蒸养多个混凝土板的特点,在具体的使用中,具有以下有益效果:
25、首先,通过在蒸养仓的顶部设置旋转喷气机构,利用电动机可以驱动一个带有喷头的环箱转动,而且环箱的底部设置同样带有喷头的垂直喷管,然后送气管可以从侧面向环箱以及垂直喷管输送加压蒸汽,这样可以对混凝土板进行旋转喷洒加压蒸汽,使其蒸养的效果更好,减少死角;
26、其次,通过在蒸养仓的顶部设置调压泄气机构,当蒸养仓内的气压升高时,气压可以会将堵头顶起,实现自动泄压,保证了蒸养仓内气压的稳定,而且通过调节对弹簧的压力,可以控制堵头顶起时需要的压力,从而达到调压排气的效果;
27、最后,通过设置一个物料支撑机构,用来放置混凝土板,其中支撑架的上下两端分别设置卡块和卡柱,这样通过将相邻的两个支撑架上的卡块和卡柱配合,可以对物料支撑机构进行叠加,从而可以同时蒸养多个混凝土板,提高混凝板的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!