一种预制板加工方法与流程
本发明涉及板材加工,特别涉及一种预制板加工方法。
背景技术:
1、预制板是工程要用到的模件或板块,因为是在预制场生产加工成型的混凝土预制件,直接运到施工现场进行安装,所以叫预制板。预制板在建筑领域的应用十分广泛,可以大大节约建筑工程所用时间,提高建造效率。
2、预制板在制作完成后,根据预制板的使用情形,一些预制板需要进行不同程度的加工,如需要对预制板进行切割、开槽、开端齿及钻孔等不同的加工,现有技术中的预制板加工装置自动化程度低,加工效率低。有鉴于此,本发明人针对现有技术中的上述缺陷深入研究,遂有本案产生。
技术实现思路
1、本发明旨在至少在一定程度上解决上述技术中的技术问题之一。为此,本发明的目的在于提出一种预制板加工方法,其能自动将预制板进行切割、开槽、开端齿和钻孔,加工效率高,自动化程度高。
2、为达到上述目的,本发明提出了一种预制板加工方法,包括以下步骤:
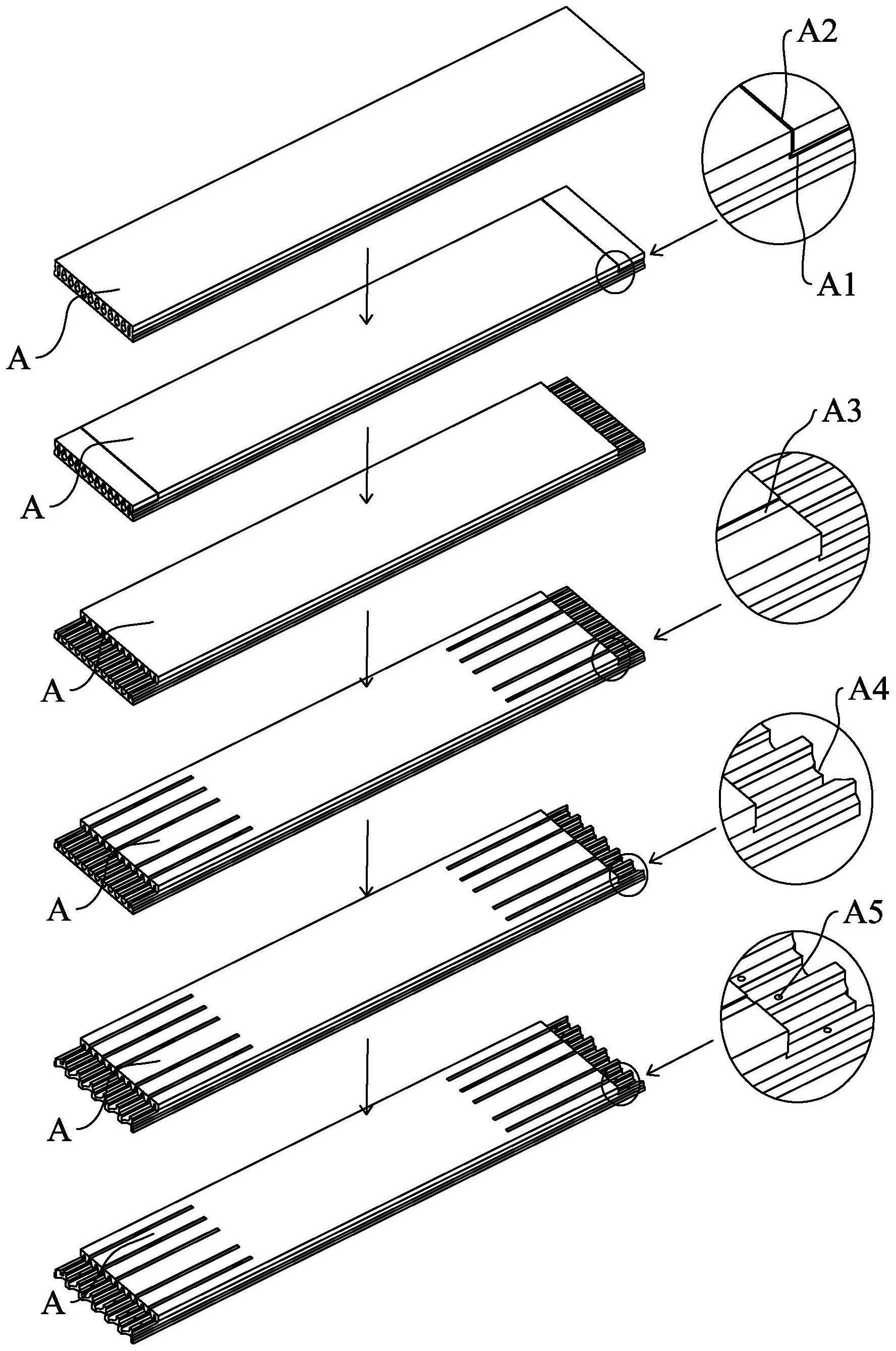
3、s1,将预制板置于输送线上,输送线能够将该预制板依次输送至横切装置工位、竖切装置工位、开槽装置工位、端齿切割装置工位和钻孔装置工位;
4、s2,输送线将预制板输送至横切装置工位,横切装置从预制板端部对预制板进行横向切割形成横向槽;
5、s3,输送线将预制板输送至竖切装置工位,竖切装置从预制板上部对预制板进行竖向切割形成竖向槽,竖向槽的端部与横向槽的端部连通;
6、s4,输送线将预制板输送至开槽装置工位,开槽装置对预制板上表面进行开槽以形成多个条槽;
7、s5,输送线将预制板输送至端齿切割装置工位,端齿切割装置对预制板端部进行开端齿;
8、s6,输送线将预制板输送至钻孔装置工位,钻孔装置对预制板端部进行钻孔;
9、s7,输送线输出加工完成后的预制板。
10、进一步,竖切装置对预制板进行竖向切割形成竖向槽后,预制板切割出边料,边料去除后形成l形凹槽。
11、进一步,开槽装置从l形凹槽的槽口对预制板进行开槽而形成多个互相平行的条槽。
12、进一步,l形凹槽包括水平面和竖直面;钻孔装置从l形凹槽的水平面表面对预制板进行钻孔。
13、进一步,在输送线输送至横切装置工位,输送线上的导向机构将预制板侧边进行导正。
14、进一步,导向机构包括导向条板、导向气缸和勾板,导向条板设置在输入输送线一侧,导向气缸固定在输入输送线底部,勾板与导向气缸连接并由导向气缸驱使其移动以靠近导向条板或者远离导向条板。
15、进一步,输入输送线上设置轨道板;勾板通过滑板与导向气缸连接。
16、进一步,轨道板包括第一轨道板和第二轨道板,勾板一侧设置供第一轨道板插入并移动的第一凹槽,勾板另一侧设置供第二轨道板插入并移动的第二凹槽。
17、进一步,在横切装置、竖切装置、开槽装置、端齿切割装置和钻孔装置加工时,定位机构将预制板进行定位。
18、进一步,定位机构包括定架、定滚轮、动架、动滚轮和滚轮驱动气缸,定架固定在输送架一内侧,定滚轮可转动设置在定架上,动架可移动设置在输送架另一内侧,动滚轮可转动设置在动架上,动滚轮和定滚轮位于辊轮上方,滚轮驱动气缸设置在输送架上,滚轮驱动气缸与动架连接并驱使动架靠近或者远离定架。
19、进一步,输送线上设置连接架,连接架内形成穿孔;定架包括定位杆、外定位螺杆、定位头和内定位螺母,定位杆穿设在穿孔上,外定位螺杆与定位杆一端螺纹连接,外定位螺杆抵靠在连接架外侧,内定位螺母与定位杆一端螺纹连接,内定位螺母抵靠在连接架内侧,定位头设置在定位杆另一端,定位头包括上连接板、中部连接板和下连接板,上连接板上设置上连接孔,上连接板与中部连接板上端连接,中部连接板外侧固定连接在定位杆端部,下连接板与中部连接板下端连接,下连接板上设置下连接孔,定滚轮通过上连接孔和下连接孔设置在定位头上。
20、进一步,定滚轮和动滚轮设置为多个。
21、进一步,输送线包括依次设置的用于导入预制板的输入输送线、第一输送线、第二输送线、第三输送线、第四输送线、第五输送线和用于导出预制板的输出输送线,第一输送线前端设置横切装置,第二输送线前端设置竖切装置,第三输送线前端设置开槽装置,第四输送线前端设置端齿切割装置,第五输送线前端设置钻孔装置。
22、进一步,输送线包括输送架、辊轮、辊轮驱动器、第一链轮、第二链轮和链条,辊轮设置为多个,每一辊轮可转动设置在输送架上,辊轮驱动器设置在输送架上,第一链轮与辊轮驱动器连接并由辊轮驱动器驱使其转动,第二链轮设置在辊轮端部,链条设置在第一链轮和第二链轮上。
23、进一步,输入输送线、第一输送线、第二输送线、第三输送线、第四输送线、第五输送线和输出输送线均包括独立设置的输送架、辊轮、辊轮驱动器、第一链轮、第二链轮和链条。
24、进一步,横切装置包括第一横切座、第二横切座、横切架、横切移动座、横切驱动器和横向切割片;第一横切座位于输送线一侧,第二横切座位于输送线另一侧,横切架一端设置在第一横切座上,横切架另一端设置在第二横切座上,横切移动座沿y轴方向可移动设置在横切架上,横切驱动器设置在横切移动座上,横向切割片与横切驱动器连接并由横切驱动器驱使其转动。
25、进一步,横切架一端通过第一驱动机构沿x轴方向可移动设置在第一横切座上,横切架另一端通过第二驱动机构沿x轴方向可移动设置在第二横切座上;横切移动座通过第一横移驱动机构沿y轴方向可移动设置在横切架上。
26、进一步,竖切装置包括第一竖切座、第二竖切座、竖切架、竖切移动座、竖切驱动器和竖向切割片;第一竖切座位于输送线一侧,第二竖切座位于输送线另一侧,竖切架一端设置在第一竖切座上,竖切架另一端设置在第二竖切座上,竖切移动座可移动设置在竖切架上,竖切驱动器设置在竖切移动座上,竖向切割片与竖切驱动器连接并由竖切驱动器驱使其转动。
27、进一步,竖切架一端通过第三驱动机构x轴方向可移动设置在第一竖切座上,竖切架另一端通过第四驱动机构x轴方向可移动设置在第二竖切座上。
28、进一步,竖切移动座通过第二横移驱动机构y轴方向可移动设置在竖切架上。
29、进一步,竖切装置侧部设置边料移送装置,边料移送装置包括边料移送架、边料输送带和输送带驱动机构,边料移送架位于输送线一侧,边料输送带可转动设置在边料移送架上,输送带驱动机构固定在边料移送架上,输送带驱动机构与边料输送带连接并驱使边料输送带转动。
30、进一步,竖切装置切割预制板形成边料后,通过边料抓取机构将边料取走。
31、进一步,边料抓取机构包括边料固定架、抓取气缸和负压吸盘,边料固定架设置在竖切移动座上,抓取气缸固定在边料固定架上,负压吸盘与抓取气缸连接并由抓取气缸驱使其升降,负压吸盘上设置多个吸孔。
32、进一步,输送架上设置防顶机构,防顶机构包括第一防顶座、第二防顶座和防顶辊轮,第一防顶座固定在输送架一侧,第二防顶座固定在输送架另一侧,防顶辊轮一端与第一防顶座转动连接,防顶辊轮另一端与第二防顶座转动连接,防顶辊轮位于输送架上方并可沿着预制板顶部移动。
33、进一步,开槽装置包括第一开槽座、第一开槽移动板、第二开槽座、第二开槽移动板、开槽驱动机构、开槽转轴和开槽刀;第一开槽移动板沿z轴方向可移动设置在第一开槽座上,第二开槽移动板沿z轴方向可移动设置在第二开槽座上,开槽驱动机构设置在第一开槽移动板上,开槽转轴一端与第一开槽移动板可转动连接,开槽转轴另一端与第二开槽移动板可转动连接,开槽转轴与开槽驱动机构连接并由开槽驱动机构驱使其转动,开槽刀设置在开槽转轴上并随开槽转轴同步转动。
34、进一步,开槽刀设置为多个,开槽刀上设置用于预制板开槽的锯齿。
35、进一步,端齿切割装置包括第一端齿座、第一端齿移动板、第二端齿座、第二端齿移动板、端齿架、端齿驱动机构和刀头,第一端齿座包括第一端齿底座和第一端齿立柱,第一端齿立柱沿x轴方向可移动设置在第一端齿底座上,第一端齿移动板沿z轴方向可移动设置在第一端齿立柱上,第二端齿座包括第二端齿底座和第二端齿立柱,第二端齿立柱沿x轴方向可移动设置在第二端齿底座上,第二端齿移动板沿z轴方向可移动设置在第二端齿立柱上,端齿架一端与第一端齿立柱连接,端齿架另一端与第二端齿立柱连接,端齿驱动机构设置在端齿架上,刀头与端齿驱动机构连接并由端齿驱动机构驱使其转动。
36、进一步,端齿驱动机构包括并排设置的两组或者多组端齿组,每组端齿组包括驱动电机、主皮带轮、主轴、从皮带轮和连接皮带,驱动电机设置在端齿架一侧,主皮带轮与驱动电机连接并由驱动电机驱使其转动,主轴可转动设置在端齿架另一侧,从皮带轮与主轴连接,连接皮带与主皮带轮和从皮带轮连接。
37、进一步,主轴包括第一主轴、第二主轴和第三主轴;从皮带轮包括第一从皮带轮、第二从皮带轮和第三从皮带轮,第一从皮带轮与第一主轴连接,第二从皮带轮与第二主轴连接,第三从皮带轮与第三主轴连接,连接皮带与第一从皮带轮外侧、第二从皮带轮内侧和第三从皮带轮外侧连接;刀头包括第一刀头、第二刀头和第三刀头,第一刀头与第一主轴连接并随第一主轴同步转动,第二刀头与第二主轴连接并随第二主轴同步转动,第二刀头与第二主轴连接并随第二主轴同步转动。
38、进一步,钻孔装置包括第一钻孔座、第一钻孔移动板、第二钻孔座、第二钻孔移动板、钻孔架、钻孔驱动机构和钻头,第一钻孔座包括第一钻孔底座和第一钻孔立柱,第一钻孔立柱沿x轴方向可移动设置在第一钻孔底座上,第一钻孔移动板沿z轴方向可移动设置在第一钻孔立柱上,第二钻孔座包括第二钻孔底座和第二钻孔立柱,第二钻孔立柱沿x轴方向可移动设置在第二钻孔底座上,第二钻孔移动板沿z轴方向可移动设置在第二钻孔立柱上,钻孔架一端与第一钻孔立柱连接,钻孔架另一端与第二钻孔立柱连接,钻孔驱动机构设置在钻孔架上,钻头与钻孔驱动机构连接并由钻孔驱动机构驱使其转动。
39、进一步,钻孔驱动机构包括并排设置的两组或者多组钻孔组,每组钻孔组包括钻孔电机、主动轮、转轴、从动轮和连接带,钻孔电机设置在钻孔架一侧,主动轮与钻孔电机连接并由钻孔电机驱使其转动,转轴可转动设置在钻孔架另一侧,从动轮与转轴连接,连接带与主动轮和从动轮连接。
40、进一步,转轴包括第一转轴、第二转轴和第三转轴;从动轮包括第一动带轮、第二从动轮和第三从动轮,第一从动轮与第一转轴连接,第二从动轮与第二转轴连接,第三从动轮与第三转轴连接,连接带与第一从动轮外侧、第二从动轮内侧和第三从动轮外侧连接;钻头包括第一钻头、第二钻头和第三钻头,第一钻头与第一转轴连接并随第一转轴同步转动,第二钻头与第二转轴连接并随第二转轴同步转动,第二钻头与第二转轴连接并随第二转轴同步转动。
41、进一步,输送线输送预制板至横切装置前,通过侧边整形装置对预制板侧边进行整形。
42、进一步,侧边整形装置位于输入输送线侧部,侧边整形装置包括第一整形立柱、第一整形移动架、第一整形驱动机构和第一整形轮,第一整形立柱位于输送线一侧,第一整形移动架沿y轴方向可移动设置在第一整形立柱上,第一整形驱动机构设置在第一整形移动架上,第一整形驱动机构与第一整形轮连接并驱使第一整形轮转动。
43、进一步,第一整形驱动机构包括第一整形电机、第一连接轮、第一驱动轴、第二连接轮和第一驱动带,第一整形电机设置在第一整形移动架上,第一连接轮与第一整形电机连接并由第一整形电机驱使其转动,第一驱动轴可转动设置在第一整形移动架内侧,第二连接轮设置在第一驱动轴上,第一驱动带与第一连接轮和第二连接轮连接。
44、进一步,第一整形电机通过第一调节板设置在第一整形移动架上,第一调节板一侧可转动设置在第一整形移动架上,第一调节板设置第一调节长孔;第一整形移动架上设置第一固定板,第一固定板上可转动设置第一调节杆,第一调节杆穿过第一调节长孔,第一调节杆上可调节设置第一前螺母和第一后螺母,第一前螺母位于第一调节板前侧,第一后螺母位于第一调节板后侧。
45、进一步,第一整形移动架上设置供第一驱动轴转动的第一连接套,第一连接套与第一驱动轴之间设置第一轴承。
46、进一步,第一整形移动架包括第一内移动板和第一外移动壳,第一内移动板通过第一竖直驱动机构可沿y轴方向设置在第一整形立柱上,第一外移动壳通过第一补偿机构可调节设置在第一内移动板上,第一外移动壳内端设置第一连接套。
47、进一步,第一补偿机构包括第一补偿电机、第一补偿转轴和第一补偿螺母座,第一补偿电机固定在第一外移动壳上,第一补偿转轴与第一补偿电机连接并由第一补偿电机驱使其转动,第一补偿螺母座固定在第一内移动板上,第一补偿螺母座与第一补偿转轴螺纹连接。
48、进一步,侧边整形装置还包括第二整形立柱、第二整形移动架、第二整形驱动机构和第二整形轮,第二整形立柱位于输送线一侧,第二整形移动架沿y轴方向可移动设置在第二整形立柱上,第二整形驱动机构设置在第二整形移动架上,第二整形驱动机构与第二整形轮连接并驱使第二整形轮转动。
49、进一步,第二整形立柱与第一整形立柱之间设置加强梁。
50、进一步,第二整形驱动机构包括第二整形电机、第三连接轮、第二驱动轴、第四连接轮和第二驱动带,第二整形电机设置在第二整形移动架上,第三连接轮与第二整形电机连接并由第二整形电机驱使其转动,第二驱动轴可转动设置在第二整形移动架内侧,第四连接轮设置在第二驱动轴上,第二驱动带与第三连接轮和第四连接轮连接。
51、进一步,第二整形电机通过第二调节板设置在第二整形移动架上,第二调节板一侧可转动设置在第二整形移动架上,第二调节板设置第二调节长孔;第二整形移动架上设置第二固定板,第二固定板上可转动设置第二调节杆,第二调节杆穿过第二调节长孔,第二调节杆上可调节设置第二前螺母和第二后螺母,第二前螺母位于第二调节板前侧,第二后螺母位于第二调节板后侧。
52、进一步,第二整形移动架上设置供第二驱动轴转动的第二连接套,第二连接套与第二驱动轴之间设置第二轴承。
53、进一步,第二整形移动架包括第二内移动板和第二外移动壳,第二内移动板通过第二竖直驱动机构可沿y轴方向设置在第二整形立柱上,第二外移动壳通过第二补偿机构可调节设置在第二内移动板上,第二外移动壳内端设置第二连接套。
54、进一步,第二补偿机构包括第二补偿电机、第二补偿转轴和第二补偿螺母座,第二补偿电机固定在第二外移动壳上,第二补偿转轴与第二补偿电机连接并由第二补偿电机驱使其转动,第二补偿螺母座固定在第二内移动板上,第二补偿螺母座与第二补偿转轴螺纹连接。
55、采用上述结构后,本发明涉及的一种预制板加工方法,其至少具有以下有益效果:
56、一,在加工时,将预制板置于输送线上,输送线可以自动将预制板输送至横切装置工位、竖切装置工位、开槽装置工位、端齿切割装置工位和钻孔装置工位进行不同程度加工,自动化程度高,加工速度快,加工效率高。
57、二,通过设置横切装置和竖切装置,可将预制板进行横向切割形成横向槽后,再进行竖向切割形成竖向槽,竖向槽的端部与横向槽的端部连通,使得预制板切割出边料,从而加工出符合要求的预制板。通过设置导向机构,可以将预制板进行导向,防止预制板歪掉,从而导致加工不精确。
- 还没有人留言评论。精彩留言会获得点赞!