搅拌车及其搅拌车装卸料控制方法、系统与流程
本发明涉及搅拌车,具体地,涉及一种搅拌车及其搅拌车装卸料控制方法、系统。
背景技术:
1、目前,搅拌车的装卸料操作通常依赖人工来估算大概的装料方量和卸料方量,但人工估算数值与实际数值存在的误差较大;部分搅拌车通过液压系统两个高压油口之间的压差绝对值判断搅拌筒内混凝土方量,此种方式同样存在误差大的问题,不利于搅拌车的调度和运营,施工效率低。此外,通过液压系统两个高压油口之间的压差绝对值判断搅拌筒内混凝土方量的方法操作复杂、实施难度大。
技术实现思路
1、针对现有技术的上述至少一种缺陷或不足,本发明提供了一种搅拌车及其搅拌车装卸料控制方法、系统,能够实现精准装卸料操作,有效提高施工效率。
2、为实现上述目的,本发明第一方面提供了一种搅拌车装卸料控制方法,所述搅拌车包括用于装载目标装载物的搅拌筒和用于驱动所述搅拌筒旋转的搅拌电机,所述装卸料控制方法包括:
3、获取所述搅拌筒的计划装卸料方量,将所述计划装卸料方量换算为所述搅拌电机对应的计划电机端扭矩;
4、获取所述搅拌车在装卸料前的原电机端扭矩;
5、根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒装卸料。
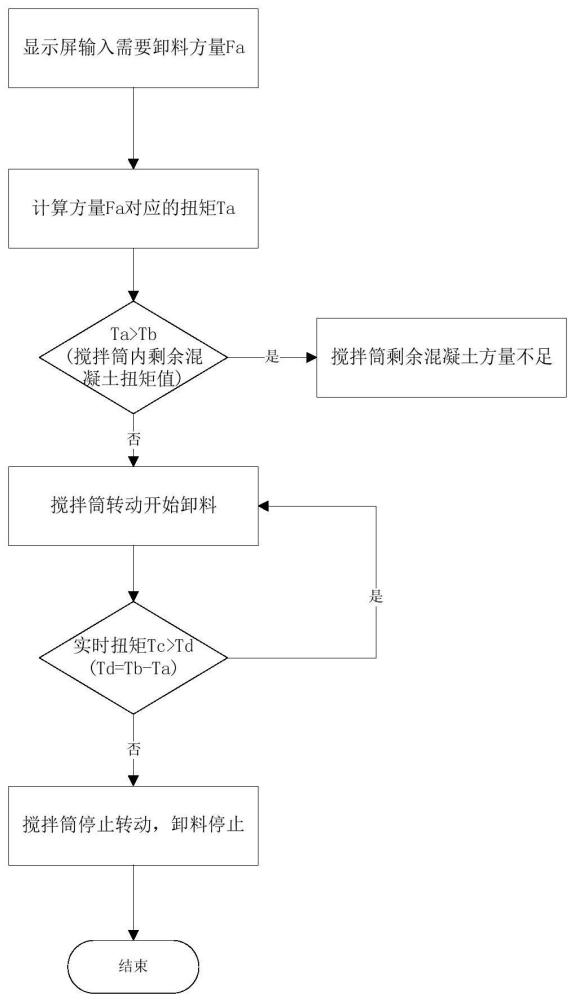
6、在一些实施例中,所述计划装卸料方量为从所述搅拌筒卸料的计划方量,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒装卸料的步骤可进一步包括:
7、确定所述计划电机端扭矩小于或等于所述原电机端扭矩;
8、控制所述搅拌筒启动卸料。
9、进一步地,在所述控制所述搅拌筒启动卸料的步骤之后,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒装卸料的步骤还可进一步包括:
10、获取所述搅拌电机的实时电机端扭矩;
11、确定所述实时电机端扭矩小于等于所述原电机端扭矩与所述计划电机端扭矩之间的差值;
12、控制所述搅拌筒停止卸料。
13、更进一步地,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒装卸料的步骤还可进一步包括:
14、确定所述计划电机端扭矩大于所述原电机端扭矩;
15、提示所述搅拌筒中的目标装载物的方量不足。
16、在另一些实施例中,所述计划电机端扭矩为计划向所述搅拌筒装料的方量,所述根据所述计电机端扭矩与所述原电机端扭矩,控制所述搅拌筒装卸料的步骤可进一步包括:
17、确定所述计划电机端扭矩与所述原电机端扭矩的总和小于等于所述搅拌筒的最大装载量电机端扭矩,控制所述搅拌筒启动装料。
18、可选地,在控制所述搅拌筒启动装料的步骤之后,所述根据所述电机端扭矩与所述原电机端扭矩,控制所述搅拌筒装卸料的步骤还可进一步包括:
19、获取所述搅拌电机的实时电机端扭矩;
20、确定所述实时电机端扭矩大于等于所述原电机端扭矩与所述计划电机端扭矩之间的总和,控制所述搅拌筒停止装料。
21、在一些实施例中,所述搅拌车可包括扭矩传感器,所述扭矩传感器用于检测所述搅拌电机的电机端扭矩。
22、进一步地,所述搅拌车还可包括与所述搅拌筒和所述搅拌电机传动连接的减速机,所述计划装卸料方量与所述搅拌电机的电机端扭矩的换算关系满足公式:
23、t=k×f÷α
24、其中,t为搅拌电机的电机端扭矩,α为所述减速机的传动比,k为每立方米的目标装载物所需的电机端扭矩,f为所述搅拌筒的目标装载物的方量。
25、本发明的第二方面提供一种搅拌车装卸料控制方法,所述搅拌车包括用于装载目标装载物的搅拌筒,所述装卸料控制方法包括:
26、获取所述搅拌筒的计划装卸料方量,将所述计划装卸料方量换算为所述搅拌筒对应的计划装卸重量;
27、获取所述搅拌筒在装卸料前的原装载重量;
28、根据所述计划装卸重量与所述原装载重量,控制所述搅拌筒装卸料。
29、在另一些实施例中,所述搅拌车可包括用于测量所述搅拌筒中的目标装载物的重量的重量传感器,所述计划装卸料方量与所述搅拌筒(101)的装卸重量的换算关系满足公式:
30、m=ρ×f
31、其中,m为所述搅拌筒的目标装载物的重量,ρ为每立方米的目标装载物的密度,f为所述搅拌筒的目标装载物的方量。
32、本发明第三方面还提供了一种搅拌车装卸料系统,该搅拌车装卸料系统包括:
33、储存器,被配置成存储指令;以及
34、处理器,被配置成从所述存储器调用所述指令以及在执行所述指令时能够实现上述的搅拌车装卸料控制方法。
35、可选地,所述搅拌车装卸料系统还可包括:
36、显示器,与所述处理器通信连接并用于显示所述搅拌车的实时参数或者用于输入所述计划装卸料方量。
37、本发明第四方面还提供了一种搅拌车,该搅拌车包括上述的搅拌车装卸料系统。
38、相比于现有技术,本发明的搅拌车装卸料控制方法将搅拌车上能够容易被传感器直接测量出的搅拌电机的电机端扭矩或搅拌筒的装载重量来替代难以测量的装载方量,搅拌电机的电机端扭矩或搅拌筒的装载重量与搅拌筒的装载方量线性相关,在装卸料的操作过程中,根据换算关系,可将目标装载物的计划装卸料方量换算为对应的计划电机端扭矩或计划装载重量,以及通过检测在装卸料操作前的原电机端扭矩或原装载重量,而后通过确定计划电机端扭矩与原电机端扭矩值之间、或计划装载重量与原装载重量的不同数值关系,来控制搅拌车进行对应的装卸料操作,从而能够实现搅拌车的精准卸料或精准装料,大大减少了装卸料方量的误差,避免了需要来回多次矫正的情况,既有利于搅拌车的调度和运营,也有效提高了施工效率。
39、本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种搅拌车装卸料控制方法,其特征在于,所述搅拌车(100)包括用于装载目标装载物的搅拌筒(101)和用于驱动所述搅拌筒(101)旋转的搅拌电机(102),所述装卸料控制方法包括:
2.根据权利要求1所述的搅拌车装卸料控制方法,其特征在于,所述计划装卸料方量为从所述搅拌筒(101)卸料的计划方量,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒(101)装卸料的步骤进一步包括:
3.根据权利要求2所述的搅拌车装卸料控制方法,其特征在于,在所述控制所述搅拌筒(101)启动卸料的步骤之后,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒(101)装卸料的步骤还进一步包括:
4.根据权利要求2所述的搅拌车装卸料控制方法,其特征在于,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒(101)装卸料的步骤还进一步包括:
5.根据权利要求1所述的搅拌车装卸料控制方法,其特征在于,所述计划装卸料方量为计划向所述搅拌筒(101)装料的方量,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒(101)装卸料的步骤进一步包括:
6.根据权利要求5所述的搅拌车装卸料控制方法,其特征在于,在所述控制所述搅拌筒(101)启动装料的步骤之后,所述根据所述计划电机端扭矩与所述原电机端扭矩,控制所述搅拌筒(101)装卸料的步骤还进一步包括:
7.根据权利要求1所述的搅拌车装卸料控制方法,其特征在于,所述搅拌车(100)还包括扭矩传感器,所述扭矩传感器用于检测所述搅拌电机(102)的电机端扭矩。
8.根据权利要求1至7中任一项所述的搅拌车装卸料控制方法,其特征在于,所述搅拌车(100)还包括与所述搅拌筒(101)和所述搅拌电机(102)传动连接的减速机(103),所述计划装卸料方量与所述搅拌电机(102)的电机端扭矩的换算关系满足公式:
9.一种搅拌车装卸料控制方法,其特征在于,所述搅拌车(100)包括用于装载目标装载物的搅拌筒(101),所述装卸料控制方法包括:
10.根据权利要求9所述的搅拌车装卸料控制方法,其特征在于,所述搅拌车(100)包括用于测量所述搅拌筒的装载重量的重量传感器,所述计划装卸料方量与所述搅拌筒(101)的装卸重量的换算关系满足公式:
11.一种搅拌车装卸料系统,其特征在于,所述搅拌车装卸料系统包括:
12.根据权利要求11所述的搅拌车装卸料系统,其特征在于,所述搅拌车装卸料系统还包括:
13.一种搅拌车,其特征在于,所述搅拌车(100)包括根据权利要求11或12所述的搅拌车装卸料系统。
技术总结
本发明属于搅拌车领域,公开了一种搅拌车及其搅拌车装卸料控制方法、系统,搅拌车包括用于装载目标装载物的搅拌筒和用于驱动搅拌筒旋转的搅拌电机,装卸料控制方法包括:获取搅拌筒的计划装卸料方量,将计划装卸料方量换算为搅拌电机对应的计划电机端扭矩;获取搅拌车在装卸料前的原电机端扭矩;根据计划电机端扭矩与原电机端扭矩,控制搅拌筒装卸料。本发明的搅拌车及其搅拌车装卸料控制方法、搅拌车装卸料系统能够实现精准装卸料操作,有效提高施工效率。
技术研发人员:马浩祥,谭磊,周应忠,张国君,代皓蓝
受保护的技术使用者:中联重科股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!