多层片式陶瓷电容片的切边方法、装置、设备和介质与流程
本技术涉及陶瓷电容片生产的,尤其是涉及一种多层片式陶瓷电容片的切边方法、装置、设备和介质。
背景技术:
1、多层片式陶瓷电容片也称为贴片电容,片容,在生产过程中,需要经过制片、印刷、层压、切割、烧结、镀层、封装、测试等步骤,在层压之后,烧结之前的半成品通常被称为巴块,它由许多含有金属电极图案的陶瓷薄片叠加在一起形成,在切割的过程中,巴块会被切割成许多小的单元,每个单元最终会成为一个单独的电容器。在切割时需要先使用切边机对巴块进行切边,从而使巴块变得更加规整,从而在后续精确定位切割位置。
2、现有的切边技术按照设定的切割距离对巴块进行切边,由于在层压的过程中陶瓷薄片会产生变形,使得层压之后的每块巴块的尺寸之间会存在误差,容易造成不同巴块切边位置不一致,部分巴块在按照设定距离切割后侧面标记线容易被切掉,从而影响后续的定位,导致后续工序无法正常执行,对此情况有待进一步改善。
技术实现思路
1、为了解决现有的多层片式陶瓷电容片的切边方法容易造成侧面标记线被切掉的问题,本技术提供一种多层片式陶瓷电容片的切边方法、装置、设备和介质,采用如下的技术方案:
2、第一方面,本技术提供一种多层片式陶瓷电容片的切边方法,包括如下步骤:
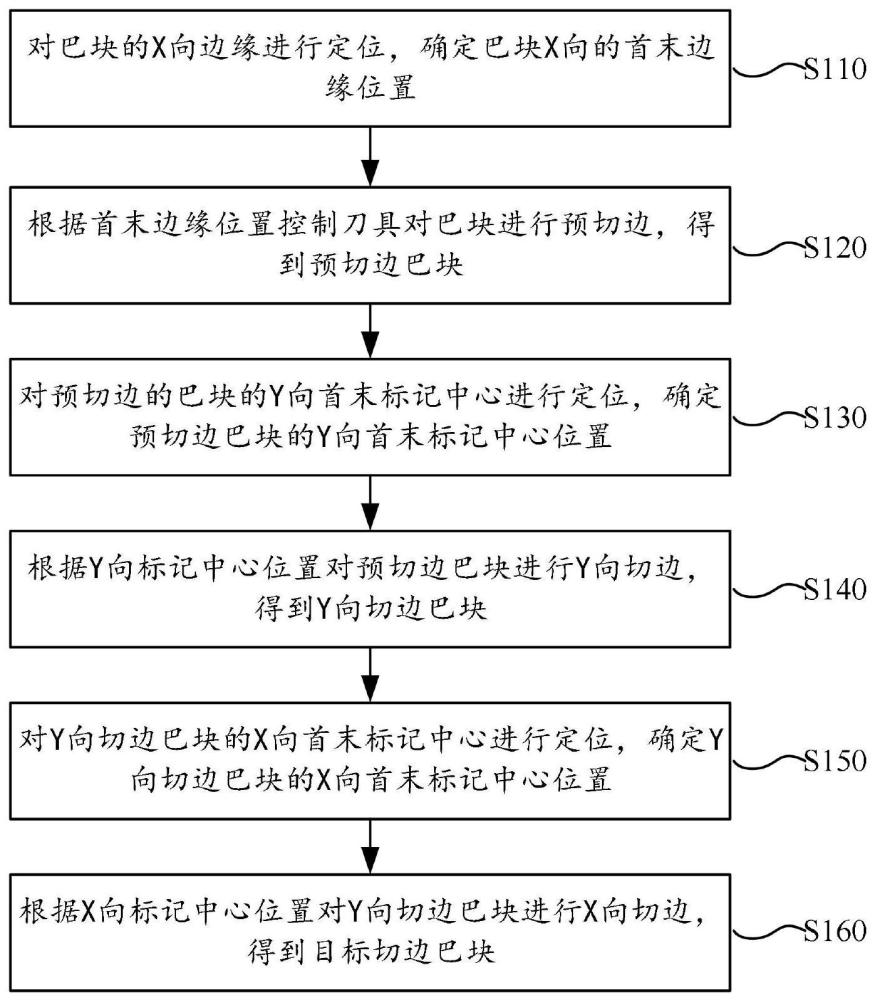
3、对巴块的x向边缘进行定位,确定所述巴块x向的首末边缘位置;
4、根据所述首末边缘位置控制刀具对所述巴块进行预切边,得到预切边巴块;
5、对所述预切边巴块的y向首末标记中心进行定位,确定所述预切边巴块的y向首末标记中心位置;
6、根据所述y向标记中心位置对所述预切边巴块进行y向切边,得到y向切边巴块;
7、对所述y向切边巴块的x向首末标记中心进行定位,确定所述y向切边巴块的x向首末标记中心位置;
8、根据所述x向标记中心位置对所述y向切边巴块进行x向切边,得到目标切边巴块。
9、通过采用上述技术方案,本技术通过对巴块的x向边缘进行定位,确定巴块x向的首末边缘位置,然后根据首末边缘位置控制刀具进行预切边,从而使巴块y向的标记更加清楚地露出,然后根据y向的首末标记中心再进行定位,确定y向首末标记中心位置,根据y向首末标记中心位置进行y向切边,由于y向的标记已经清楚露出,因此在切边时可以控制刀具在靠近标记的位置进行切边,避免了侧面标记线被切掉的问题;然后在y向切边之后,再对x向首末标记中心进行定位,确定x向首末标记中心位置,然后进行x向切边,x向的第二次切边与第一次预切边不同,由于在y向切边后x向标记线已经露出,因此第二次可以在靠近x向标记的位置进行切边,从而得到规整的目标切边巴块。
10、可选的,所述对巴块的x向边缘进行定位,包括如下步骤:
11、采集所述巴块的x向图像;
12、对所述x向图像进行边缘检测,确定所述巴块的x向边缘信息,所述x向边缘信息包括角度信息和位置信息;
13、获取预设的巴块边缘基准信息;
14、根据所述x向边缘信息和预设的巴块边缘基准信息,计算所述巴块x向边缘与基准线的角度偏差和位置偏差;
15、根据所述角度偏差和位置偏差对所述巴块进行角度调整和位置调整,定位调整后的巴块位置。
16、通过采用上述技术方案,本技术通过采集巴块的x向图像,然后对图像进行边缘检测,确定x向边缘信息,包括角度信息和位置信息,然后获取预设的巴块边缘基准线,计算巴块x向边缘与基准线的角度偏差和位置偏差,然后进行角度和位置调整,从而使得巴块位置按照预设的基准线进行摆放,从而便于对巴块的x向边缘进行定位,以确定出巴块的首末边缘位置。
17、可选的,所述获取预设的巴块边缘位置信息,具体包括:
18、根据所述x向图像识别所述巴块的x向尺寸;
19、根据所述x向尺寸确定所述巴块对应的设计尺寸;
20、获取与所述设计尺寸相对应的巴块边缘位置信息。
21、通过采用上述技术方案,在对巴块进行切边时,巴块有各种尺寸规格,本技术通过根据x向图像识别巴块的x向尺寸,然后根据x向尺寸确定巴块对应的设计尺寸,从而获取到与设计尺寸相对应的巴块边缘位置信息,从而实现对不同巴块尺寸的自动识别和定位。
22、可选的,所述得到y向切边巴块之后,方法还包括:
23、获取所述y向切边巴块的x向目标标记,所述x向目标标记为所述y向切边巴块的x向所有标记中的任意一个;
24、将所述x向目标标记与预设的标准标记进行对比,确定所述x向目标标记与所述标准标记的相似程度;
25、在所述相似程度高于预设程度阈值时,对所述x向目标标记进行记录,得到x向标记可用集合,所述x向标记可用集合用于统计x向可用的标记;
26、在后续进行切割操作时,控制刀具按照所述x向标记可用集合中的标记进行切割。
27、通过采用上述技术方案,本技术在得到y向切边巴块之后,由于进行了y向切边,因此能够清晰地识别出巴块x向的标记,通过获取x向目标标记,然后与预设的标准标记进行对比,确定x向目标标记与标准标记的相似程度,从而判断x向目标标记的变形情况,当标记变形时,表示在层压过程中,各层之间出现偏差,导致标记与标准的标记形状不同,因此,此时按照标记进行分割时可能会导致部分电容片损坏,因此,本技术在相似程度高于预设程度阈值时,对x向目标标记进行记录,得到x向标记可用集合,从而在后续进行切割操作时,控制刀具按照x向标记可用集合中的标记进行切割,从而只切割部分标记良好的位置,对有误差的位置可以通过人工识别或其他方法进行切割,从而降低产品不良率,提高生产效率。
28、可选的,所述得到目标切边巴块之后,方法还包括:
29、获取所述目标切边巴块的y向目标标记,所述y向目标标记为所述目标切边巴块的y向所有标记中的任意一个;
30、将所述y向目标标记与预设的标准标记进行对比,确定所述y向目标标记与所述标准标记的相似程度;
31、在所述相似程度高于预设程度阈值时,对所述y向目标标记进行记录,得到y向标记可用集合,所述y向标记可用集合用于统计y向可用的标记;
32、在后续进行切割操作时,控制刀具按照所述y向标记可用集合中的标记进行切割。
33、通过采用上述技术方案,同样的,在进行x向切割之后,能够更加清晰地识别巴块y向的标记,通过获取y向目标标记然后与预设的标准标记进行对比,从而判断变形情况,使得后续在对y向进行切割时只切割部分标记良好的位置。
34、可选的,所述根据所述首末边缘位置对所述巴块进行预切边,得到预切边巴块之后,方法还包括:
35、获取预切边后的预切边巴块的切割表面图像;
36、对所述切割表面图像进行粗糙度分析,得到切割表面的粗糙度;
37、在所述粗糙度大于粗糙度阈值时,控制所述刀具以第二切割速度进行切割,所述第二切割速度小于所述预切边时的切割速度。
38、通过采用上述技术方案,本技术在进行预切边时以一个较大的切割速度进行切割,通过获取预切边后的预切边巴块的切割表面图像,通过对切割表面图像进行粗糙度分析,得到切割表面的粗糙度,然后与预设粗糙度阈值进行对比,当粗糙度过大时,控制刀具以第二切割速度进行y向切边和x向切边,从而提高后续y向切边和x向切边时的精细度,在粗糙度小于预设粗糙度阈值时,表示精细度合格,此时还是通过预切边的切割速度进行切边,从而提高切边效率。
39、可选的,所述对所述切割表面图像进行粗糙度分析,得到切割表面的粗糙度之后,方法还包括:
40、统计历史记录的切割表面的粗糙度数据,得到粗糙度数据集合,其中,每次预切边的粗糙度数据对应标有时序;
41、根据所述粗糙度数据集合和所述时序,分析所述切割表面的粗糙度变化趋势;
42、根据所述粗糙度变化趋势评估刀具磨损情况;
43、在所述刀具磨损达到预设磨损度时,发送更换信息,所述更换信息用于提示进行刀具更换。
44、通过采用上述技术方案,本技术通过统计历史记录的切割表面的粗糙度数据,得到粗糙度数据集合,然后根据时序排列的粗糙度数据,分析切割表面的粗糙度变化趋势,根据粗糙度变化趋势评估刀具磨损情况,从而在达到预设磨损度时提前发送更换信息,以提示进行刀具更换,减少由于刀具磨损导致的产品不良率上升的可能性。
45、第二方面,本技术提供一种多层片式陶瓷电容片的切边装置,包括:
46、首末边缘位置确定模块,用于对巴块的x向边缘进行定位,确定所述巴块x向的首末边缘位置;
47、预切边模块,用于根据所述首末边缘位置对所述巴块进行预切边,得到预切边巴块;
48、y向标记中心位置确定模块,用于对所述预切边巴块的y向首末标记中心进行定位,确定所述预切边巴块的y向首末标记中心位置;
49、y向切边模块,用于根据所述y向标记中心位置对所述预切边巴块进行y向切边,得到y向切边巴块;
50、x向标记中心位置确定模块,用于对所述y向切边巴块的x向首末标记中心进行定位,确定所述y向切边巴块的x向首末标记中心位置;
51、x向切边模块,用于根据所述x向标记中心位置对所述y向切边巴块进行x向切边,得到目标切边巴块。
52、第三方面,本技术提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述多层片式陶瓷电容片的切边方法的步骤。
53、第四方面,本技术提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述多层片式陶瓷电容片的切边方法的步骤。
54、综上所述,本技术包括以下至少一种有益技术效果:
55、1.本技术通过对巴块x向进行预切边,从而使巴块y向的标记更加清楚地露出,因此在切边时可以控制刀具在靠近标记的位置进行切边,避免了侧面标记线被切掉的问题;然后在y向切边之后,再对x向首末标记中心进行定位,确定x向首末标记中心位置,然后进行x向切边,x向的第二次切边与第一次预切边不同,由于在y向切边后x向标记线已经露出,因此第二次可以在靠近x向标记的位置进行切边,从而得到规整的目标切边巴块;
56、2.本技术通过采集巴块的x向图像,然后对图像进行边缘检测,确定x向边缘信息,包括角度信息和位置信息,然后获取预设的巴块边缘基准线,计算巴块x向边缘与基准线的角度偏差和位置偏差,然后进行角度和位置调整,从而使得巴块位置按照预设的基准线进行摆放,从而便于对巴块的x向边缘进行定位,以确定出巴块的首末边缘位置;
57、3.本技术在相似程度高于预设程度阈值时,对x向目标标记进行记录,得到x向标记可用集合,从而在后续进行切割操作时,控制刀具按照x向标记可用集合中的标记进行切割,从而只切割部分标记良好的位置,对有误差的位置可以通过人工识别或其他方法进行切割,从而降低产品不良率,提高生产效率;
58、4.本技术在进行预切边时以一个较大的切割速度进行切割,通过获取预切边后的预切边巴块的切割表面图像,通过对切割表面图像进行粗糙度分析,得到切割表面的粗糙度,然后与预设粗糙度阈值进行对比,当粗糙度过大时,控制刀具以第二切割速度进行y向切边和x向切边,从而提高后续y向切边和x向切边时的精细度,在粗糙度小于预设粗糙度阈值时,表示精细度合格,此时还是通过预切边的切割速度进行切边,从而提高切边效率。
- 还没有人留言评论。精彩留言会获得点赞!