一种线锯及线锯的制造方法与流程
本申请涉及半导体,具体涉及一种线锯及线锯的制造方法。
背景技术:
1、金刚线通过在碳钢或钨钢基线上镀金属镍固结金刚砂。随着细线化的推进,导致金刚线强度降低,破断拉力也随着线径的变细而减小,在切割过程中,由于金刚线强度变低的缺陷,导致断线率高,切割线损耗高等问题。
技术实现思路
1、本申请的目的在于提供一种线锯及线锯的制造方法,可以解决上述技术问题。
2、本申请实施例提供一种线锯,包括:芯线和设置于所述芯线外周的复合层;所述复合层包括镍元素、铁元素和钴元素,以所述复合层的总质量计,所述钴元素的质量百分比为5wt%~50wt%,所述铁元素的质量百分比为0.1wt%~5wt%。
3、在一些实施例中,所述复合层的厚度为0.5μm~10μm。
4、在一些实施例中,所述铁元素与所述钴元素的总质量占所述复合层总质量的5.1wt%~55wt%。
5、在一些实施例中,所述铁元素与所述钴元素的质量比为(1~5):(10~50)。
6、在一些实施例中,所述复合层的硬度为150hv~800hv。
7、在一些实施例中,所述复合层的破断拉力增量为0.2n~2.0n。
8、在一些实施例中,所述线锯的破断拉力为4.0n~300.0n。
9、在一些实施例中,所述线锯包括磨粒,所述磨粒分布于所述复合层;以所述芯线在第一方向的长度计,所述磨粒的分布数量的范围为120颗/mm~400颗/mm。
10、在一些实施例中,所述磨粒的平均粒径为2μm~55μm。
11、在一些实施例中,所述磨粒选自金刚石颗粒、氮化硼颗粒、氮化硅颗粒、碳化硼颗粒、碳化硅颗粒、刚玉颗粒和碳化钨颗粒中的至少一种。
12、在一些实施例中,所述芯线选自单股芯线、多股芯线和环状芯线中的至少一种。
13、在一些实施例中,所述芯线选自碳钢线、钨丝线和钨合金线中的至少一种。
14、在一些实施例中,所述芯线的直径为20μm~370μm。
15、在一些实施例中,所述芯线与所述复合层之间设置有中间层。
16、在一些实施例中,所述中间层包括镍元素;所述中间层的厚度为0.1μm~1μm。
17、相应的,本申请实施例提供了一种芯线的制造方法,包括:
18、提供第一溶液,所述第一溶液中包括含有镍元素的盐、钴元素的盐和铁元素的盐;
19、采用所述第一溶液在芯线外周制备复合层,得到线锯。
20、在一些实施例中,所述第一溶液中分散有磨粒。
21、在一些实施例中,所述第一溶液包括:镍离子浓度为54g/l~126g/l六水合氨基磺酸镍、20g/l~30g/l四水合氨基磺酸钴、0.3g/l-10g/l四水合氯化亚铁和20g/l-30g/l硼酸。
22、在一些实施例中,所述复合层的制备参数包括:电镀温度为55℃~65℃,电镀电流密度为10a/dm2~25a/dm2,电镀时间为40s~50s。
23、在一些实施例中,所述芯线经过预处理,所述预处理包括:碱洗、第一次水洗、酸洗、第二次水洗处理。
24、在一些实施例中,采用第二溶液对所述芯线表面进行碱洗,所述第二溶液包括:10g/l~100g/l氢氧化钠、5g/l~15g/l磷酸三钠、10g/l-20g/l偏硅酸钠、6g/l-8g/l柠檬酸钠和1ml/l~5ml/l乳化表面活性剂;所述碱洗的温度为50℃~60℃;所述碱洗的时间为15s~30s。
25、本申请的有益效果在于:相较于现有技术,本申请提供了一种线锯及线锯的制造方法。本申请的线锯包括芯线和设置于芯线外周的复合层;复合层包括镍元素、铁元素和钴元素,以复合层的总质量计,铁元素的质量百分比为5wt%~50wt%,铁元素的质量百分比为0.1wt%~5wt%。本申请的复合层包括铁钴镍合金,具有更好的弹性,可以提升线锯的破断拉力,从而减少线锯的断线率。
技术特征:
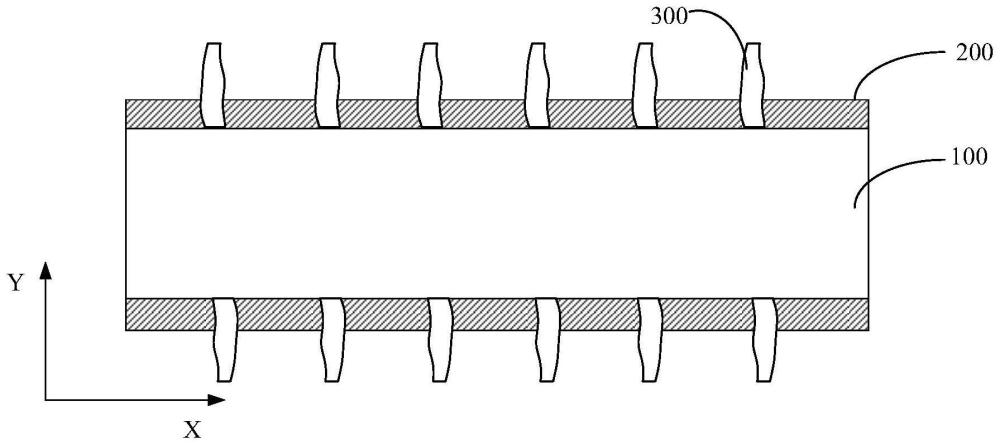
1.一种线锯,其特征在于,包括:芯线(100)和设置于所述芯线(100)外周的复合层(200);所述复合层(200)包括镍元素、铁元素和钴元素;以所述复合层(200)的总质量计,所述钴元素的质量百分比为5wt%~50wt%,所述铁元素的质量百分比为0.1wt%~5wt%。
2.根据权利要求1所述的线锯,其特征在于,所述复合层(200)的厚度为0.5μm~10μm。
3.根据权利要求1所述的线锯,其特征在于,所述铁元素与所述钴元素的总质量占所述复合层(200)总质量的5.1wt%~55wt%;和/或,所述铁元素与所述钴元素的质量比为(1~5):(10~50)。
4.根据权利要求1所述的线锯,其特征在于,所述复合层(200)的硬度为150hv~800hv;和/或,所述复合层(200)的破断拉力增量为0.2n~2.0n;和/或,
5.根据权利要求1所述的线锯,其特征在于,包括磨粒(300),所述磨粒(300)分布于所述复合层(200);以所述芯线(100)在第一方向(x)的长度计,所述磨粒(300)的分布数量的范围为120颗/mm~400颗/mm。
6.根据权利要求5所述的线锯,其特征在于,所述磨粒(300)的平均粒径为2μm~55μm。
7.根据权利要求5所述的线锯,其特征在于,所述磨粒(300)选自金刚石颗粒、氮化硼颗粒、氮化硅颗粒、碳化硼颗粒、碳化硅颗粒、刚玉颗粒和碳化钨颗粒中的至少一种。
8.根据权利要求1所述的线锯,其特征在于,所述芯线(100)选自单股芯线、多股芯线和环状芯线中的至少一种;和/或,
9.根据权利要求1所述的线锯,其特征在于,所述芯线(100)的直径为20μm~370μm。
10.根据权利要求1所述的线锯,其特征在于,所述芯线(100)与所述复合层(200)之间设置有中间层(400);和/或,
11.一种线锯的制造方法,其特征在于,包括:
12.根据权利要求11所述的线锯的制造方法,其特征在于,所述第一溶液中分散有磨粒(300);和/或,
13.根据权利要求11所述的线锯的制造方法,其特征在于,所述芯线(100)经过预处理,所述预处理包括:碱洗、第一次水洗、酸洗、第二次水洗处理;和/或,
技术总结
本申请公开了一种线锯及线锯的制造方法。本申请的线锯包括芯线和设置于芯线外周的复合层;复合层包括镍元素、铁元素和钴元素,以复合层的总质量计,钴元素的质量百分比为5wt%~50wt%,铁元素的质量百分比为0.1wt%~5wt%。本申请的复合层包括铁钴镍合金,具有更好的弹性,可以提升线锯的破断拉力,从而减少线锯的断线率。
技术研发人员:周坤,闵学刚,周泽亚,张磊,卞林芝,陈忠余,杨楷文,黄忍,魏亚慧,肖翔
受保护的技术使用者:镇江原轼新型材料有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!