一种飘带形弯曲组合钢管构件及其加工制作方法与流程
本发明属于钢管构件,具体涉及一种飘带形弯曲组合钢管构件及其加工制作方法。
背景技术:
1、随着社会经济的快速发展,建筑行业也在不断的飞速发展,传统的建筑,大多都是采用钢筋混凝土制造而成,其不仅需要大量的人力、物力,同时,还会受到季节、气候等诸多因素的影响,这就促生了钢结构建筑的诞生。
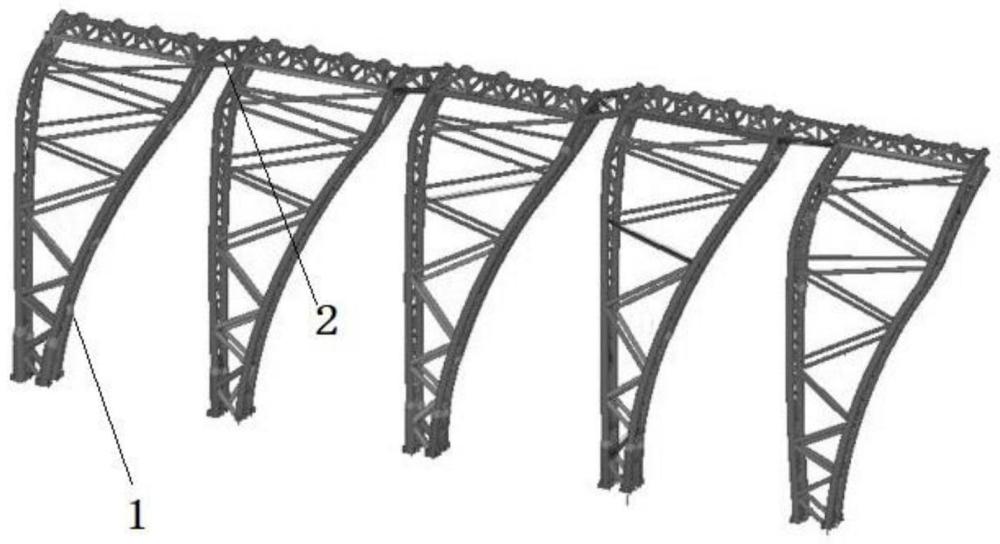
2、建筑在设计或者施工过程中很多需要做各种不同的造型,本发明提供了一种飘带形弯曲组合钢管构件的结构设计,该钢管构件为弯扭形式,犹如飘带一样,既具有优美的造型,又具有良好的结构稳定性,提高其支撑的安全性。
3、此外,本发明还提供了飘带形弯曲组合钢管构件的加工制作方法,该飘带形弯曲组合钢管构件的加工难点有:1、根据构件整体尺寸,构件无法整体合拢发运;2、构件为弯扭形式,犹如飘带一样,单根圆管扭曲度大,并且还存在多个圆弧半径尺寸无法整根加工成型;部分圆管厚度厚,加工半径小,无法采用冷弯;3、构件端口存在4个圆口现场对接端,对接精度尺寸控制难度大;4、单片柱之间直、斜腹杆数量多、焊接量大,焊接后对主弦杆尺寸精度影响大;5、扭曲弯管规格大并且长度短,无法进行单段冷加工压制成型。本发明的提供的一种飘带形弯曲组合钢管构件及其加工制作方法,可以解决上述技术问题。
技术实现思路
1、发明目的:为了克服以上不足,本发明的目的是提供一种飘带形弯曲组合钢管构件及其加工制作方法,设计合理,飘带形弯曲组合钢管构件为弯扭形式,犹如飘带一样,既具有优美的造型,又具有良好的结构稳定性,提高其支撑的安全性,还克服了飘带形弯曲组合钢管构件加工制作中的难点,应用前景广泛。
2、本发明的目的是通过以下技术方案实现的:
3、一种飘带形弯曲组合钢管构件,包括:
4、飘带花瓣柱,其数量为至少一个;所述飘带花瓣柱为弯扭结构,形状为飘带;所述飘带花瓣柱包括飘带花瓣柱构件一、飘带花瓣柱构件二,所述飘带花瓣柱构件一设置在飘带花瓣柱构件二上方并且与飘带花瓣柱构件二连接;
5、飘带连接桁架,当飘带花瓣柱的数量≥2时,相邻的飘带花瓣柱之间通过飘带连接桁架进行连接。
6、进一步的,上述的飘带形弯曲组合钢管构件,相邻的飘带花瓣柱的上端通过飘带连接桁架进行连接。
7、进一步的,上述的飘带形弯曲组合钢管构件,所述飘带花瓣柱构件一包括:
8、单片一,所述单片一是由弧形管一、弧形管二组成的单片结构;
9、单片二,所述单片二是由弧形管三、弧形管四组成的单片结构;所述单片一、单片二相对设置;
10、直腹杆一,所述弧形管一与弧形管二之间、弧形管三与弧形管四之间设置有若干个直腹杆一;
11、斜腹杆一,所述弧形管一与弧形管二之间、弧形管三与弧形管四之间设置有若干个斜腹杆一;
12、中间撑杆一,所述弧形管一与弧形管三之间、弧形管二与弧形管四之间设置有若干个中间撑杆一。
13、进一步的,上述的飘带形弯曲组合钢管构件,所述飘带花瓣柱构件二包括:
14、单片三,所述单片三是由弧形管五、弧形管六组成的单片结构;所述弧形管五的底端与弧形管一的顶端连接,所述弧形管六的底端与弧形管二的顶端连接;
15、单片四,所述单片四是由弧形管七、弧形管八组成的单片结构;所述单片三、单片四相对设置;所述弧形管七的的底端与弧形管三的顶端连接,所述弧形管八的底端与弧形管四的顶端连接;
16、直腹杆二,所述弧形管五与弧形管六之间、弧形管七与弧形管八之间设置有若干个直腹杆二;
17、斜腹杆二,所述弧形管五与弧形管六之间、弧形管七与弧形管八之间设置有若干个斜腹杆二;
18、中间撑杆二,所述弧形管五与弧形管七之间、弧形管六与弧形管八之间设置有若干个中间撑杆二;
19、端口连接桁架,所述单片三上端与单片四上端之间设置有中间连接桁架。
20、本发明所述飘带形弯曲组合钢管构件的整体尺寸如果较大,会存在无法整体运输的情况,因此,将飘带形弯曲组合钢管构件制作成单根飘带花瓣柱组合、通过飘带连接桁架连接的形式,以及单根飘带花瓣柱制作成括飘带花瓣柱构件一、飘带花瓣柱构件二组合的形式。
21、所述飘带花瓣柱构件一、飘带花瓣柱构件二均制作成单片桁架形式,更有利于运输和后期的组装。
22、进一步的,上述的飘带形弯曲组合钢管构件,所述中间连接桁架上设置有若干个焊接球,用于与飘带连接桁架连接。
23、进一步的,上述的飘带形弯曲组合钢管构件,所述弧形管一、弧形管二、弧形管三、弧形管四、弧形管五、弧形管六、弧形管七、弧形管八均由若干个弧形圆管焊接而成。
24、由于飘带花瓣柱为弯扭结构,形状为飘带,因此,弧形管一、弧形管二、弧形管三、弧形管四、弧形管五、弧形管六、弧形管七、弧形管八存在扭曲度大、多个圆弧半径尺寸无法整根加工成型的问题。因此,弧形管一、弧形管二、弧形管三、弧形管四、弧形管五、弧形管六、弧形管七、弧形管八均采用若干个弧形圆管焊接而成,针对单根扭曲弯管弧形方向及圆弧半径不同情况,通过圆弧相切关系,将每段相同圆弧单独拆分开来加工,可以减少加工难度和提高成品质量。
25、本发明还涉及到上述的飘带形弯曲组合钢管构件的加工制作方法,包括如下步骤:
26、s1:预先在基准地面上划出飘带花瓣柱构件一的地面投影基准线,然后在胎架上定位第一根弧形圆管;
27、s2:在胎架上定位第二根弧形圆管;
28、s3:在第一根弧形圆管上继续对接弧形圆管,并且根据地面投影基准线进行轮廓线型矫正,直至制作成弧形管一;
29、s4:在第二根弧形圆管上继续对接弧形圆管,并且根据地面投影基准线进行轮廓线型矫正,直至制作成弧形管二,弧形管一与弧形管二组成单片一;
30、s5:按照s1- s4的加工步骤,同样地,制作出单片二、单片三、单片四;每个单片二由1根弧形管三、1根弧形管四组成,每个单片三由1根弧形管五、1根弧形管六组成,每个单片四由1根弧形管七、1根弧形管八组成;在弧形管一与对应的弧形管二之间分别安装若干个直腹杆一、若干个斜腹杆一;在弧形管三与对应的弧形管四之间也分别安装若干个直腹杆一、若干个斜腹杆一;在弧形管五与对应的弧形管六之间分别安装若干个直腹杆二、若干个斜腹杆二;在弧形管七与对应的弧形管八之间也分别安装若干个直腹杆二、若干个斜腹杆二;完成车间的制作;
31、s6:将上述车间制作的单片一、单片二、单片三、单片四运输至现场;
32、s7:将弧形管一与对应的弧形管三之间、弧形管二与对应的弧形管四之间安装若干个中间撑杆一;将弧形管五与对应的弧形管七之间、弧形管六与对应的弧形管八之间安装若干个中间撑杆二;将单片三上端与对应的单片四上端之间安装中间连接桁架;完成飘带花瓣柱构件一、飘带花瓣柱构件二的制作;
33、s8:将飘带花瓣柱构件一与对应的飘带花瓣柱构件二组装成飘带花瓣柱;
34、s9:当组装的飘带花瓣柱的数量≥2时,相邻的飘带花瓣柱的上端之间安装有飘带连接桁架进行连接,完成飘带形弯曲组合钢管构件的制作。
35、进一步的,上述的飘带形弯曲组合钢管构件的加工制作方法,所述弧形圆管与弧形圆管的对接采用垫板焊。
36、进一步的,上述的飘带形弯曲组合钢管构件的加工制作方法,直腹杆一与弧形圆管之间、斜腹杆一与弧形圆管之间、直腹杆二与弧形圆管之间、斜腹杆二与弧形圆管之间采用相贯焊缝。
37、与现有技术相比,本发明具有如下的有益效果:
38、(1)本发明所述的飘带形弯曲组合钢管构件,设计合理,飘带形弯曲组合钢管构件为弯扭形式,犹如飘带一样,既具有优美的造型,还可以在整体结构中起到连接、支撑双重作用,例如起到连接支撑屋盖桁架作用;
39、(2)本发明所述的飘带形弯曲组合钢管构件,将飘带形弯曲组合钢管构件设计成单根飘带花瓣柱组合、通过飘带连接桁架连接的形式,以及单根飘带花瓣柱设计成括飘带花瓣柱构件一、飘带花瓣柱构件二组合的形式,将飘带花瓣柱构件一、飘带花瓣柱构件二均设计成单片桁架形式,更有利于运输和后期的组装;
40、(3)本发明公开的飘带形弯曲组合钢管构件的加工制作方法,克服了飘带形弯曲组合钢管构件加工制作中的难点,根据其整体尺寸无法整体运输情况,通过将其制作成单片桁架形式运输;针对飘带形弯曲组合钢管构件的单根弧形圆管的弧形方向以及圆弧半径不同的情况,通过圆弧相切关系,将每段相同圆弧单独拆分开来加工;通过预先在基准地面上画出地面投影基准线克服对接精度尺寸控制难度大的问题。
- 还没有人留言评论。精彩留言会获得点赞!