一种自动化流转地铁管片生产线的制作方法
本技术涉及管片自动化生产的,具体涉及一种自动化流转地铁管片生产线。
背景技术:
1、随着地铁建设的快速发展,其为人们出行带来的便利不言而喻,进而建设地铁的省会城市越来越多,预制混凝土地铁管片市场竞争也越来越激烈,而混凝土衬砌管片是地铁建设施工中最最重要的一个环节,管片质量的好坏,直接影响到地铁通道的稳定性,目前市场混凝土衬砌管片的生产模式主要有两种,一种为固定管片模具,转运混凝土到模具工位进行固定式生产,另一种为采用流水线生产,固定灌注工位,将管片依次推送至灌注工位进行生产,达到更高的生产效率。
2、目前,国内生产数混凝土管片均采用流水线生产模式,以保证管片生产节拍和效率。现有的管片流水生产线分为通窑管片生产线和独立窑管片生产线,两者虽均为流水线生产模式,但其模具、生产线设备、流水形式均存在很大的区别。通窑管片流水生产线是通过模具之间的推送实现模具的流转,其存在模具之间撞击力度较大,产品养护时间无法精准控制的问题,独立窑管片流水生产线是通过输送辊道将模具依次输送至对应工位,最后通过专用设备将灌注好的模具运输至单个智能控制的小养护窑内进行养护作业,该种生产方式能有效较少模具之间的碰撞,实现模具更加精准的养护,提高产品质量。
3、申请号为cn201921415380.x的实用新型专利申请公开了一种管片生产线,包括链轮传送带、混凝土浇注振捣装置、双梁起重机、母台车、子台车、养护窑,所述链轮传送带中部设置有混凝土浇注振捣装置,所述双梁起重机固定连接在链轮传送带末端,每组所述双梁起重机与链轮传送带的连接处均设置有一组母轨轨道,所述母轨轨道另一端设置有轨道槽,所述母轨轨道上设置有母台车与子台车,所述轨道槽上设置有平板车,所述轨道槽一侧固定安装有多组子轨轨道,每组所述子轨轨道末端均延伸设置在所述养护窑内,该实用新型涉及盾构管片生产设备技术领域。该实用新型具有布局合理、灵活性较高、设备简单、易于维护保养且自动化较高,能够提高管片生产质量的有益效果。但是,该申请在应用于独立窑管片生产线进行管片流水线生产时,模具在输送辊道上是纵向输送,线路之间是横向熟路,养护窑内养护时时纵向运输至窑门,横向入窑堆放,该申请对于如何实现模具在生产线输送辊道之间的转运、线路之间的转运和养护窑内的转运的问题,没有有效的技术方案能够解决。
技术实现思路
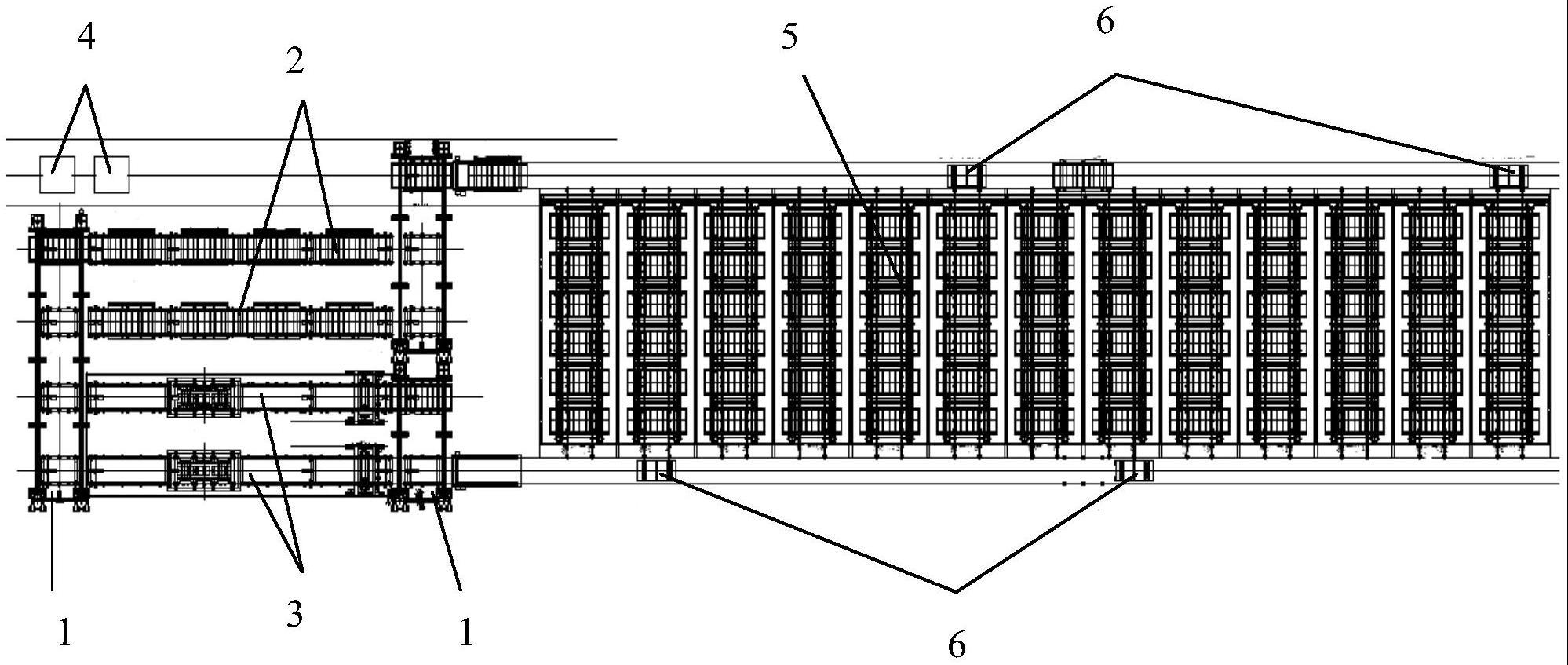
1、本实用新型的发明目的在于,针对上述存在的问题,提供了一种自动化流转地铁管片生产线,包括横移工位线、清合模工位线和灌注工位线,所述清合模工位线和灌注工位线为平行设置的管片纵向运输工位线,横移工位线设置于管片纵向运输工位线的两端平行设置,横移工位线横向输送管片,实现管片在清合模工位线和灌注工位线之间的转运,并通过横移工位线输出管片至出窑端,通过子母运输车将模具从横移工位线上输送至对应的养护窑位置处。
2、本实用新型采用独立养护窑生产工艺而设计地铁管片生产线,该条管片生产线是一种养护效率、质量更好,自动化成都更高的流水线,通过辊道实现模具的自动流转,减少管片灌注后模具之间的撞击,保证产品质量,且每6个模具采用独立窑进行养护,使得管片的养护时间充足,温度控制也更加精准,大幅的提高管片的产品质量。独立窑管片生产线布置方式上均采用工位纵向运输、横向线路运输,模具纵向运输至养护窑处,横向入窑养护的模式。因此,为实现管片的自动化生产运转,设计模具的纵向输送辊道、横向输送辊道、模具进出养护窑子母运输车等多种设备,形成一条更加自动化、智能化的地铁管片生产线,实现独立窑养护窑工艺的管片流水线自动化生产。
3、本实用新型采用的技术方案如下:
4、独立窑管片生产线是现有的一种更加智能化、自动化的管片流水生产线,其通过将模具灌注工位进行固定,用专用的混凝土运输设备,将混凝土从搅拌站运输至模型灌注工位进行浇筑,模具通过一组纵向布置的输送辊道将模具由前一工位输送至下一工位,在最后一组辊道上通过具备升降的横移移动链板将模具输送至灌注工位线路上,实现线路之间的流转,并在灌注完成后将模具输送至入窑输送辊道上,再由子母车将模具从辊道上输送至对应的养护窑位置处,并实现模具在养护窑内的转运。因此,如何实现模具工序工位流转、线路横向转运和养护窑内的转运是本实用新型的一大技术难题。
5、本实用新型公开了一种自动化流转地铁管片生产线,结合独立养护窑生产线养护窑和流水线之间的布置结构形式,本实用新型主要针对管片在各个工序工位间的转运、线路之间的转运和子母窑之间的转运进行,包括横移工位线、清合模工位线和灌注工位线,所述清合模工位线和灌注工位线为平行设置的管片纵向运输工位线,横移工位线设置于管片纵向运输工位线的两端平行设置,横移工位线横向输送管片,实现管片在清合模工位线和灌注工位线之间的转运,并通过横移工位线输出管片至出窑端,通过子母运输车将模具从横移工位线上输送至对应的养护窑位置处。
6、进一步地,包括模具纵向输送,根据模具底板宽度、长度等尺寸,结合独立轮的传动模式,辊道设计左右两侧走行轮,并通过走行轮轮沿对模具进行导向,输送装置采用模块化设计,每个辊道设计布置四组轮,各个轮子之间采用链条驱动,通过二级传动装置将电机动力传递至主动轮,进而驱动所有辊轮,辊轮安装座同样统一设计结构,便于后期更换,通过螺栓固定于辊道加上,便于拆装。
7、进一步地,包括模具横向转运,横移链板用于实现模具在模具清理线路和模具灌注线路之间的转运,其同设计采用平行布置的两根链条,链条上部设计模型承载顶板,通过电气驱动链轮,带动链条实现模具跟随链条同步移动,同时,为解决各个线路输送模具至横移链板上发生干涉的情况,整个横移装置设计采用气囊升降,但线路进行模具推送时,横移链板整体下降至模型输送辊轮下部,当模具输送到位进行横移移动前,将横移链板整体顶升一定高度脱离辊道,即可实现模具在线路之间的快速转运。
8、进一步地,包括模具灌注,模具灌注通过高低料斗进行混凝土运输、灌注,两者采用上下布置方式,高料斗用于将搅拌站混凝土运输至灌注工位并将混凝土放料至低料斗内,再由低料斗将混凝土放料至管片模具内,实现模具的混凝土运输,放料过程中自动化作业。
9、进一步地,包括子母车转运,母车用于实现模具在生产线辊道和各个养护窑之间的转运,并通过设置一组驻车定位装置,防止子车运输模具至养护窑内时母车产生滑动、钢轨错位的情况,保证子车走行过程中的平稳性和安全性。子车用于实现模具在养护窑内的输送,根据其需要实现的功能,子车需要设计为具备独立走行能力和模具顶升能力,其跟随母车走行至人窑辊道时,通过设置液压顶升装置,将模具顶升一定高度脱离辊道并保持顶升状态,然后由母车将其和模具运输至对应养护窑并进行对位,子车动力系统自行启动,将模具运输至养护窑内,再将油缸收缩使模具平稳放置于养护窑内存放平台上,自行回到母车上,进行下一次模具转运作业。
10、本实用新型的技术效果如下:
11、本实用新型公开了一种自动化流转地铁管片生产线,有效地解决了管片模具在生产线输送辊道之间的转运、线路之间的转运和养护窑内的转运技术难题,创新采用模块化设计的输送辊道实现模具在工序工位之间的流畅运转,3套实现模具横向移动的升降横移链板,用于完成模具在线路之间的转运,提高模具流转效率。创新设计4台子母车用于模具进出养护窑,并采用前后布置的结构形式,子母车采用前后接力作业模式,解决单台子母车生产效率较低的技术难题。创新设计具备自动运输布料的自动化灌注系统,通过高料斗将混凝土输送至灌注工位放料至低料斗内,再由底料斗实现对模具的自动精准布料。创新设计模具自动对接气嘴装置,布置于生产线灌注工位处,模型输送到位后,自动对接气嘴,实现模具灌注振捣自动化。本实用新型独立窑养护管片智能化流水生产线的设计制作使用,有效解决了管片模采用独立窑养护工艺时流水线上模具的输送、灌注等存在的技术难题,提高了管片流水线生产的效率和质量,具有较好的经济、社会、环保效益。
- 还没有人留言评论。精彩留言会获得点赞!