一种陶瓷辊铸造成型用脱模装置的制作方法
本技术涉及陶瓷辊铸造,尤其涉及一种陶瓷辊铸造成型用脱模装置。
背景技术:
1、陶瓷辊与金属辊相比,耐高温、耐磨损和耐酸碱腐蚀,能够应用在各种特殊的工况条件下,提高工作效率和延长寿命;陶瓷辊的浇注成型和传统的金属浇铸类似,都是将原材料加热熔化至液态,再将液态的原材料倒入所需形状的模具中,等待液态的原材料冷却至固态或半固态时,将之从模具中脱离出来,就得到所需的特定形状的产品。
2、经检索,专利公开号为cn217514157u公开了名称为一种特种陶瓷脱模装置的专利,其要解决的技术问题是人工手动脱模较为繁琐的同时还容易被烫伤,上顶脱模装置整体结构复杂,通过设置安装盘、脱模盘、活动杆、螺纹杆与转动机构,能借助可升降的脱模盘实现对成型物品的脱模操作,同时多个脱模盘的间距可调节,能适应多种大小的成型物品进行脱模操作,整体的便利性较高;但仍存在以下弊端需要解决:脱模过程中陶瓷辊表面的倒刺或气泡导致的凸起会降低脱模效率。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种陶瓷辊铸造成型用脱模装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
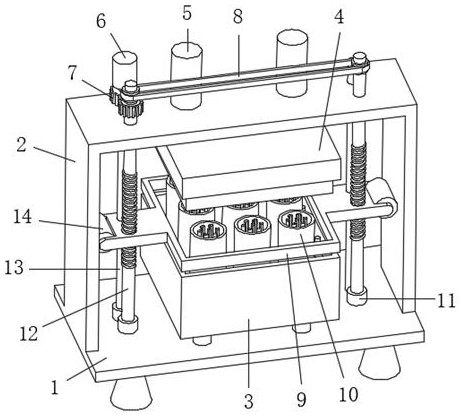
3、一种陶瓷辊铸造成型用脱模装置,包括底座,所述底座顶端中间设置有下模座,底座顶端两侧固定安装有顶架,且顶架顶端两侧固定安装有液压缸,两个所述液压缸底端固定安装有上模座,所述底座顶端两侧的一端转动安装有转杆,底座顶端两侧的另一端设置有滑杆,且两个转杆和两个滑杆之间滑动安装有助推框,所述助推框底端四侧的两端固定安装有安装机构,且多个安装机构之间固定安装有脱盘,所述脱盘内部开设有多个开口,且每个开口从内而外依次开设有第三滑槽、第二滑槽和第一滑槽,每一组的所述第三滑槽和第一滑槽的高度均小于第二滑槽,且第三滑槽、第二滑槽和第一滑槽之间滑动安装有限位滑块,第二滑槽的顶端和底端均设置有驱动组件,所述限位滑块外侧固定安装有伸缩杆,且伸缩杆末端固定安装有推刀。
4、优选的,所述下模座底端四角和底座顶端之间固定安装有导热柱,下模座内部固定安装有多个模槽,下模座内部上端固定安装有定位机构,且定位机构由矩形框和多个定位杆固定连接构成,所述上模座内部和下端均与下模座相匹配。
5、优选的,其中一个所述滑杆和两个转杆底端与底座之间设置有轴承套,且滑杆顶端固定安装有正反电机,另一个所述滑杆底端与底座顶端固定连接,所述转杆圆周中端开设有螺纹区。
6、优选的,所述正反电机输出端与转杆之间设置有第一传动组件,两个转杆之间设置有第二传动组件。
7、优选的,所述安装机构由托板、插杆和顶盖构成。
8、优选的,所述驱动组件由多个呈圆周阵列的磁片构成,且多个磁片的磁场力依次增大,所述限位滑块一侧的上下端均固定安装有磁块,且两个磁块的相反端均为倾斜面。
9、优选的,所述助推框两侧转动安装有滚轮,且滚轮圆周外侧与顶架两侧内壁贴合。
10、本实用新型的有益效果为:
11、1.本实用新型提出的一种陶瓷辊铸造成型用脱模装置,当陶瓷辊进行脱模使上模座远离下模座时,正反电机工作,使第一传动组件带动第二传动组件进行传动,进而使两个转杆同速转动,达到助推框可缓慢匀速的向上移动的效果,同时推刀脱离了模槽的限制,在伸缩杆的伸长效果下贴合陶瓷辊圆周外壁,且驱动组件与限位滑块的磁力依次增大,使限位滑块在第三滑槽、第二滑槽、第一滑槽内部做圆周运动,进而使推刀持续做圆周运动,将陶瓷辊圆周外壁的气泡凸起或倒刺等切除,提高陶瓷辊的取放以及脱模效率,且助推框向下移动或陶瓷辊的移动方向相反时,脱盘以及推刀切割凸起时的阻力有利于陶瓷辊的脱模。
技术特征:
1.一种陶瓷辊铸造成型用脱模装置,包括底座(1),所述底座(1)顶端中间设置有下模座(3),底座(1)顶端两侧固定安装有顶架(2),且顶架(2)顶端两侧固定安装有液压缸(5),两个所述液压缸(5)底端固定安装有上模座(4),其特征在于,所述底座(1)顶端两侧的一端转动安装有转杆(12),底座(1)顶端两侧的另一端设置有滑杆(13),且两个转杆(12)和两个滑杆(13)之间滑动安装有助推框(9),所述助推框(9)底端四侧的两端固定安装有安装机构(15),且多个安装机构(15)之间固定安装有脱盘(17),所述脱盘(17)内部开设有多个开口(23),且每个开口(23)从内而外依次开设有第三滑槽(19)、第二滑槽(21)和第一滑槽(20),每一组的所述第三滑槽(19)和第一滑槽(20)的高度均小于第二滑槽(21),且第三滑槽(19)、第二滑槽(21)和第一滑槽(20)之间滑动安装有限位滑块(24),第二滑槽(21)的顶端和底端均设置有驱动组件(22),所述限位滑块(24)外侧固定安装有伸缩杆(26),且伸缩杆(26)末端固定安装有推刀(18)。
2.根据权利要求1所述的一种陶瓷辊铸造成型用脱模装置,其特征在于,所述下模座(3)底端四角和底座(1)顶端之间固定安装有导热柱,下模座(3)内部固定安装有多个模槽(10),下模座(3)内部上端固定安装有定位机构(16),且定位机构(16)由矩形框和多个定位杆固定连接构成,所述上模座(4)内部和下端均与下模座(3)相匹配。
3.根据权利要求1所述的一种陶瓷辊铸造成型用脱模装置,其特征在于,其中一个所述滑杆(13)和两个转杆(12)底端与底座(1)之间设置有轴承套(11),且滑杆(13)顶端固定安装有正反电机(6),另一个所述滑杆(13)底端与底座(1)顶端固定连接,所述转杆(12)圆周中端开设有螺纹区。
4.根据权利要求3所述的一种陶瓷辊铸造成型用脱模装置,其特征在于,所述正反电机(6)输出端与转杆(12)之间设置有第一传动组件(7),两个转杆(12)之间设置有第二传动组件(8)。
5.根据权利要求1所述的一种陶瓷辊铸造成型用脱模装置,其特征在于,所述安装机构(15)由托板、插杆和顶盖构成。
6.根据权利要求1所述的一种陶瓷辊铸造成型用脱模装置,其特征在于,所述驱动组件(22)由多个呈圆周阵列的磁片构成,且多个磁片的磁场力依次增大,所述限位滑块(24)一侧的上下端均固定安装有磁块(25),且两个磁块(25)的相反端均为倾斜面。
7.根据权利要求1所述的一种陶瓷辊铸造成型用脱模装置,其特征在于,所述助推框(9)两侧转动安装有滚轮(14),且滚轮(14)圆周外侧与顶架(2)两侧内壁贴合。
技术总结
本技术公开了一种陶瓷辊铸造成型用脱模装置,属于陶瓷辊铸造技术领域,包括底座,所述底座顶端中间设置有下模座,底座顶端两侧固定安装有顶架,且顶架顶端两侧固定安装有液压缸,两个所述液压缸底端固定安装有上模座,所述底座顶端两侧的一端转动安装有转杆,底座顶端两侧的另一端设置有滑杆。本技术中第一传动组件带动第二传动组件进行传动,进而使两个转杆同速转动,达到助推框可缓慢匀速的向上移动的效果,同时推刀脱离了模槽的限制,在伸缩杆的伸长效果下贴合陶瓷辊圆周外壁,且驱动组件与限位滑块的磁力依次增大,进而使推刀持续做圆周运动,将陶瓷辊圆周外壁的气泡凸起或倒刺等切除,提高陶瓷辊的取放以及脱模效率。
技术研发人员:杜孝硕,杜金标,唐恒山,姚荣勋
受保护的技术使用者:江苏君航高新材料科技有限公司
技术研发日:20230727
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!