门窗用合成树脂型材产品的制作方法
1.本实用新型涉及一种用作门窗的合成树脂型材产品,具体涉及使焊接部的热变性区间及焊接线的尺寸最小化,并且在焊接之后也能使附着于合成树脂型材主体表面的装饰板保持牢固的门窗用合成树脂型材产品。
背景技术:
2.通常,门窗由设置在建筑物的开口部的门窗框及与其结合的门窗扇构成,根据开闭方式分为平开式、推拉式等,根据材料分为木材门窗、合成树脂门窗、金属门窗等。
3.其中,合成树脂门窗的门窗框和门窗扇通过合成树脂型材p之间的结合而形成为四边形的框架形态(参照图1)。
4.此时,作为一例,所述合成树脂型材通常可以是在由pvc树脂组合物挤出成形的合成树脂型材主体p表面进一步附着有装饰板s的状态,在各个合成树脂型材主体p的端部被切割成约45
°
的斜线形之后,以端部彼此对置的状态进行焊接以形成焊接部20,从而形成四边框形态的门窗框和/或门窗扇形态的门窗用合成树脂型材产品1(参照图1、2)。
5.此时,合成树脂型材之间的焊接由通过现有的韩国授权专利第 10
‑
1364023号(公告日:2014.02.18)等公开的门窗用合成树脂型材焊接装置来实现。
6.具体地,门窗用合成树脂型材焊接装置将端部被切割为斜线形的合成树脂型材分别固定在夹具上。
7.然后,向固定好的合成树脂型材之间投入加热板之后,通过合成树脂型材与加热板的接触,使对置的合成树脂型材的端部被加热熔融并分别形成熔融部位。
8.然后,使熔融部位在凝固之前彼此挤压以使合成树脂型材之间实现焊接,在这种挤压过程中发生在熔融部位的毛刺(bur)通过后续的手工作业或利用精整机等单独的装置来去除。
9.然而,当利用上述现有的门窗用合成树脂型材焊接装置来焊接合成树脂型材时,存在的问题在于,焊接部的热变性区间较宽,最终门窗用合成树脂型材产品发生变色或产生裂纹,导致产品品质降低。
10.另外,现有的门窗用型材产品是在焊接之后去除毛刺b,因此,在合成树脂型材主体p之间进行焊接时,在利用加热板使合成树脂型材加热熔融时所产生的毛刺b会造成干扰,导致焊接面状态不良,并且毛刺b朝向装饰板 s的外部突出,在利用额外的凿子t或精整机等来去除毛刺b之后,产品的表面仍暴露有宽度和高度较大的焊接线l,导致外观的美感大大降低。这是因为焊接线l呈合成树脂型材主体的颜色(作为一例,白色),因此,从装饰板之间暴露的白色的焊接线大大降低了产品外观品质。
11.另外,存在的问题在于,残留的毛刺b'突出地形成于装饰板s的表面,导致装饰板s与合成树脂型材主体p的附着状态不良(参照图2)。
12.因此,迫切需要开发使焊接部的热变性区间及焊接线的尺寸最小化的门窗用合成树脂型材产品,以解决上述问题。
13.在先技术文献
14.专利文献
15.(专利文献1)韩国授权专利第10
‑
1364023号(公告日:2014.02.18)
技术实现要素:
16.技术问题
17.本实用新型旨在解决上述问题,其目的在于,提供一种门窗用合成树脂型材产品,其通过使焊接部的热变性区间最小化,可防止门窗用合成树脂型材产品发生变色或产生裂纹导致产品品质降低。
18.另外,本实用新型的目的在于,提供一种门窗用合成树脂型材产品,其通过使形成于焊接部表面的焊接线的尺寸最小化,使产品外观美丽,并有效地解决装饰板从合成树脂型材主体翘起或剥离的问题。
19.本实用新型旨在解决的技术问题不必限于上述技术问题,本领域技术人员能够从以下记载明确地理解未提及的其他多个技术问题。
20.技术方案
21.用于实现上述目的的本实用新型的门窗用合成树脂型材产品包括借助于焊接部焊接的合成树脂型材,
22.所述焊接部的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的区间的宽度可以是 80μm以下,其中,所述i
degradation
为pvc树脂在热分解时显示的拉曼峰强度,所述i
c
‑
cl
为pvc树脂的c
‑
cl键的拉曼峰强度,所述区间是指,在使用拉曼分光计的拉曼映射图像上的5μm
×
100μm
×
100μm的单位体积内具有两个以上的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的点的区域。
23.其中,所述焊接部的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的区间的宽度可以是75μm以下,其中,所述区间是指,在使用拉曼分光计的拉曼映射图像上的5μm
×
100μm
×
100μm的单位体积内具有两个以上的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的点的区域。
24.其中,所述焊接部的拉曼峰比i
degradation
/i
c
‑
cl
为0.140以上的区间的宽度可以是80μm以下,其中,所述区间是指,在使用拉曼分光计的拉曼映射图像上的5μm
×
100μm
×
100μm的单位体积内具有两个以上的拉曼峰比i
degradation
/i
c
‑
cl
为0.140以上的点的区域。
25.另外,所述门窗用合成树脂型材产品的焊接部的焊接线的宽度可以是 0.001~0.25mm,高度可以是0.001~0.15mm。
26.其中,所述焊接部的焊接线的宽度可以是0.005~0.23mm,高度可以是 0.005~0.13mm。
27.其中,所述焊接部的焊接线的宽度可以是0.01~0.20mm,高度可以是 0.01~0.10mm。
28.另外,所述合成树脂型材可包括主体和附着于所述主体表面的装饰板,所述装饰板中至少一个的端部可插入至所述主体的内部。
29.其中,所述装饰板的端部均可插入至所述主体的内部。
30.其中,所述装饰板的端部可分别以相同的深度或不同的深度插入至所述主体的内部。
31.其中,所述装饰板的至少一个的端部可从所述主体的上表面起插入至 0.01~
0.5mm的深度。
32.其中,所述装饰板的至少一个的端部可从所述主体的上表面起插入至 0.01~0.45mm的深度。
33.有益效果
34.本实用新型的门窗用合成树脂型材产品的焊接部的热变性区间小,具有防止因门窗用合成树脂型材产品发生变色或产生裂纹而导致产品品质降低的效果。
35.另外,本实用新型的门窗用合成树脂型材产品通过在利用加热板对合成树脂型材的端部进行熔融的过程中去除毛刺,最大限度地减少在去除加热板之后焊接合成树脂型材的端部时所产生的毛刺,从而能够使装饰板在焊接过程中处于卷入到合成树脂型材主体的内部的状态,由此,使从焊接部的表面突出的焊接线的尺寸最小化,并使外观美丽,并且能够防止装饰板从合成树脂型材主体翘起或剥离。
36.另外,本实用新型的效果应当根据说明书的整体的记载来进一步进行解释,即使未以明示的文章记载,只要本领域技术人员能够通过本说明书认定存在该效果,就应当视为记载于本说明书中。
附图说明
37.图1是现有门窗用合成树脂型材产品的立面图。
38.图2是示出现有焊接工艺的图。
39.图3是将比较例2的门窗用合成树脂型材产品的焊接部的剖面利用om (optical microscope:光学显微镜)放大100倍拍摄的图片替代用照片。
40.图4a至图4d分别是将比较例2的门窗用合成树脂型材产品的焊接部的剖面利用sem(scanning electron microscope:扫描电子显微镜)分别放大50 倍、100倍、125倍以及200倍拍摄的图片替代用照片。
41.图5a和图5b分别是将比较例2的门窗用合成树脂型材产品的现有合成树脂型材的焊接部的表面利用om以50倍拍摄以及利用clsm(confocal laserscanning microscope:激光扫描共聚焦显微镜)拍摄的图片替代用照片。
42.图6是用于制造本实用新型的门窗用合成树脂型材产品的焊接装置(以下称作“无缝焊接装置”)的一实施例的立体图。
43.图7是示出图6中的无缝焊接装置的一实施例的刃部的图。
44.图8是示出图6中的无缝焊接装置的一实施例的左右侧夹具的真空吸入口的剖视图。
45.图9是示出图6中的无缝焊接装置的一实施例的加热板的操作状态的俯视图。
46.图10是图6中的无缝焊接装置的一实施例的加热板的立体图。
47.图11和图12是示出图6中的无缝焊接装置的一实施例的操作状态的图。
48.图13a和图13b分别是现有的焊接工艺和本实用新型的焊接工艺的图。
49.图14a、图14b是示出图6中的无缝焊接装置的一实施例的利用加热板将合成树脂型材的端部加热熔融之后接合的过程的图。
50.图15a至图15c分别是将本实用新型的门窗用合成树脂型材产品的实施例2的焊接部的剖面利用sem分别放大50倍、100倍以及200倍拍摄并进行对比的图片替代用照片。
51.图16a、图16b分别是将本实用新型的门窗用合成树脂型材产品的实施例 2的合成树脂型材的焊接部的表面利用om以100倍拍摄以及利用clsm拍摄并示出的图片替代用照片。
52.图17a是将本实用新型的门窗用合成树脂型材产品的实施例4的焊接部的剖面利用om以100倍示出的图片替代用照片,图17b、图17c分别是将本实用新型的门窗用合成树脂型材产品的实施例4的焊接部的剖面通过eds (energy dispersive x
‑
ray spectrometer:能谱仪)分析示出的图片替代用照片。
53.图18是对比较例1的焊接部剖面进行分光分析而得到的拉曼峰比 i
degradation
/i
c
‑
cl
的拉曼映射图像。
54.图19是对本实用新型的门窗用合成树脂型材产品的实施例1的焊接部剖面进行分光分析而得到的拉曼峰比i
degradation
/i
c
‑
cl
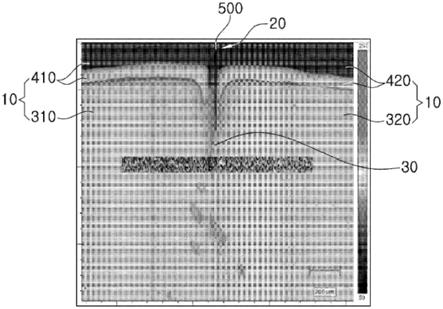
的拉曼映射图像。
55.附图标记
56.10:合成树脂型材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20:焊接部
57.20a:毛刺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21:凹凸面
58.23:平坦面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30:焊接面
59.100:无缝焊接装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110:左右侧夹具
60.111:上部加压片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112:下部加压片
61.113:刃部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
113a:垂直面
62.113b:倾斜面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
114:弹簧
63.115:止挡件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
117:真空吸入口
64.120:加热板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121:凹凸部
65.123:平坦部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
125:间距保持块
66.310、320:主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410、420:装饰板
67.500:焊接线
具体实施方式
68.以下,参照附图对本实用新型的优选实施例的构成和作用进行详细说明。
69.进行详细说明以使本领域技术人员能够容易地实施本实用新型的内容,且这不表示本实用新型的技术思想和范畴限于此。
70.另外,需要注意的是在对各个附图中的多个构成要素标注附图标记时,相同构成要素即便示于不同的附图中也尽可能标注了相同的附图标记,考虑到本实用新型的构成和作用而特别定义的术语可根据用户、操作人员的意图或惯例而不同,并且对于这些术语的定义应当基于本说明书整体内容作出判断。
71.首先,本实用新型的门窗用合成树脂型材产品为门窗框或门窗扇的主要的外框,构成所述门窗用合成树脂型材产品的合成树脂型材可包括合成树脂材料的主体和附着于主体表面的装饰板。所述装饰板可以由单层或多层构成,作为一例,可以是基材膜的上部层叠有印刷膜的形态,但不限于此。
72.或者,还可以利用通过将主体与装饰层一同共挤出而使装饰层一体地形成于主体表面的合成树脂型材,而不是在主体表面附着装饰板。
73.其中,所述装饰板或装饰层可以形成在不同形状的主体表面的任一表面以上,作为具体的一例,可以形成为环绕室内侧表面的形态。
74.将各个合成树脂型材的两侧端部切割成约45
°
的斜线,以便四个以上述方式形成的门窗用型材以四边框的形态连接,并通过门窗用合成树脂型材焊接装置焊接被切割的多个合成树脂型材的端部,以制造借助于焊接部焊接的形态的门窗用合成树脂型材产品。
75.以下,对本实用新型的门窗用合成树脂型材产品的特征进行具体说明。
76.图19是对本实用新型的一实施例的门窗用合成树脂型材产品的焊接部的剖面进行分光分析而得到的拉曼峰比i
degradation
/i
c
‑
cl
的拉曼映射图像。
77.本实用新型的门窗用合成树脂型材产品包括借助于焊接部20焊接的合成树脂型材10,在使用拉曼分光计(renishaw,invia reflex)的拉曼映射图像上,所述焊接部20的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的区间的宽度可以是80μm以下。
78.其中,所述拉曼映射图像可以表示在所述焊接部20的剖面上选择预定的区域之后对于所述区域使用拉曼分光计的拉曼映射得到的图像。
79.在本实用新型中,作为一例,所述拉曼分光计被记载为renishaw公司的 invia reflex,但所述拉曼分光计可以利用本技术领域公知的种类的拉曼分光计,并没有特别的限制。
80.所述i
degradation
为pvc树脂在热分解时显示的拉曼峰强度,所述i
c
‑
cl
为pvc 树脂的c
‑
cl键的拉曼峰强度,所述i
degradation
/i
c
‑
cl
可以是0.130以上、0.135以上或0.140以上。所述i
degradation
/i
c
‑
cl
的上限值没有特别的限制,作为一例,可以是100以下或90以上。
81.所述区间是指,在拉曼映射图像上的单位体积(5μm
×
100μm
×
100μm)内具有两个以上的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的点的区域,所述区间的宽度可以是80μm以下、75μm以下或72μm以下。所述区间的宽度的下限值没有特别的限制,作为一例,可以是0。
82.具体地,在拉曼映射图像上的单位体积(5μm
×
100μm
×
100μm)内具有两个以上的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的点的区域,即区间的宽度可以是80μm以下、75μm以下或72μm以下。所述区间的宽度的下限值没有特别的限制,作为一例,可以是0。
83.或者,在拉曼映射图像上的单位体积(5μm
×
100μm
×
100μm)内具有两个以上的拉曼峰比i
degradation
/i
c
‑
cl
为0.135以上的点的区域,即区间的宽度可以是 80μm以下、75μm以下或72μm以下。所述区间的宽度的下限值没有特别的限制,作为一例,可以是0。
84.或者,在拉曼映射图像上的单位体积(5μm
×
100μm
×
100μm)内具有两个以上的拉曼峰比i
degradation
/i
c
‑
cl
为0.140以上的点的区域,即区间的宽度可以是80μm以下、75μm以下或72μm以下。所述区间的宽度的下限值没有特别的限制,作为一例,可以是0。
85.能够确认,本实用新型的门窗用合成树脂型材产品具有上述范围的区间的宽度,从而使合成树脂型材的焊接部,更具体为合成树脂型材主体内合成树脂的热变性最小化。
86.通常,当合成树脂型材的焊接部发生热变性时,门窗用合成树脂型材产品存在因发生变色或产生裂纹而导致产品品质降低的问题,但能够确认本实用新型的门窗用合成树脂型材产品通过使焊接部的热变性最小化,不会发生变色或产生裂纹,因而产品品质不会降低。
87.另外,图15a至图15c分别是将本实用新型的一实施例的门窗用合成树脂型材产品的焊接部的剖面利用sem拍摄的图片替代用照片,本实用新型的门窗用合成树脂型材产品
包括借助于焊接部20焊接的合成树脂型材10,所述焊接部20的焊接线500的宽度可以是0.25mm以下、0.23mm以下或0.20mm以下,高度可以是0.15mm以下、0.13mm以下或0.10mm以下。此时,所述宽度和高度的下限值没有特别的限制,作为一例,所述宽度和高度的下限值可以是0,可以是0.001mm以上、0.005mm以上或0.01mm以上。
88.在本领域中,焊接线因焊接而产生,表示在装饰板之间暴露合成树脂型材主体的颜色(作为一例,白色)的大致呈线(line)状的焊缝。
89.此时,如上所述,所述合成树脂型材10可以是在主体310、320的表面,作为具体的一实施例,在至少室内侧表面附着有装饰板410、420的状态,但不限于此。
90.当所述焊接线500的宽度和高度脱离上述范围时,主体310、320的颜色 (作为一例,白色)过度地暴露于外部,降低外观的美丽,并且焊接线500 部位容易被异物污染,因此会降低产品的外观品质。
91.另外,本实用新型的门窗用合成树脂型材产品包括借助于焊接部20焊接的多个合成树脂型材10,所述合成树脂型材10可包括主体310、320和附着于所述主体310、320的表面的装饰板410、420,并且可以是所述装饰板410、 420中至少一个的端部插入至所述主体310、320内部的形态。
92.或者,在本实用新型的门窗用合成树脂型材产品中,所述装饰板410、420 的端部均可以插入至所述主体310、320内部。
93.此时,在本实用新型的门窗用合成树脂型材产品中,所述装饰板410、420 的端部可以分别以相同的深度或不同的深度插入至所述主体310、320的内部。
94.另外,在本实用新型的门窗用合成树脂型材产品中,所述装饰板410、420 中至少一个的端部可以从所述主体310、320的上表面起插入至0.01~0.5mm 的深度、0.01~0.45mm的深度或0.01~0.4mm的深度。
95.对用于制造上述本实用新型的门窗用合成树脂型材产品的无缝焊接装置 100的一实施例和本实用新型的门窗用合成树脂型材产品进行更具体的说明。
96.图6是无缝焊接装置100的一实施例的立体图,所述无缝焊接装置100 包括左右侧夹具110、加热板120。
97.首先,左右侧夹具110分别在其一表面具备形成有刃部113的上下部加压片111、112,以分别固定作为焊接对象的合成树脂型材10,这种左右侧夹具110被设置为可通过致动器110a的前进、后退操作而沿轨道r横向往返移动。
98.此时,所述上部加压片111被设置为可通过致动器111a的操作而上下往返移动,因此,能够对放置于所述下部加压片112的上表面的合成树脂型材 10的上表面进行加压固定。此时,所述下部加压片112的上表面能够以面接触的方式安装合成树脂型材10的室内侧表面10a。
99.另外,所述上下部加压片111、112的对置面一体地形成有刃部113。所述刃部113彼此对置地形成于上部加压片111的对置面的下端和下部加压片 112的对置面的上端。
100.参照图7,所述刃部113的前端可以由垂直面113a和倾斜面113b形成,其中,所述倾斜面113b从垂直面113a朝向焊接部20的毛刺20a以预定角度θ倾斜地形成。
101.即,通过所述垂直面113a来易于调节倾斜面113b的角度θ,因此,能够通过所述刃部113的倾斜面113b容易地去除毛刺20a。
102.此时,所述倾斜面113b的角度θ优选为15
°
~50
°
或20
°
~45
°
。当所述倾斜面113b的角度θ小于上述范围时,刃部113的前端会过于锋利,因此,当重复使用时,存在容易破损的风险。相反地,当所述倾斜面113b的角度θ大于上述范围时,可能难以顺利地去除毛刺20a。
103.参照图8,所述上下部加压片111、112可以具备真空吸入口117。真空吸入口117能够通过由真空泵(未图示)产生的真空吸力来吸附已安装的合成树脂型材10的表面。即,合成树脂型材10可能发生随着内部形成中空部而在焊接过程中表面朝向中空部侧凹陷的情况。
104.因此,当利用无缝焊接装置100来焊接合成树脂型材10时,通过真空吸入口117来吸附合成树脂型材10的端部,能够在合成树脂型材10的表面保持平坦状态的状态下进行焊接。
105.此时,本实用新型以所述真空吸入口117形成于上下部加压片111、112 作为一例示出并进行了说明,但不限于此,可以仅形成于下部加压片112,所述下部加压片112用于安装合成树脂型材10的大面积的底表面(室内侧表面)。
106.参照图9,加热板120被设置为可通过致动器120a的操作来投入或从左右侧夹具110固定的一对合成树脂型材10之间退出,并使所述合成树脂型材 10的端部加热熔融。
107.所述加热板120可以仅由平坦面构成。
108.或者,如图10中所示,可以选择性地具备平坦面和凹凸面。
109.参照图10,所述加热板120具备凹凸部121和平坦部123,其中,所述凹凸部121在合成树脂型材10的端部的切割面形成凹凸面21,所述平坦部 123在所述切割面的至少室内侧的边缘形成平坦面23。
110.此时,所述凹凸部121可以以阴刻方式形成(参照图10和图14a、图14b)。当所述凹凸部121以阴刻形成时,与阳刻形成时相比,能够充分地对平坦面 23进行加热熔融以提高焊接强度。即,由于凹凸部121是阴刻,当利用所述加热板120进行加热熔融时,所述平坦部123会首先与所述合成树脂型材10 的切割面的边缘进行面接触。
111.因此,先将所述合成树脂型材10的切割面的平坦面23充分地加热熔融之后熔融形成凹凸面21,从而能够对形成所述平坦面23的合成树脂型材10 的边缘更加牢固地进行焊接(参照图11)。
112.此时,所述凹凸部121的凹凸谷d可以具有对应的深度(0.5~2.0mm或 1.0~1.5mm),从而能够顺利地形成凹凸面21的凹凸谷的深度(0.5~2.0mm 或1.0~1.5mm)。
113.另外,形成于所述加热板120的两表面的凹凸部121形成为能够使对置地形成于合成树脂型材10的切割面的凹凸面21彼此交错地接合。
114.另外,可对与所述合成树脂型材10的切割面接触的加热板120的表面进行特氟龙涂布处理。此时,能够防止在利用所述加热板120加热熔融合成树脂型材10的端部时作为所述合成树脂型材10的材料的合成树脂粘附于加热板120。
115.参照图11和图12,在通过具备上述平坦面的加热板120或具备平坦面和凹凸面的加热板120来熔融合成树脂型材10的端部的切割面的同时,一体地形成于所述上下部加压片111、112的对置面的刃部113会去除通过切割面被挤出到外部的毛刺20a。
116.并且,在所述加热板120从一对合成树脂型材10之间被退出之后,使左右侧夹具110朝向对置的合成树脂型材10的切割面移动,从而使形成于合成树脂型材10端部的平坦
面(未图示)或凹凸面21和平坦面23彼此接合(参照图12)。
117.此时,所述刃部113可以通过弹簧114获得弹性。此时,即使对置的刃部113的前端彼此碰撞,由于刃部113被弹簧114弹性地支撑,从而能够吸收冲击,因此,能够防止刃部113破损。
118.另外,下部加压片112的底表面可以结合有朝向下部突出的止挡件115。并且,所述加热板120的下端可以结合有与止挡件115接触的规定宽度的间距保持块125,以使分别位于所述上下部加压片111、112的刃部113之间保持规定的间距(参照图11)。
119.此时,所述止挡件115能够横向移动或固定。因此,在利用所述刃部113 来去除焊接部20的毛刺20a时,能够通过调节止挡件115的位置来将设置于上下部加压片111、112的刃部113的间距调节为与加热板120的厚度对应。
120.此时,所述止挡件115能够沿导轨或导槽(未图示)滑动,从而横向移动,并且可以被螺栓等固定件(未图示)固定。
121.另外,上述结构的本实用新型的无缝焊接装置100能够分别配置于主框架(未图示)上的四个位置并且对合成树脂型材10的四个角部同时进行焊接。
122.此时,设置有所述无缝焊接装置100的工作台被设置为能够顺着导轨沿x、 y轴方向滑动,因此,能够容易地制造多种尺寸的门窗框或门窗扇。
123.本实用新型的门窗用合成树脂型材产品能够防止在利用无缝焊接装置 100焊接合成树脂型材10时附着于主体310、320的表面的装饰板410、420 被去除,并且能够使所述装饰板410、420中至少一个的端部具有插入至所述主体310、320的内部的形态,从而防止主体310、320原本的颜色(作为一例,白色)暴露于外部。
124.具体地,如图13a所示,现有的门窗用合成树脂型材的焊接方法是在焊接结束之后另行利用精整机t以刮除的方式去除因对附着有装饰板s的合成树脂型材的主体p进行焊接而形成于焊接部的毛刺b。
125.当利用这种焊接方式时,焊接线l的宽度或高度增大,导致产品的外观品质降低。
126.与此相反地,如图13b所示,本实用新型能够利用无缝焊接装置100来防止因所述毛刺20a而突出的装饰板410、420被一同去除,其中,所述无缝焊接装置100采用的方式为,在利用加热板120对附着有装饰板410、420的合成树脂型材10的端部进行熔融的过程中,位于左右侧夹具110的对置面的刃部113横向移动并去除形成于焊接部20的毛刺20a。
127.即,所述刃部113去除形成于焊接部20的毛刺20a,且将附着于合成树脂型材的主体310、320的表面的装饰板410、420的端部平坦地推向焊接线 500侧,更详细地,使所述装饰板410、420中至少一个的端部插入至所述主体310、320内部(参照图15a至图15c)。因此,能够防止在焊接部20的焊接线500上合成树脂型材的主体310、320的颜色暴露于外部,以提高产品的外观品质。
128.以下,对利用如图6中所示的无缝焊接装置100的本实用新型的门窗用合成树脂型材产品的制造过程进行具体说明。
129.首先,将四个合成树脂型材10以四边框形态配置于左右侧夹具110的下部加压片112的上表面(参照图6)。
130.当四个合成树脂型材10因上部加压片111的下降操作而被固定时,向四个合成树脂型材10的角部之间的隔开空间投入加热板120。
131.然后,左右侧夹具110朝向介于其之间的加热板120侧移动,并通过与加热板120接触来加热熔融四个合成树脂型材10的切割面(参照图9)。
132.作为具体的一例,所述加热熔融可以是在向四个合成树脂型材10的各个角部的端部之间投入温度为220~250℃或230~250℃的加热板120之后,使所述型材10与所述加热板120进行面接触之后,加压,并第一次加热22~29 秒或24~27秒之后,第二次以所述型材10的端部与加热板进行面接触的状态,不加压,并以220~250℃或230~250℃进一步加热5秒以内、3秒以内或2秒以内。当以此方式操作时,在与加热板进行面接触之后加压的第一次加热中,在产生大部分的毛刺的同时,毛刺被位于上下部加压片的刃部去除,使得因第一次加热而热变性的合成树脂型材主体的大部分在焊接之前被去除毛刺,因此,能够使门窗用合成树脂型材产品内热变性最小化。
133.当所述加热板120利用平面型加热板时,对置的四个合成树脂型材10的切割面仅形成平坦面(未图示),当加热板120利用凹凸型加热板时,对置的四个合成树脂型材10的切割面形成凹凸面21,且可以选择性地至少使与室内侧表面10a接触的切割面的边缘形成平坦面23。
134.与此同时,一体地位于左右侧夹具110的刃部113会去除从四个合成树脂型材10的端部被熔融而被挤出到外侧的毛刺20a(参照图11)。
135.当所述合成树脂型材10的切割面形成平坦面(未图示)或凹凸面21和平坦面23时,从左右侧夹具110之间退出加热板120,并使左右侧夹具110 朝向切割面的对置面移动并使切割面彼此接合(参照图12),即可完成本实用新型的四边框形态的门窗用合成树脂型材产品。
136.通过示出的图片替代用照片即图19和图15a至图15c以及图16a、图16b,对于这种本实用新型的门窗用合成树脂型材产品的一实施例的焊接部的剖面的进行更加详细的说明。
137.首先,合成树脂型材10由位于下侧的主体310、320和附着于其上侧的装饰板410、420构成,这种合成树脂型材10的端部与相邻的合成树脂型材 10的端部对置并通过熔融过程而熔融接合,从而形成焊接部20。
138.能够确认,在这种本实用新型的门窗用合成树脂型材产品中,在拉曼映射图像上,所述焊接部20的拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的区间的宽度可以是80μm以下,从而合成树脂型材的焊接部,更详细地,使合成树脂型材主体内合成树脂的热变性最小化,因而不会发生变色或产生裂纹,避免产品品质降低(参照图19)。
139.另外,所述焊接部20在其形成过程中,主体310、320和/或装饰板410、 420在因加热板而经历的熔融过程中发生物性变化,利用om和sem放大观察焊接部20的剖面,主体310、320的端部通过熔融过程而结晶结构崩塌,处于朝向内侧中心部下沉的状态,附着于主体310、320的上侧的装饰板410、 420的端部也会处于朝向下沉的主体310、320的端部侧一同下沉的状态(参照图15a至图15c和图16a、图16b)。
140.即,两侧的装饰板410、420的至少一个端部处于以下沉方式插入至通过熔融过程而形成焊接面30的已下沉的两侧的主体310、320之间的状态。
141.其中,即使合成树脂型材10的端部通过加热板120以相同的时间和压力被熔融,熔融结果也不可能始终相同,因此,根据情况,可以处于在已下沉的两侧主体310、320的端部
中仅一侧装饰板410的端部以下沉方式插入而另一侧装饰板420的端部未下沉的状态,或可以处于两侧装饰板410、420的端部均以下沉方式插入的状态。
142.另外,即使两侧装饰板410、420的端部均以下沉方式插入至已下沉的两侧主体310、320的端部之间,插入深度也可能不同,根据情况,插入深度也可能相同。
143.所述装饰板410、420中至少一个的端部可以从所述主体310、320的上表面起插入至0.01~0.5mm的深度、0.01~0.45mm的深度或0.01~0.4mm的深度。当插入长度小于上述深度时,装饰板可能从合成树脂型材主体翘起或剥离,当大于上述范围时,可能因过于插入而无法制造所需尺寸的产品。
144.相反地,参照图18,能够确认,在比较例1的现有的门窗用合成树脂型材产品中,拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的区间的宽度较大,因此合成树脂型材主体内pvc树脂的热变性较大,导致对变色或裂纹脆弱。
145.另外,参照图3和图4a至图4d,比较例2的现有的门窗用合成树脂型材产品在毛刺b被去除之后,焊接线l的宽度和高度仍然较大,因此,装饰板 s容易从主体p翘起或剥离,焊接线l部位容易被异物污染,存在产品的外观品质降低的问题。
146.如前所述,在这种本实用新型的门窗用合成树脂型材产品中,使焊接部的热变性区间最小化,并且,在合成树脂型材10的端部被加热板120熔融的同时,立即去除在熔融过程中产生的毛刺20a,之后,在加热板120被去除的状态下,使合成树脂型材10的端部彼此焊接,由此能够防止在焊接过程中进一步产生毛刺,并使形成于焊接部20表面的焊接线500的尺寸最小化。
147.另外,在利用加热板120的熔融过程中发生下沉的主体310、320的端部与装饰板410、420的端部不会形成毛刺而隆起,而是保持装饰板410、420 的端部插入于已下沉的主体310、320的端部之间的状态,之后随着冷却,主体310、320与装饰板410、420的结合力倍增,从而能够防止装饰板410、420 从主体310、320翘起或剥离。
148.以下,提出优选实施例以帮助理解本实用新型,以下实施例仅为本实用新型的示例,本领域技术人员能够在本实用新型的范畴及技术思想范围内进行多种变更及修改,并且这些变更及修改理所应当属于所附权利要求的范围。
149.实施例和比较例
150.1、实施例
151.(1)实施例1
152.在如图6中所示的无缝焊接装置100的具备上部加压片和下部加压片的左右侧夹具上,以四边框形态固定四个型材,四个型材在pvc材料的主体表面附着有装饰板。
153.此时,考虑到之后被熔融的部分,将所述型材的各个角部制造成比成品窗的尺寸长约2.5mm左右。
154.接下来,在向所述型材的各个角部的端部之间投入温度为230~250℃的如图10中所示的凹凸型加热板之后,使所述型材与所述加热板进行面接触之后,加压,第一次加热24~27秒,直到所述型材的端部熔融约2.5mm。然后,第二次以所述型材的端部与加热板进行面接触的状态,不加压,以230~250℃进一步加热2秒。
155.此时,产生的毛刺被位于所述上下部加压片的刃部113去除。
156.之后,在将加热板以退出方式去除之后,以通过左右侧夹具使型材的端部彼此面
接触的方式进行焊接。
157.最后,将所述焊接部在室温下冷却15~20秒,以制造实施例1的包括借助于焊接部20焊接的型材10的门窗用合成树脂型材产品。
158.(2)实施例2~4
159.以与实施例1相同的方法制造实施例2~4的包括借助于焊接部20焊接的型材10的门窗用合成树脂型材产品。
160.2、比较例
161.(1)比较例1
162.在一般的焊接装置(hansung机械,twl焊接机)上,而不是无缝焊接装置上,以四边框形态固定四个型材,四个型材在pvc材料的主体表面附着有装饰板。
163.此时,考虑到之后被熔融的部分,将所述型材的各个角部制造成比成品窗的尺寸长约2.5mm左右。
164.接下来,在向所述型材的各个角部的端部之间投入温度为260℃的平坦型加热板之后,使所述型材与所述加热板进行面接触之后,加压,第一次加热 15~17秒,直到所述型材的端部被熔融约1.8mm。
165.然后,在所述型材的端部与加热板进行面接触的状态下,不加压,以260℃的温度进一步加热6~8秒。
166.之后,在将加热板以退出方式去除之后,以通过左右侧夹具使型材的端部彼此加压而被压缩约0.7mm左右的方式进行焊接。
167.最后,将所述焊接部在室温下冷却15~20秒之后,利用精整机去除从切割面之间突出的毛刺,以制造比较例1的包括借助于焊接部焊接的型材的门窗用合成树脂型材产品。
168.(2)比较例2~3
169.以与比较例1相同的方法制造比较例2~3的包括借助于焊接部焊接的型材的门窗用合成树脂型材产品。
170.实验例
171.1、sem(scanning electron microscope)照片
172.利用扫描电子显微镜(zeiss,merlin compact)以不同的倍率(magnification, mag)拍摄实施例2和比较例2的门窗用型材产品的焊接部的剖面。
173.2、om(optical microscope)照片
174.利用光学显微镜(huvitz,hrm
‑
300)拍摄实施例2~4和比较例2~3 的门窗用型材产品的焊接部的剖面。
175.3、clsm(confocal laser scanning microscope)照片
176.利用激光扫描共聚焦显微镜(leica microsystems,dcm 3d)拍摄实施例 2~4和比较例2~3的门窗用型材产品的焊接部的剖面。
177.4、焊接部的分光分析结果
178.对实施例1和比较例1的门窗用合成树脂型材产品的焊接部进行剖面处理之后,进行拉曼映射,以获得拉曼映射图像。
179.所述拉曼映射图像通过使用拉曼分光计(renishaw,invia reflex)测量清晰度为5μm
×
10μm的250
×
10个点的光谱并进行处理数据而得到。
180.接下来,测量所述拉曼映射图像上拉曼峰比i
degradation
/i
c
‑
cl
为0.130以上的点在单位体积(5μm(x轴)
×
100μm(y轴)
×
100μm(z轴))内为两个以上的区间的宽度并记载于表1中(其中,所述i
degradation
为pvc树脂在热分解时显示的拉曼峰强度,所述i
c
‑
cl
为pvc树脂的c
‑
cl键的拉曼峰强度)。
181.5、焊接线的宽度和高度
182.利用om照片和clsm照片,分析实施例2~4和比较例2~3的门窗用合成树脂型材产品的焊接线的宽度和高度。
183.此时,对各个所述门窗用合成树脂型材产品的焊接线的彼此不同的三个表面位置三次测量宽度和高度之后,将其平均值记载于表2中。
184.6、装饰板的端部的插入与否及插入深度测量
185.利用sem照片和/或om照片,对实施例2~4和比较例2~3的门窗用型材产品的焊接部的剖面,确认装饰板是否插入主体的内部。
186.另外,当装饰板插入至主体的内部时,计算出所插入的装饰板的端部的深度并记载于表2中。
187.此时,基于剖面照片,将位于左侧的装饰板设为装饰板1,将位于右侧的装饰板设为装饰板2,并标记于表2中。
188.7、eds(energy dispersive x
‑
ray spectroscopy)映射(mapping)分析
189.利用能谱仪(zeiss,merlin compact),分析实施例4的门窗用型材产品的焊接部的组分(参照图17b、图17c)。
190.表1
[0191][0192]
表2
[0193][0194]
正如在表1中所确认,实施例1的门窗用合成树脂型材产品的拉曼峰比 i
degradation
/i
c
‑
cl
为0.130以上的区间的宽度小于比较例1的门窗用合成树脂型材产品,从而能够确认合成树脂型材主体内pvc树脂的热变性实现最小化(参照图18和图19)。这被认为是,本实用新型在与加热板进行面接触之后加压的第一次加热时,在产生大部分的毛刺的同时,毛刺被位于上下部加压片的刃部去除,使得因第一次加热而热变性的合成树脂型材主体的大部分在焊接之前作为毛刺被去除,相反地,比较例1的门窗用合成树脂型材产品在退出加热板以及进行焊接之后,最后去除毛刺,因此,因第一次和第二次加热而热变性的合成树脂型材主体未被有效地去除。另外,正如在表2中所确认,实施例2~4的门窗用合成树脂型材产品的焊接线的宽度和高度较小,不同于比较例2~3的门窗用合成树脂型材产品,主体的白色达到无法用肉眼确认的细微的程度。
[0195]
另外,能够确认,实施例2~4的门窗用合成树脂型材产品不同于装饰板的端部从主体的上表面起向上突出的比较例2~3的门窗用合成树脂型材产品,装饰板的端部从主体的上表面起插入至内部。因此,能够确认本实用新型的门窗用合成树脂型材产品具有装饰板不会从主体翘起或剥离的效果(参照图3、 4以及图15a至图15c、图16a、图16b)。
[0196]
另一方面,根据与此独立的对实施例4的焊接部进行eds映射(mapping) 分析的结果,检测出包含于主体的pvc树脂组合物中的主成分ca无机元素,从而可知表面存在焊接线,然而处于无法用肉眼确认的程度(参照图17b、图 17c)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1