一种保温器皿用内胆及保温器皿的制作方法
1.本实用新型属于生活用品技术领域,具体涉及一种保温器皿用内胆及保温器皿。
背景技术:
2.在日常生活中,保温器皿,例如,保温杯、保温壶、保温锅等,常用于喝水、喝茶或者盛装食品。以保温杯为例,一般市面上的保温杯采用304不锈钢作为内胆材质,采用其它金属材质做成的内胆存在一定的食品安全问题,例如,不能用来盛放碳酸饮料、牛奶以及果汁等饮品。基于此,目前许多厂家开始研究钛金属材料作为保温杯内胆,然而钛金属材料作为贵金属,价格过于昂贵,所以需要减少钛金属材料的使用。
3.目前,常用的内胆为钛钢双层内胆,为钛钢复合一体成型,例如,公开号为cn112515442a的专利文献公开的一种内胆为钛钢的保温杯及其加工工艺;钛钢内胆双层材料经过旋压变薄工序后,其总壁厚一般控制在0.6mm以内,内胆内层的钛金属层的壁厚一般控制在0.4mm以内;在保温器皿的加工过程中,由于内胆的壁厚过薄,在内胆与外壳之间进行抽真空时产生负压,会使过薄的内胆因强度不够而产生变形、失圆等缺陷,还会使内胆内层与内胆外层分离产生鼓包等缺陷,产品成品率较低。
技术实现要素:
4.基于现有技术中存在的上述缺点和不足,本实用新型的目的之一是至少解决现有技术中存在的上述问题之一或多个,换言之,本实用新型的目的之一是提供满足前述需求之一或多个的一种保温器皿用内胆及保温器皿。
5.为了达到上述实用新型目的,本实用新型采用以下技术方案:
6.一种保温器皿用内胆,所述内胆为双层结构,包括相贴合的内胆内层和内胆外层,内胆内层为钛材质,所述内胆的表面成型有加强结构。双层内胆表面的加强结构设计,有利于提升双层内胆的结构强度,节省双层内胆的材质用量。
7.作为优选方案,所述加强结构为三维立体花纹。便于加工成型,以提升内胆的结构强度。
8.作为优选方案,所述三维立体花纹为滚花成型或压花成型。加工成型效率高。
9.作为优选方案,所述三维立体花纹沿内胆的周侧分布。有效提升内胆的结构强度。
10.作为优选方案,所述三维立体花纹沿内胆周侧的等径区域分布。既便于三维立体花纹的成型,又有利于提升内胆的结构强度。
11.作为优选方案,所述内胆外层为除钛材质之外的其他金属材质。
12.作为优选方案,所述内胆的总壁厚为0.2~0.6mm。
13.作为优选方案,所述内胆内层的壁厚为0.05~0.4mm。
14.作为优选方案,所述内胆旋压一体成型。加工成型效率高。
15.本实用新型还提供一种保温器皿,包括外壳,还包括如上任一方案所述的内胆。其中,保温器皿为真空保温杯、保温壶或保温锅等常用的保温器皿。
16.本实用新型与现有技术相比,有益效果是:
17.本实用新型的保温器皿用内胆,在双层内胆的表面成型有加强结构,提升了内胆的结构强度和美观度,有利于减少内胆的材质用量;特别是可减少钛材质的用量,降低成本。
18.本实用新型的保温器皿,由于采用本实用新型的内胆,内胆的结构强度的提升,使其在与外壳之间进行抽真空时,成品率较高。
附图说明
19.图1是常规的钛钢双层内胆的剖视图;
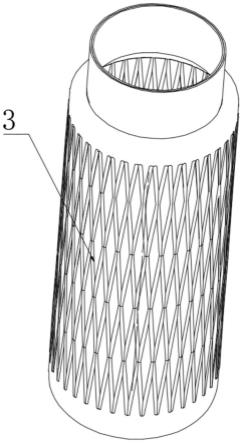
20.图2是本实用新型实施例1的保温器皿用内胆的结构示意图;
21.图3是本实用新型实施例1的保温器皿用内胆的剖视图;
22.图4是图3中的i部放大图;
23.图5是本实用新型实施例1的保温器皿用内胆的三维立体花纹的加工示意图。
具体实施方式
24.为了更清楚地说明本实用新型实施例,下面将对照附图说明本实用新型的具体实施方式。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
25.实施例1:
26.常规的钛钢双层内胆为钛钢复合一体成型,利用热旋压技术进行旋压,旋压前对拉伸筒体进行感应加热,边加热边旋压,这样可以使内胆做到底厚壁薄。钛钢内胆双层材料经过旋压变薄工序后,其总厚度一般控制在0.2~0.6mm。如图1所示,钛钢双层内胆包括相贴合的内胆内层1和内胆外层2,内胆内层1为钛材质(即钛金属材料),壁厚一般控制在0.05~0.4mm;内胆外层2为除钛材质之外的其它金属材质,例如不锈钢等。由于钛钢双层内胆的壁厚过薄,在内胆与外壳之间进行抽真空时产生负压,会使过薄的内胆因强度不够而产生变形、失圆,也会使内胆内层与内胆外层分离产生鼓包等缺陷。基于此,本实施例对常规的钛钢双层内胆进行了结构改进,具体如下:
27.本实施例的保温器皿用内胆,基于常规的钛钢双层内胆的结构,在钛钢双层内胆上采用滚花工艺,以提升钛钢双层内胆的结构强度。具体地,如图2-4所示,本实施例的保温器皿用内胆为圆形内胆,采用滚花工艺,在钛钢双层内胆的表面形成凹凸结构的三维立体花纹3,三维立体花纹具有加强的作用效果;对于相同厚度的两个钛钢双层内胆,具有三维立体花纹的内胆相对于无三维立体花纹的内胆,具有更高的结构强度,且使得内胆内层1与内胆外层2贴合的更加紧密,不易产生鼓包。其中,圆形内胆包括底壁和环形的侧壁,三维立体花纹3沿圆形内胆的周侧(即环形的侧壁)的等径区域分布,即对圆形内胆的周侧上直径相等的区域进行滚花,既便于三维立体花纹的成型,又有利于提升内胆的结构强度。
28.本实施例在钛钢双层内胆上采用滚花工艺或其他现有常用的花纹成型工艺成型得到不同效果的三维立体花纹,三维立体花纹是以滚压轮对钛钢双层内胆进行滚压,滚压轮的花纹压在钛钢双层内胆表面形成;具体地,如图5所示,钛钢双层内胆a插入主芯模b中,
主芯模b表面具有母花纹,滚压轮c表面具有公花纹,滚压轮c的轴心与钛钢双层内胆a的轴心平行,滚压轮的表面与钛钢双层内胆进行挤压,钛钢双层内胆与滚压轮都在滚动,从而在钛钢双层内胆的壁部形成三维立体花纹。如此设计,可以使内胆内层在更薄的前提下同样既能满足强度要求,又能节省大量的贵重钛金属材料。
29.本实施例的保温器皿用内胆,应用于保温器皿中。具体地,本实施例的保温器皿包括外壳和本实施例的内胆,内胆安装在外壳内,在内胆与外壳之间进行抽真空时,成品率得到较大的提升。
30.本实施例的保温器皿可以为真空保温杯、真空保温壶、真空保温锅等。
31.实施例2:
32.本实施例的保温器皿用内胆与实施例1的不同之处在于:
33.本实施例的保温器皿用内胆为方形内胆,相应的三维立体花纹通过在方形内胆的周侧通过压花成型或其他现有常用的花纹成型工艺成型得到;满足不同应用需求。
34.本实施例的内胆应用于保温器皿的加工过程中,有利于提升保温器皿的成品率。保温器皿为真空保温杯、真空保温壶、真空保温锅等,还可以为常规普通的保温杯、保温壶、保温锅等。
35.其它结构可以参考实施例1。
36.以上所述仅是对本实用新型的优选实施例及原理进行了详细说明,对本领域的普通技术人员而言,依据本实用新型提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1