一种内饰表皮预定位对线工装的制作方法
本技术涉及汽车内饰生产,具体为一种内饰表皮预定位对线工装。
背景技术:
1、随着汽车的普及,人们对汽车的要求也越来越高,汽车的内饰是汽车的重要组成部分,汽车内饰的品质直接影响整辆车的档次,故为满足人们需求必须提高汽车内饰的品质。
2、如今汽车内饰常常会设计成带有缝纫线的皮革内饰,例如:门扶手,由于门扶手较长且结构复杂,在制作过程中只能通过人工进行包覆,严重影响生产效率。
3、现有技术存在以下问题:
4、现有类似的实用装置可能只实用与中、大型零件,对于小型零件并不实用。现有的装置多实用与一条或者两条缝纫线的对线,对于多位置,多线段的产品还不能满足。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种内饰表皮预定位对线工装,解决了现今存在的实用性差和加工产品质量低的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种内饰表皮预定位对线工装,包括工装基板,所述工装基板的中心处设置有模芯,所述模芯的内部设置有第一产品压紧缸和第二产品压紧缸,所述工装基板的上表面设置有对线单元。
3、作为本实用新型的一种优选技术方案,所述对线单元包括对线刀、调节垫片、支撑组件、第一固定座、氮气弹簧和把手,所述第一固定座通过安装螺丝与工装基板固定连接。
4、作为本实用新型的一种优选技术方案,所述支撑组件包括转轴、连杆和第二固定座,所述第二固定座通过安装螺丝与工装基板固定连接,所述氮气弹簧通过转轴与支撑组件活动连接。
5、作为本实用新型的一种优选技术方案,所述对线单元的数量为四个,且每两个对线单元设置为一组,两组所述对线单元呈对称分布在工装基板的上表面。
6、作为本实用新型的一种优选技术方案,所述对线刀通过连杆与转轴活动连接,所述把手位于对线刀的一侧。
7、作为本实用新型的一种优选技术方案,所述氮气弹簧通过轴体与第一固定座活动连接,所述氮气弹簧通过轴体与对线刀活动连接。
8、与现有技术相比,本实用新型提供了一种内饰表皮预定位对线工装,具备以下有益效果:
9、1、该一种内饰表皮预定位对线工装通过设置工装基板、模芯、第一产品压紧缸和第二产品压紧缸,实现了小型异型零件的半自动对线需求,节省了人工,提高了效率,提升了产品的质量,本实用新型装置体积小,重量轻,方便人工搬运,对使用场地空间要求低,节约运输和场地成本。
10、2、该一种内饰表皮预定位对线工装通过设置对线单元,通过过度对线组件准确定位皮革缝纫线,避免了皮革包覆在骨上的时候发生扭曲、位置偏移的现象发生,提高了产品加工质量。
11、3.该一种内饰表皮预定位对线工装通过设置对线单元,可实现对多位置,多线段,多角度的产品实现预定位功能。
技术特征:
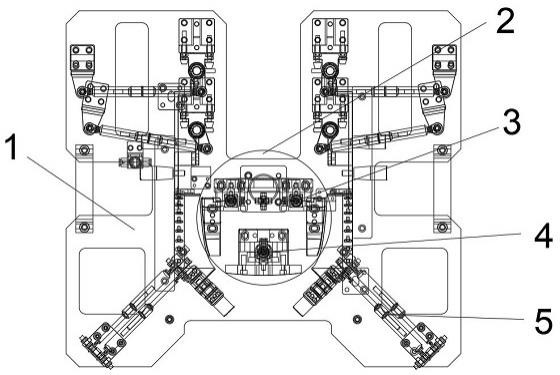
1.一种内饰表皮预定位对线工装,包括工装基板(1),其特征在于:所述工装基板(1)的中心处设置有模芯(2),所述模芯(2)的内部设置有第一产品压紧缸(3)和第二产品压紧缸(4),所述工装基板(1)的上表面设置有对线单元(5)。
2.根据权利要求1所述的一种内饰表皮预定位对线工装,其特征在于:所述对线单元(5)包括对线刀(10)、调节垫片、支撑组件(8)、第一固定座(6)、氮气弹簧(7)和把手(9),所述第一固定座(6)通过安装螺丝与工装基板(1)固定连接。
3.根据权利要求2所述的一种内饰表皮预定位对线工装,其特征在于:所述支撑组件(8)包括转轴、连杆和第二固定座,所述第二固定座通过安装螺丝与工装基板(1)固定连接,所述氮气弹簧(7)通过转轴与支撑组件(8)活动连接。
4.根据权利要求1所述的一种内饰表皮预定位对线工装,其特征在于:所述对线单元(5)的数量为四个,且每两个对线单元(5)设置为一组,两组所述对线单元(5)呈对称分布在工装基板(1)的上表面。
5.根据权利要求2所述的一种内饰表皮预定位对线工装,其特征在于:所述对线刀(10)通过连杆与转轴活动连接,所述把手(9)位于对线刀(10)的一侧。
6.根据权利要求2所述的一种内饰表皮预定位对线工装,其特征在于:所述氮气弹簧(7)通过轴体与第一固定座(6)活动连接,所述氮气弹簧(7)通过轴体与对线刀(10)活动连接。
技术总结
本技术属于汽车内饰生产技术领域,尤其为一种内饰表皮预定位对线工装,包括工装基板,所述工装基板的中心处设置有模芯,所述模芯的内部设置有第一产品压紧缸和第二产品压紧缸,所述工装基板的上表面设置有对线单元。本技术通过设置工装基板、模芯、第一产品压紧缸、第二产品压紧缸和对线单元,实现了小型异型零件的半自动对线需求,节省了人工,提高了效率,提升了产品的质量,本技术装置体积小,重量轻,方便人工搬运,对使用场地空间要求低,节约运输和场地成本,同时通过过度对线组件准确定位皮革缝纫线,避免了皮革包覆在骨上的时候发生扭曲、位置偏移的现象发生,提高了产品加工质量。
技术研发人员:郑金武,刘权
受保护的技术使用者:上海惟迩实业发展有限公司
技术研发日:20221028
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!