免顶升闸门底枢密封件端头连接装置的制作方法
1.本实用新型涉及水工建筑物施工领域,特别是一种免顶升闸门底枢密封件端头连接装置。
背景技术:
2.船闸人字门因自重较大,且受力复杂运行频次高,底枢衬块、底枢蘑菇头、底枢密封件等部件均容易损坏,其中底枢密封件的损坏频率较高。需要定期对门体顶升进行底枢检查与修理。中国专利文献cn105887772a记载了一种人字闸门固定式底枢,记载了固定式底枢的结构,该结构具有受力稳定可靠的优点,但是维修不易。
3.人字门底枢检修的主要工作是对底枢进行拆卸、移出、解体、修理、回装。目前通常采用高位顶门配合传统的检修工艺,施工工期较长,安全风险高。检修过程中,高位顶门的方案是:拆除人字门顶枢,同时解除启闭机活塞杆与门体的连接,安装固门装置,将门体与底枢共同顶升至蘑菇头底面高于底坎不锈钢止水面,底枢沿垂直于闸室中轴线的方向移出。2)低位顶门的方案是:无须拆除人字门顶枢和解除启闭机活塞杆与门体的连接,取出顶枢a杆与人字门下耳板之间垫片,利用其产生的间隙,将门体与底枢共同顶升高度为25 mm以内,拆除蘑菇头垫板、顶盖铰制孔螺栓,割除一段止水座板,底枢沿人字门门宽方向移出。
4.中国专利文献cn111719534a记载了一种大型人字闸门低位顶门底枢检修系统的及使用防范,记载了一种用于低位顶门施工方案的检修装置。但是现有技术中未见能够不顶升维护底枢密封件的施工方案。
技术实现要素:
5.本实用新型所要解决的技术问题是提供一种免顶升闸门底枢密封件端头连接装置,能够在安装现场采用端头互相连接的方式进行施工,解决现有技术中维护底枢密封件需要顶升整个人字闸门的问题,避免了由此带来的相应技术风险,大幅提高维护效率,降低维护成本。
6.为解决上述技术问题,本实用新型所采用的技术方案是:一种免顶升闸门底枢密封件端头连接装置,它包括第一弧形槽和第二弧形槽,第一弧形槽和第二弧形槽均设有两个侧壁和一个底壁;第一弧形槽和第二弧形槽中至少一个的两个侧壁之间的宽度被设置为与底枢密封件的宽度相同;
7.第一弧形槽与第二弧形槽活动套接连接,第一弧形槽和第二弧形槽上设有用于固定底枢密封件端头的固定装置。
8.优选的方案中,所述的固定装置包括位于第一弧形槽和第二弧形槽的端头两侧的侧面紧固螺钉,用于从侧面紧固底枢密封件的端头;
9.第二弧形槽的侧壁和底壁位于第一弧形槽的侧壁和底壁之外,在第二弧形槽的侧壁设有多个侧面销;
10.还设有第三盖板,第三盖板的两侧设有用于挂在侧面销上的侧面挂钩,第三盖板
上设有多个压紧螺钉,用于压紧固定底枢密封件的连接斜面所在的端头。
11.优选的方案中,所述的固定装置包括位于第一弧形槽顶部的第一盖板,第一盖板与第一弧形槽以可拆卸的方式固定连接,在第一盖板上设有第二固定螺钉,第二固定螺钉用于从顶部固定底枢密封件的端头;
12.第二弧形槽的顶部还设有第二盖板,第二盖板与第二弧形槽的顶部以可拆卸的方式固定连接,在第二盖板设有多个第一固定螺钉和压紧螺钉,用于压紧固定底枢密封件的端头。
13.优选的方案中,第一盖板为局部覆盖的结构,以留出用于涂胶的第一开放槽;
14.在第二弧形槽的底部设有用于涂胶的第二开放槽。
15.优选的方案中,底枢密封件用于设置在底枢蘑菇头与顶门底枢的底枢座之间,以使底枢蘑菇头与底枢座之间形成密封;
16.所述的底枢密封件两端端头设有连接斜面,底枢密封件的两端端头通过连接斜面粘合连接构成环形密封圈。
17.优选的方案中,所述的连接斜面沿着高度方向布置,连接斜面的长度与高度之比为1.1~20倍。
18.优选的方案中,在底枢密封件的结构为:在密封体内设有强化体,强化体位于密封体靠近中间的位置,强化体沿着环形布置,强化体的抗拉强度高于密封体的抗拉强度,密封体的弹性高于强化体的弹性,在底枢密封件两端端头,密封体和强化体均设有位于同一面上的连接斜面。
19.优选的方案中,在强化体的连接斜面上设有多个定位柱或定位孔,在强化体的连接斜面与定位柱相对应的位置设有定位孔或定位柱,底枢密封件的两端端头连接时,定位柱位于相对应的定位孔内。
20.优选的方案中,在密封体的顶部和/或底部设有沿环形布置的弹性槽,弹性体位于弹性槽内,弹性体局部的突出于弹性槽之外,弹性体的弹性大于密封体的弹性,以使弹性体在受到挤压后使密封体局部变形。
21.弹性体的端头通过订书针连接,弹性体的连接端头与密封体的连接端头互相错开。
22.虽然低位顶门能够大幅提高检修和维护的效率、降低风险,但是顶升人字闸门仍存在门体失稳风险以及再装配精度降低的风险,这是因为人字闸门是依靠斜拉杆张紧的结构。当拆卸后,门体的内应力相应发生变化,需要重新张紧调节。而当再装配精度降低又会相应的导致底枢衬块、底枢蘑菇头、底枢密封件受力不佳,导致上述部件加速磨损。对于易损件底枢密封件,能够实现不顶升的原位维护是有益的,高质量的密封也能够大幅延缓底枢衬块与底枢蘑菇头之间的磨损。采用端头连接底枢密封件的结构,能够不用顶升人字闸门,但是该方案的现场施工难度较大。
23.本实用新型提供的一种免顶升闸门底枢密封件端头连接装置,通过采用两个相对滑动的第一弧形槽和第二弧形槽作为底枢密封件连接工装,能够在狭小的空间内对底枢密封件的端头进行精确定位,实现底枢密封件端头的可靠连接,大幅降低现场施工的操作难度。优选的方案中,设置的定位孔和定位柱的结构,能够大幅降低现场施工的定位难度,提高施工的成功率。
附图说明
24.下面结合附图和实施例对本实用新型作进一步说明:
25.图1为本实用新型的连接工装的立体结构示意图。
26.图2为本实用新型的连接工装的另一侧角度的立体结构示意图。
27.图3为本实用新型的连接工装连接底枢密封件时的立体结构示意图。
28.图4为本实用新型的连接工装的另一优选结构俯视示意图。
29.图5为本实用新型的涂胶掩膜的立体结构示意图。
30.图6为本实用新型的人字闸门的立面结构示意图。
31.图7为本实用新型的顶门底枢的局部放大示意图。
32.图8为本实用新型中a处局部放大示意图。
33.图9为本实用新型中底枢密封件的立体图。
34.图10为本实用新型中底枢密封件连接斜面的局部放大示意图。
35.图11为图5的b
‑
b剖视示意图。
36.图12为本实用新型中给底枢衬块和底枢蘑菇头供应保压润滑油的结构示意图。
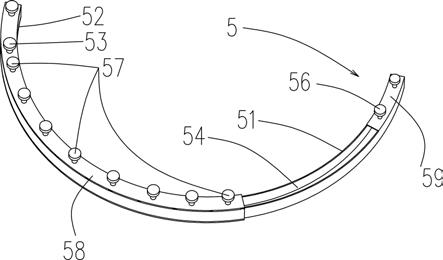
37.图中:闸门1,顶门底枢2,底枢座21,底枢衬块22,底枢蘑菇头23,底枢密封件24,连接斜面241,定位柱242,定位孔243,强化体244,弹性体245,弹性槽246,密封体247,压板25,第一油口26,第二油口27,薄壁段28,铰销顶枢3,压力补油腔4,连接工装5,第一弧形槽51,第二弧形槽52,第一固定螺钉53,第一开放槽54,第二开放槽55,第二固定螺钉56,压紧螺钉57,第二盖板58,第一盖板59,第三盖板510,侧面挂钩511,侧面销512,侧面紧固螺钉513,补油单向阀6,活塞7,压力气腔8,补气管9,补气缸10,压力阀11,进气单向阀12,闸门基础13,补油管14,涂胶掩膜15。
具体实施方式
38.实施例1:
39.为便于理解本实用新型,需要了解顶门底枢的具体结构。
40.如图6、7中,人字形闸门装置的闸门1顶部通过铰销顶枢3与闸门基础13连接,闸门1顶部还通过启闭活塞缸与闸门基础13连接,闸门1的底部通过顶门底枢2与闸门基础13连接,构成人字形闸门装置的启闭结构。
41.顶门底枢2的结构为:底枢座21与闸门1的底部固定连接,在底枢座21底部设有倒扣的曲面凹槽,在曲面凹槽内固设有底枢衬块22,底枢蘑菇头23与闸门基础13固定连接,底枢蘑菇头23的顶部设有曲面头部,曲面头部与底枢衬块22接触;
42.在曲面凹槽的底部还通过多个螺钉与压板25固定连接,压板25还与底枢密封件24接触,以使底枢密封件24的顶部与底枢衬块22接触,底枢密封件24的底部与压板25接触;由此结构,压板25用于对底枢密封件24限位,而且压板25还对底枢密封件24产生沿着高度方向的挤压,使底枢密封件24变形,以补偿底枢密封件24的磨损。
43.如图7中,在底枢座21上还设有油口,优选的设有第一油口26和第二油口27,其中第一油口26位于靠近底枢衬块22顶部的位置,第二油口27位于靠近底枢衬块22底部的位置。本例中,优选的,在第一油口26设有第一压力阀。
44.如图12中,油口与压力补油腔4连接,压力补油腔4内设有活塞7,活塞7的另一端为
压力气腔8,压力补油腔4和压力气腔8共用一个缸体,压力气腔8通过补气管9与补气缸10连接,在补气管9上设有压力阀11,压力阀11的开启压力低于第一压力阀的开启压力,压力阀11的开启压力大于或等于顶门底枢2所在位置的最大水压力,在补气缸10的进气口设有进气开启的进气单向阀12;由此结构,能够持续给底枢密封件24构成的密封空间内供应带有压力的润滑油,以抵抗水的压力。
45.补气缸10设置在闸门1和闸门基础13之间。补气缸10采用类似气缸的结构,补气缸10一端与闸门1铰接,补气缸10的另一端与闸门基础13铰接,以通过闸门1的启闭给压力气腔8补充压力。
46.使用时,当闸门1开启时,补气缸10的活塞杆伸出,空气从进气单向阀12进入到补气缸10内,进气单向阀12被设置在水面以上。当闸门1关闭时,补气缸10的活塞杆被压回,补气缸10内的压缩空气进入到压力气腔8内,而超过压力阀11预设压力值的压缩空气被压力阀11排出,压力阀11可以在水中,即压力气腔8内始终保持足够的压力,压力补油腔4内的润滑油在压力作用下从第二油口27进入到底枢衬块22和底枢蘑菇头23之间,以抵抗水压压力。当该位置受到瞬时高压冲击,部分润滑油从第一油口26的第一压力阀排出,以避免破坏底枢密封件24,第一压力阀的出口可以设置在水面上,优选的方案中,通过观测润滑油的排出情况,能够监测顶门底枢2的工作状况。
47.如图8~11中,一种免顶升闸门底枢密封件,底枢密封件24用于设置在底枢蘑菇头23与顶门底枢2的底枢座21之间,以使底枢蘑菇头23与底枢座21之间形成密封;优选的,底枢衬块22为非圆弧的结构,在靠近底枢座21底部的位置,底枢衬块22为薄壁结构,即该位置的厚度要低于靠近底枢蘑菇头23顶部位置的底枢衬块22的厚度,由此结构,能够减少底枢密封件24的厚度。而该处的底枢衬块22的侧向受力较小,也不会影响底枢衬块22的使用寿命。
48.如图9~11中,所述的底枢密封件24两端端头设有连接斜面241,底枢密封件24的两端端头通过连接斜面241粘合连接构成环形密封圈。
49.优选的方案如图9中,连接斜面241的长度与高度之比为1.1~20倍。更长的连接斜面241能够提高粘接强度。
50.优选的方案如图9中,所述的连接斜面241沿着高度方向布置。沿高度方向布置能够大幅降低对密封性能的影响。
51.优选的方案如图10中,在底枢密封件24一端的连接斜面241上设有多个定位柱242或定位孔243,与定位柱242相对应的位置设有定位孔243或定位柱242,底枢密封件24的两端端头连接时,定位柱242位于相对应的定位孔243内。由此结构,在连接端头的施工过程中,能够起到辅助定位的作用,确保施工精度。
52.进一步优选的方案如图10中所示,在底枢密封件24的结构为:在密封体247内设有强化体244,强化体244位于密封体247靠近中间的位置,强化体244沿着环形布置,强化体244的抗拉强度高于密封体247的抗拉强度,密封体247的弹性高于强化体244的弹性,在底枢密封件24两端端头,密封体247和强化体244均设有位于同一面上的连接斜面241。本例中的强化体244优选采用包含纤维的抗拉元件,例如碳纤维橡胶、碳纤维聚氨酯、玻纤橡胶、玻纤聚氨酯、帘子线橡胶、帘子线聚氨酯、不锈钢带等,所述的帘子线包括粘胶帘子线、聚酰胺帘子线、聚酯帘子线、芳香族聚酰胺帘子线。
53.优选的方案如图10、11中,在强化体244的连接斜面241上设有多个定位柱242或定位孔243,在强化体244的连接斜面241与定位柱242相对应的位置设有定位孔243或定位柱242,底枢密封件24的两端端头连接时,定位柱242位于相对应的定位孔243内。仅将定位柱242或定位孔243设置在强化体244能够起到更佳的定位效果。进一步优选的,如图7中所示,在每个连接斜面241上,定位柱242与定位孔243交替布置。
54.优选的方案如图11中,在密封体247的顶部和/或底部设有沿环形布置的弹性槽246,弹性体245位于弹性槽246内,弹性体245局部的突出于弹性槽246之外,弹性体245的弹性大于密封体247的弹性,以使弹性体245在受到挤压后使密封体247局部变形。由此结构,能够很好的补偿密封体247的磨损。弹性体245的端头采用类似订书针的方式连接。
55.优选的方案如图11中,在密封体247的顶部和底部设有沿环形布置的弹性槽246,弹性体245位于弹性槽246内,弹性体245局部的突出于弹性槽246之外,弹性体245的弹性大于密封体247的弹性;
56.其中位于底部的弹性槽246靠近底枢密封件24的内侧,位于顶部的弹性槽246靠近底枢密封件24的外侧;以使弹性体245在受到挤压后使密封体247局部变形。由此结构,进一步提高弹性体245的变形效果,从而使弹性体245对密封体247提供侧向压力,进一步提高密封效果,提高补偿密封体247磨损的效果。
57.实施例2:
58.如图1~4中,一种免顶升闸门底枢密封件端头连接装置,它包括第一弧形槽51和第二弧形槽52,第一弧形槽51和第二弧形槽52均设有两个侧壁和一个底壁;第一弧形槽51和第二弧形槽52中至少一个的两个侧壁之间的宽度被设置为与底枢密封件24的宽度相同。通过宽度限位,使底枢密封件24的两端端头精确对齐,以确保密封效果。
59.第一弧形槽51与第二弧形槽52活动套接连接,第一弧形槽51和第二弧形槽52上设有用于固定底枢密封件24端头的固定装置。由此结构,能够可靠的辅助底枢密封件24的端头对齐。
60.优选的方案如图4中,所述的固定装置包括位于第一弧形槽51和第二弧形槽52的端头两侧的侧面紧固螺钉513,用于从侧面紧固底枢密封件24的端头;
61.第二弧形槽52的侧壁和底壁位于第一弧形槽51的侧壁和底壁之外,在第二弧形槽52的侧壁设有多个侧面销512;
62.还设有第三盖板510,第三盖板510的两侧设有用于挂在侧面销512上的侧面挂钩511,第三盖板510上设有多个压紧螺钉57,用于压紧固定底枢密封件24的连接斜面241所在的端头。图4中结构的使用方式是,先将底枢密封件24的一端伸入到第一弧形槽51内预设的距离,然后紧固侧面紧固螺钉513,将该端头固定,然后将底枢密封件24的另一端涂胶后伸进第二弧形槽52内一段预设距离,紧固第二弧形槽52的侧面紧固螺钉513,将底枢密封件24的该端头固定,相对滑动第一弧形槽51和第二弧形槽52使底枢密封件24的两端对齐,然后安装第三盖板510,拧紧压紧螺钉57,保持约8~12h,即完成了底枢密封件24的端头精确连接,拆卸第三盖板510、第一弧形槽51和第二弧形槽52后即得到可安装底枢密封件24。
63.另一可选的方案如图1~3中,所述的固定装置包括位于第一弧形槽51顶部的第一盖板59,第一盖板59与第一弧形槽51以可拆卸的方式固定连接,例如采用卡扣或螺钉连接的方式连接,本例中采用燕尾槽的结构从侧向推入连接,在第一盖板59上设有第二固定螺
钉56,第二固定螺钉56用于从顶部固定底枢密封件24的端头;
64.第二弧形槽52的顶部还设有第二盖板58,第二盖板58与第二弧形槽52的顶部以可拆卸的方式固定连接,在第二盖板58设有多个第一固定螺钉53和压紧螺钉57,用于压紧固定底枢密封件24的端头。由此结构,用于辅助底枢密封件24的端头精确连接。
65.优选的方案中,第一盖板59为局部覆盖的结构,以留出用于涂胶的第一开放槽54;
66.在第二弧形槽52的底部设有用于涂胶的第二开放槽55。还设有涂胶掩膜15,用于分别对连接斜面241的强化体244和密封体247分别涂覆不同的胶水。例如,涂胶掩膜15上设有用于定位柱242穿过的孔,以遮挡强化体244,而另一个涂胶掩膜则设有方形的框,用于遮挡密封体247。
67.如图1~3中的结构使用方法为,将第二盖板58和第一盖板59分别安装在第一弧形槽51和第二弧形槽52上,优选的,安装方式采用燕尾槽镶嵌方式。将底枢密封件24的两端分别插入到第一弧形槽51和第二弧形槽52内预设深度,拧紧第一固定螺钉53和第二固定螺钉56将底枢密封件24的两端端头固定。先从第一开放槽54涂胶,涂胶时利用两个不同的涂胶掩膜15分别给强化体244和密封体247涂胶,由于第一弧形槽51的槽体宽度较窄,第一弧形槽51的槽体与底枢密封件24的端头形成过渡或过盈配合,底枢密封件24的端头被可靠固定。然后从第二开放槽55涂胶,涂覆好粘合剂后,相对滑动第一弧形槽51和第二弧形槽52使底枢密封件24的两端对齐,并且定位柱242都落入到定位孔243内,连接斜面241互相贴合。拧紧压紧螺钉57,保持约8~12h,即完成了底枢密封件24的端头精确连接,拆卸第一盖板59和第二盖板58,取下第一弧形槽51和第二弧形槽52后,即得到可安装底枢密封件24。
68.对于有弹性体245的方案,将弹性体245端头以订书针连接后,再装入到弹性槽246内,弹性体245的连接端头与密封体247的连接端头互相错开。
69.实施例3:
70.在实施例2的基础上,一种采用上述的免顶升闸门底枢密封件端头连接装置的原位维护方法,包括以下步骤:
71.s1、拆除压板25;取下各个压紧螺钉,取下压板25,将压板25放到底枢蘑菇头23缩径的位置。
72.s2、取下原底枢密封件;现有的底枢密封件多采用倒“u”形横截面的结构。必要时,可以采用勾刀片将原底枢密封件勾出。
73.s3、将本实用新型的底枢密封件24绕过底枢蘑菇头23,在底枢密封件24的端头位置互相粘接牢固,即粘接的位置是连接斜面241。粘接时,将底枢密封件24位于底枢蘑菇头23缩径的位置进行操作。优选的,采用粘接定位工装进行粘接,以提高粘接效果,底枢密封件24的两端分别套入第一弧形槽51和第二弧形槽52;以固定装置将底枢密封件24的两端分别固定在第一弧形槽51和第二弧形槽52内,以使底枢密封件24端头的连接斜面241进行精确定位。在底枢密封件24端头的连接斜面241涂胶;优选的,粘合剂采用na
‑
1聚氨酯胶粘剂、开姆洛克胶粘剂、列克纳胶粘合剂或环氧树脂胶粘剂。进一步优选的,在强化体和密封体采用不同的粘合剂进行粘接,其中强化体位置的粘合剂采用抗拉强度更高的粘合剂,密封体位置的粘合剂采用韧性较高的粘合剂。
74.相对滑动第一弧形槽51和第二弧形槽52至预设位置,使底枢密封件24两端的连接斜面241互相接合;
75.安装盖板,例如第一盖板59、第二盖板58和第三盖板510,拧紧压紧螺钉,将接合后的底枢密封件24端头的连接斜面241互相压紧;
76.凝固后,取下盖板、第一弧形槽51和第二弧形槽52;测试底枢密封件24的粘接强度是否达到预设要求,检测密封面的平整度是否达到预设要求。未达到预设要求的,需要进行修整。通过以上步骤完成底枢密封件安装过程中的端头连接。
77.s4、底枢密封件24装入到底枢蘑菇头23与底枢座21之间;优选的,安装过程中,在底枢密封件24的外圈涂抹粘合剂,优选采用易于清理的粘合剂,例如聚氨酯粘合剂,以使底枢密封件24与底枢座21之间,以及底枢密封件24与底枢衬块22之间不产生相对运动。
78.s5、原位安装压板25,压板25的紧固螺钉按预设扭矩以对向交错的方式拧紧,以使底枢密封件24的变形均匀;
79.安装完成后,从第二油口27按预设压力压入润滑油,直至第一油口26的第一压力阀开启冒油,底枢密封件24位置无泄漏。
80.通过以上步骤实现底枢密封件24的快速原位维护。由此方案,节省了顶升闸门的施工时间和施工成本。
81.上述的实施例仅为本实用新型的优选技术方案,而不应视为对于本实用新型的限制,本技术中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本实用新型的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1