一种粘接挂便器及其成型方法与流程
本发明涉及一种挂便器,尤其涉及一种粘接挂便器及其成型方法。
背景技术:
1、现有外接储水器的挂便器必须设计有进水道结构,排污管道置于进水道下部,因进水道及排污管道均为空腔结构,都是单面浆成型,因此为了隔绝开两者空腔不连通,进水道与排污管道之间设计有隔板/筋板;受产品高度限制以及保证水封高度,在现有成型结构的前提下,虹吸挂便器的排污管道布置空间较为紧凑,可调空间小,无法达到良好的虹吸功能。尤其是智能挂便器,进水道上端还要预留一定的空间用于安装智能盖板配件,虹吸排污管道无法放置,只能采用冲落式管道结构。
2、其中,所谓单面浆结构即该部位产品模具之间的尺寸在25mm以上,泥浆注入模具中时利用模具吸浆表面的吸水性吸附住泥浆,当模具中浆料达到饱和排掉多余浆料从未形成泥坯,泥坯单面浆厚度8-10mm,模具之间尺寸在25mm以上时才能形成单面浆空腔,过小则会吸实或者多余浆料无法排出。
3、所谓双面浆结构即该部位模具之间的尺寸9-12mm(特殊部位7-9mm),泥浆注入模具中时会将双面浆结构部位全部填满不会产生空腔结构,即为双面浆结构。
4、另外,成型后加入的隔板/筋板容易产生裂缝,影响进水道和排污管道之间的水密性。
技术实现思路
1、本发明为了解决现有技术的缺陷,提供一种粘接挂便器及其成型方法,可通过一体成型具有进水管和虹吸式排污管的挂便器本体,有效缩小进水道和排污管之间最接近处的厚度,使得进水道和排污管具有更为宽阔的放置空间,同时能够避免出现开裂等问题。
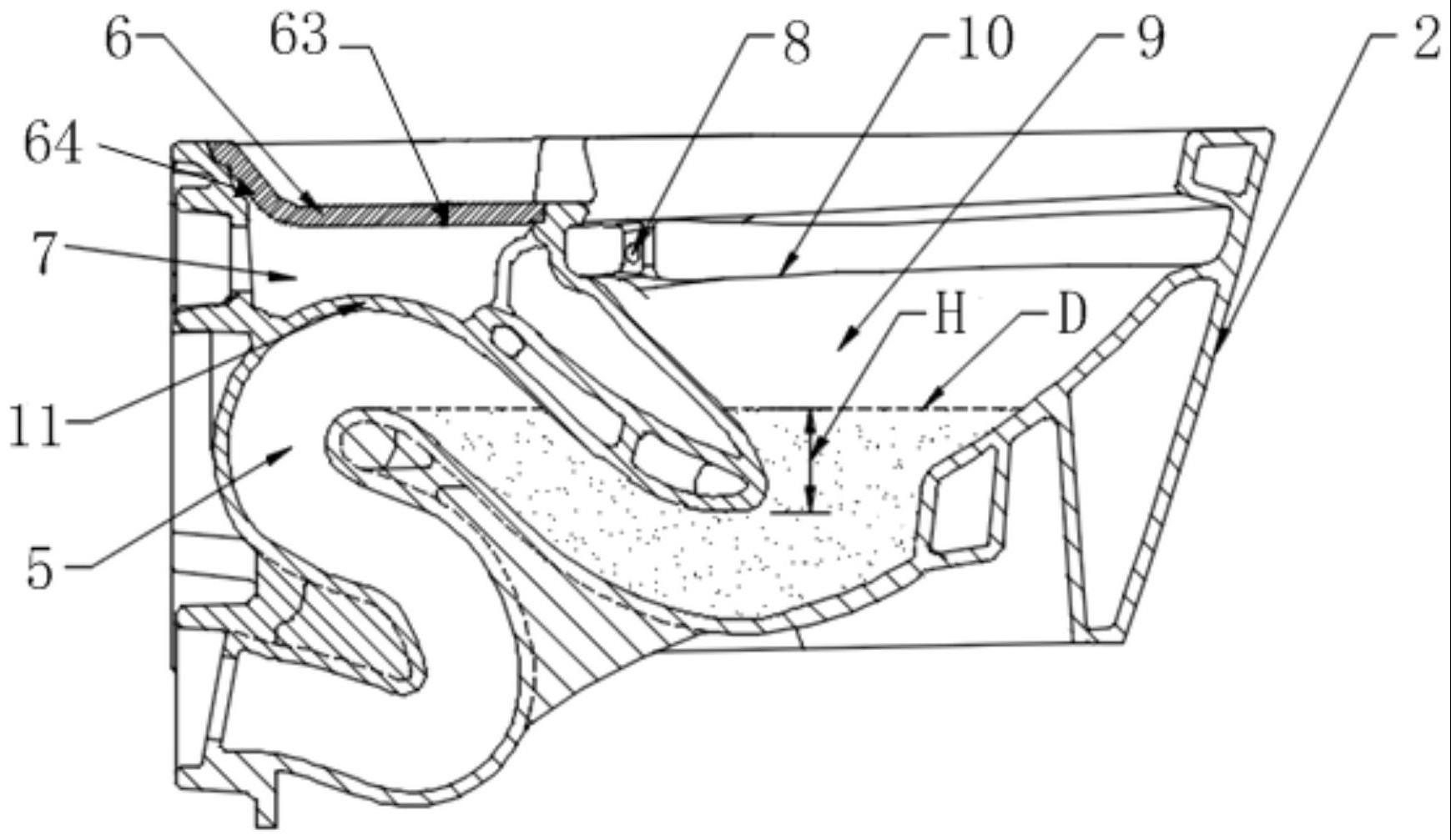
2、为了解决上述技术问题,本发明实施例提供了一种粘接挂便器,包括挂便器本体,所述挂便器本体中设有进水道和排污管;所述进水道设于所述排污管的上方,一端与储水器连接,另一端与冲水通道连接;所述进水道和排污管之间由实心弧形板分隔,所述实心弧形板的上表面形成所述进水道的底壁,所述实心弧形板的下表面形成所述排污管最高处的顶壁;所述进水道顶部具有工艺口。
3、作为上述方案的改进,所述工艺口上设有粘接密封块。
4、作为上述方案的改进,所述工艺口的边沿设有向上凸出的第一粘接面,所述粘接密封块的边沿设有第二粘接面,所述粘接密封块的底部设有向外凸出的定位卡台。
5、作为上述方案的改进,所述粘接密封块包括水平封闭部和相对所述水平封闭部向上弯折的倾斜封闭部。
6、作为上述方案的改进,还包括挂便器上盖板,所述挂便器上盖板固定于所述挂便器本体的上表面;所述挂便器上盖板上设有密封板,所述密封板位于所述工艺口顶部,用于将所述工艺口密封。
7、作为上述方案的改进,所述进水道包括过水腔,所述过水腔由竖向设置的侧壁围成。
8、作为上述方案的改进,还包括储水器和进水管,所述储水器通过所述进水管与所述进水道的进水端连接;所述挂便器本体还包括旋冲孔和集污面,所述进水道的出水端与所述旋冲孔连通;所述集污面的下端与所述排污管连接。
9、相应地,本发明还提供了一种粘接挂便器成型方法,包括以下步骤:
10、s1、合模时,通过模具的进水道底壁成型面伸入进水道中,使其与需成型的进水道的底壁抵接,通过双面浆成型工艺形成具有进水道和排污管的挂便器本体坯体,并且所述进水道和排污管之间由实心弧形板分隔,所述实心弧形板的上表面形成所述进水道的底壁,所述实心弧形板的下表面形成所述排污管最高处的顶壁;所述进水道顶部具有由模具的进水道底壁成型面退出后形成的工艺口。
11、s2、成型用于覆盖所述工艺口的密封部件坯体,将所述密封部件坯体粘合于所述挂便器本体坯体上表面。
12、作为上述方案的改进,所述密封部件坯体为粘接密封块;所述工艺口的边沿设有向上凸出的第一粘接面,所述粘接密封块的边沿设有第二粘接面,所述粘接密封块的底部设有向外凸出的定位卡台。
13、作为上述方案的改进,所述密封部件坯体为挂便器上盖板,所述挂便器上盖板固定于所述挂便器本体的上表面;所述挂便器上盖板上设有密封板,所述密封板位于所述工艺口顶部,用于将所述工艺口密封。
14、实施本发明实施例,具有如下有益效果:
15、采用上述结构,能够在通过双面注浆工艺形成挂便器本体的同时,在挂便器本体中形成进水道和排污管,所述进水道和排污管之间由实心弧形板分隔,所述实心弧形板的上表面形成所述进水道的底壁,所述实心弧形板的下表面形成所述排污管最高处的顶壁;能够有效缩小进水道和排污管之间最接近处的厚度,使得进水道和排污管具有更为宽阔的放置空间,而且所述实心弧形板与进水道和排污管一体成型,能够避免在烧制后出现开裂等问题。
技术特征:
1.一种粘接挂便器,包括挂便器本体,所述挂便器本体中设有进水道和排污管;其特征在于,所述进水道设于所述排污管的上方,一端与储水器连接,另一端与冲水通道连接;所述进水道和排污管之间由实心弧形板分隔,所述实心弧形板的上表面形成所述进水道的底壁,所述实心弧形板的下表面形成所述排污管最高处的顶壁;所述进水道顶部具有工艺口。
2.如权利要求1所述的粘接挂便器,其特征在于,所述工艺口上设有粘接密封块。
3.如权利要求2所述的粘接挂便器,其特征在于,所述工艺口的边沿设有向上凸出的第一粘接面,所述粘接密封块的边沿设有第二粘接面,所述粘接密封块的底部设有向外凸出的定位卡台。
4.如权利要求2所述的粘接挂便器,其特征在于,所述粘接密封块包括水平封闭部和相对所述水平封闭部向上弯折的倾斜封闭部。
5.如权利要求1所述的粘接挂便器,其特征在于,还包括挂便器上盖板,所述挂便器上盖板固定于所述挂便器本体的上表面;所述挂便器上盖板上设有密封板,所述密封板位于所述工艺口顶部,用于将所述工艺口密封。
6.如权利要求1所述的粘接挂便器,其特征在于,所述进水道包括过水腔,所述过水腔由竖向设置的侧壁围成。
7.如权利要求1所述的粘接挂便器,其特征在于,还包括储水器和进水管,所述储水器通过所述进水管与所述进水道的进水端连接;所述挂便器本体还包括旋冲孔和集污面,所述进水道的出水端与所述旋冲孔连通;所述集污面的下端与所述排污管连接。
8.一种粘接挂便器成型方法,其特征在于,包括以下步骤:
9.如权利要求8所述的粘接挂便器成型方法,其特征在于,所述密封部件坯体为粘接密封块;所述工艺口的边沿设有向上凸出的第一粘接面,所述粘接密封块的边沿设有第二粘接面,所述粘接密封块的底部设有向外凸出的定位卡台。
10.如权利要求8所述的粘接挂便器成型方法,其特征在于,所述密封部件坯体为挂便器上盖板,所述挂便器上盖板固定于所述挂便器本体的上表面;所述挂便器上盖板上设有密封板,所述密封板位于所述工艺口顶部,用于将所述工艺口密封。
技术总结
本发明涉及卫浴设备领域,具体公开了一种粘接挂便器,包括挂便器本体,所述挂便器本体中设有进水道和排污管;所述进水道设于所述排污管的上方,一端与储水器连接,另一端与冲水通道连接;所述进水道和排污管之间由实心弧形板分隔,所述实心弧形板的上表面形成所述进水道的底壁,所述实心弧形板的下表面形成所述排污管最高处的顶壁;所述进水道顶部具有工艺口。本发明实施例还公开了一种粘接挂便器的成型方法。采用本发明,可通过一体成型具有进水管和虹吸式排污管的挂便器本体,有效缩小进水道和排污管之间最接近处的厚度,使得进水道和排污管具有更为宽阔的放置空间,同时能够避免出现开裂等问题。
技术研发人员:许海涛,江移山,金翠翠,鲁展望
受保护的技术使用者:佛山市乐华恒业厨卫有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!