一种半自动四头轨道螺栓作业机
1.本发明属于轨道交通技术领域,具体涉及一种半自动四头轨道螺栓作业机。
背景技术:
2.随着全国铁路营业规划里程的加大,铁路运输速度的不断提升,带来了很多安全维护方面的问题;轨道螺栓扣件在列车安全行驶中发挥着重要的角色,据研究显示,有很多列车脱轨事件是由于轨道螺栓扣件松弛或缺失产生的;因此,需要经常对铁路沿线的紧固件进行周期性的检测。
3.目前铁路轨道维护作业过程中存在的自动化程度低、劳动强度大、工作时间长、工作效率低等问题,亟需发明一种半自动四头轨道螺栓作业机。通过螺栓旋松拧紧作业部分、涂油部分、智能扭矩检测装置以及控制系统等功能装置,实现按指令自动执行轨道螺栓的拧紧、旋松与涂油作业。本发明专利可改变传统轨道维护作业的人工方式,大大地减轻劳动者的工作强度,提高工作效率和质量。
技术实现要素:
4.本发明的目的在于提供一种半自动四头轨道螺栓作业机,以解决了上述背景技术中提出的问题。
5.本发明采用的技术方案如下:
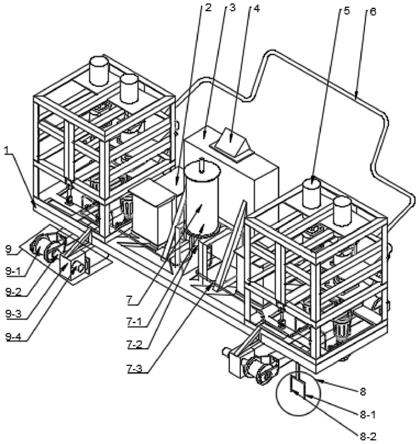
6.一种半自动四头轨道螺栓作业机,包括作业机架1,所述作业机架1上安装有电源装置2、控制装置3、显示装置4、作业装置5、下压装置6、涂油装置7、定位装置8、走行装置9,所述电源装置2为作业机提供动力,所述控制装置3分别与显示装置4、作业装置5、涂油装置7、定位装置8和走行装置9 电性连接,所述下压装置6与作业装置5连接,所述涂油装置7与作业装置5 连接。
7.进一步的,所述作业机架1包括底骨架1
‑
1、作业机构固定架1
‑
2、油桶固定架1
‑
3、行走电机固定架1
‑
4,所述作业机构固定架1
‑
2固定在底骨架1
‑
1的左右两侧上,所述油桶固定架1
‑
3固定在底骨架1
‑
1中部,所述行走电机固定架1
‑
4固定在底骨架1
‑
1前侧上。
8.进一步的,所述控制装置3安装在底骨架1
‑
1后面中间位置,具体包括控制柜,所述控制装置3通过传出的控制信号,控制作业机的前进、后退、旋松和拧紧涂油运动。
9.进一步的,所述作业装置5有四路,可同时独立作业,安装在作业机构固定架1
‑
2,每一路作业装置5具体包括作业电机5
‑
1、联轴器5
‑
2、扭矩传感器 5
‑
3、联轴器5
‑
4行星轮变速机5
‑
5、套筒5
‑
6、花键套筒5
‑
7、带座轴承5
‑
8、盖板5
‑
9、冲击扳手5
‑
10、扳头花键座5
‑
11、扳头旋转套5
‑
12,所述作业电机 5
‑
1通过联轴器5
‑
2和扭矩传感器5
‑
3连接,扭矩传感器5
‑
3通过联轴器5
‑
4 和行星轮变速机5
‑
5连接,行星轮变速机5
‑
5输出轴通过套筒5
‑
6与冲击扳手 5
‑
10连接,花键套筒5
‑
7穿过带座轴承5
‑
8,盖板5
‑
9与冲击扳手5
‑
10上端连接,扳头花键座5
‑
11连接冲击扳手5
‑
10和扳头旋转套5
‑
12。
10.进一步的,所述下压装置6包括手压杆6
‑
1、铰链座6
‑
2、液压杆6
‑
3和冲击总成压杆
6
‑
4,所述手压杆6
‑
1压杆一端通过铰链座6
‑
2固定在作业机构框架1
‑
2上,中间通过液压杆6
‑
3相连,冲击总成压杆6
‑
4通过铰链座6
‑
2固定在盖板上。
11.进一步的,所述涂油装置7包括油桶7
‑
1、油泵7
‑
2、油管7
‑
3和涂油口5
‑
13,所述油桶7
‑
1固定在油桶固定架1
‑
3上,油桶7
‑
1上连接有油泵7
‑
2,再通过油管7
‑
3连接到扳头旋转套5
‑
12的油口5
‑
13上。
12.进一步的,所述定位装置8包括红外传感器8
‑
2,所述红外传感器8
‑
2通过支架8
‑
1连接到底骨架1
‑
1上。
13.进一步的,所述走行装置9包括行走轮9
‑
1、连接轴9
‑
2、行走电机9
‑
3、编码器9
‑
4,所述行走尼龙轮9
‑
1和行走电机9
‑
3通过轴9
‑
2连接,所述行走电机9
‑
3通过联轴器与编码器9
‑
4连接。
14.进一步的,所述作业机还包括防护外壳体10,所述防护外壳体10设置在作业机架1上。
15.综上所述,由于采用了上述技术方案,本发明的有益效果是:
16.1.本发明提供的一种半自动四头轨道螺栓作业机,动力由蓄电池提供,可更换后持续作业,解决了液压内燃机扳手操作过程中造成的污染并且极大程度上降低了噪音;手提交流电扳手操作过程中必须有工人拖着电线工作,存在安全风险,相比于提高了安全系数;大大地减轻劳动者的工作强度,提高工作效率和质量。
17.2.本发明中提供的控制系统能按照螺栓作业流程的实际要求设定条件参数,作业过程操作者可以通过显示屏发出指令,通过plc控制器控制,能够准确位移、智能定位轨枕螺栓位置并执行螺栓的旋紧、旋松以及涂油作业并且扭力恒定,实时检测在作业过程中输出的扭矩值,实现智能化作业。具有自动化程度高、安全、可靠等优点。
18.综上,本发明提供的四头扳手的轨道螺栓作业机,大大提高了工作效率,同时本发明通过正转静扭,反转旋松的作业方式,既可以保证静扭时,扭矩的精准检测,也可以完成锈蚀锁死螺栓的旋松。
附图说明
19.图1为本发明未设置防护外壳体时的结构示意图;
20.图2为本发明的结构示意图;
21.图3为本发明作业机架的结构示意图;
22.图4为本发明作业装置的结构示意图;
23.图5为本发明下压装置的结构示意图;
24.图6为本发明的正视图;
25.图7为本发明的俯视图;
26.图8为本发明的侧视图;
27.图中所示:作业机架1;底骨架1
‑
1;作业机构固定架1
‑
2;油桶固定架1
‑
3;行走电机固定架1
‑
4;电源装置2;控制装置3;显示装置4;作业装置5;作业电机5
‑
1;联轴器5
‑
2;扭矩传感器5
‑
3;联轴器5
‑
4;行星轮变速机5
‑
5;套筒5
‑
6;花键套筒5
‑
7;带座轴承5
‑
8;盖板5
‑
9;冲击扳手5
‑
10;扳头花键座5
‑
11;扳头旋转套5
‑
12;下压装置6;手压杆6
‑
1;铰链座6
‑
2;液压杆6
‑
3;冲击总成压杆6
‑
4;涂油装置7;油桶7
‑
1;油泵7
‑
2;油管7
‑
3;涂油口5
‑
13;定位装置8;
接收到拧紧控制信号时,整机开始启动,待定位装置8扫描到轨道螺栓时,准确定位停车,此时作业电机5
‑
1正转,作业人员压动下压装置6,四路同时工作,当扭矩传感器检测到电动作业扳手达到拧紧螺栓规定扭矩值时,作业电机5
‑
1 停止工作,电动作业扳手停止旋转作业,待四路完全作业结束后,抬起下压装置6即可,完成一次拧紧作业过程,拧紧过程也可同时进行涂油作业。一次旋松/拧紧作业过程完成后,重复进行即可。
35.具体的,下压装置6包括手压杆6
‑
1、铰链座6
‑
2、液压杆6
‑
3和冲击总成压杆6
‑
4,所述手压杆6
‑
1压杆一端通过铰链座6
‑
2固定在作业机构框架1
‑
2上,中间有液压杆6
‑
3相连,冲击总成压杆6
‑
4通过铰链座6
‑
2固定在盖板5
‑
9上,来实现作业时电动作业扳手总成的上、下往复位移。在旋松拧紧作业时,由于每个螺栓组件的实际情况不尽相同,这就会导致四路作业时间不完全同步,存在时间间隔,液压杆6
‑
3的存在完全解决了时间间隔问题,保证作业的独立性,彻底性。
36.具体的,涂油装置7包括油桶7
‑
1、油泵7
‑
2、油管7
‑
3和涂油口5
‑
13,所述油桶7
‑
1固定在油桶固定架1
‑
3上,油桶7
‑
1上连接有油泵7
‑
2,再通过油管7
‑
3连接到四路扳头旋转套5
‑
12的油口5
‑
13上。涂油作业仅在螺栓拧紧作业时,涂油装置7才会启动,油泵7
‑
2通过油管7
‑
3向四路独立相连的扳头旋转套5
‑
12油口提供定量油脂,提供的油量通过调节油泵7
‑
2的功率可以控制;所涂油脂完全覆盖螺栓组件上,从而对螺栓起到防锈保护作用。
37.具体的,定位装置8包括红外传感器8
‑
2,所述红外传感器8
‑
2通过支架 8
‑
1连接到底骨架1
‑
1上。当红外传感器8
‑
2扫描到螺栓时,行走电机9
‑
3制动,作业电机5
‑
1启动从而带动作业机构开始作业。
38.具体的,走行装置9包括行走轮9
‑
1、连接轴9
‑
2、行走电机9
‑
3、编码器 9
‑
4,所述行走尼龙轮9
‑
1和行走电机9
‑
3通过轴9
‑
2连接,所述行走电机9
‑
3 通过联轴器与编码器9
‑
4连接,主要负责整机的前进后退;当红外传感器扫描到螺栓时,编码器9
‑
4控制移动距离来保证整机制动后扳头旋转套5
‑
12在螺栓正上方位置。
39.作业机设有防护外壳体10,防护外壳体10设置在作业机架1上,防护外壳体10是根据作业机构装置5和油桶7
‑
1装置及控制柜结构尺寸,用铁板做的一个保护壳来防止外界污染和降低外界所带来的一些不良影响。
40.以上所述仅为本发明的较佳实施例,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1