一种智能钢绞线穿孔设备及方法与流程
1.本发明属于路桥施工辅助设备领域,特别涉及一种智能钢绞线穿孔设备及方法。
背景技术:
2.在路桥的建设过程中,尤其是高铁桥梁的建设,预制桥梁的使用数量越来越多范围越来越广,钢绞线下料穿索是预应力施工中首道工序。
3.传统的钢绞线下料通常采用人工下料,人工下料穿索劳动强度大,而且需要大量的劳动力,同时效率底下,往往会因为进度跟不上而影响下道工序;人工下料穿索需较大的场地空间,必须是先下完料然后再穿索,这样下料长度不容易控制,经常导致梁的另一端钢绞线长短不一,或超过要求的长度。
4.现有一种钢绞线穿孔机,其虽然可实现自动穿孔的功能,但是装置固定在普通的移动式龙门架上,在定位时需要采用人工定位,并且在装置移动转移的过程中也需要人工进行移动,费时费力,并且在穿孔的过程中无法统计钢绞线的使用量,不能提醒剩余的钢绞线的长度,无法确定安全穿线长度,容易造成误操作,造成资源浪费并且延误工期。以上背景技术内容的公开仅用于辅助理解本发明的发明构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日已经公开的情况下,上述背景技术不应当用于评价本技术的新颖性和创造性。
技术实现要素:
5.本发明的目的在于提供一种智能钢绞线穿孔设备及方法,从而克服现有的钢绞线穿孔机无法自动对准孔位,自动移动以及无法计算钢绞线的剩余量的缺陷。
6.为实现上述目的,本发明提供了一种智能钢绞线穿孔设备,包括:主架体,其包括竖架和横架,所述竖架共有两个,其包括相对的第一端和第二端,所述横架设于两个所述竖架之间并与其相互垂直,所述横架的两端分别与所述第一端连接,所述竖架中设有第一导轨,所述第一导轨从所述第一端指向所述第二端,所述横架上设有第一摄像头;滑车,其包括车板,所述车板与所述第二端相互连接并与所述竖架相互垂直,所述车板上设有若干个第一滚动轮组,所述第一滚动轮组与所述竖架位于所述车板的不同侧;移动架,所述移动架设于两个所述竖架之间,所述移动架的两端分别以可滑动的方式套设在两根所述第一导轨上,在所述移动架的两端之间设有若干根第二导轨;穿线装置,其以可滑动的方式设于所述第二导轨上,所述穿线装置包括位置相对且相互连通的进线孔和出线孔,所述进线孔和所述出线孔之间设有夹轮组件,所述穿线装置上设有第二摄像头和激光发射器,所述第二摄像头的拍摄方向朝向所述出线孔,所述激光发射器安装在所述进线孔所在的一侧,所述穿线装置上还设有第二电机,其用于驱动所述夹轮组件运行;第一驱动组件,其包括设于所述车板上的第一电机,所述第一电机包括两个输出端,所述第一电机的两个输出端上分别设有第一离合器和第二离合器,所述第一离合器通过所述第一传动部与所述第一滚动轮组连接以能够驱动其进行转动,所述第二离合器通过第二传动部与所述移动架连接以能够驱动
其沿所述第一导轨进行滑动;第二驱动组件,其包括两个卷线器,两个所述卷线器分别设在一个所述车板上,每个所述卷线器与一根钢索的一端连接,两根所述钢索的另一端分别与所述穿线装置的两端连接以驱动其沿所述第二导轨进行滑动;出线装置,其包括移动座和绞线桶,所述移动座设有第二滚动轮组,所述移动座通过连接线以可拆卸的方式与所述滑车相互连接,所述移动座上设有第三导轨,所述第三导轨与所述第二导轨相互平行,所述绞线桶通过线桶座以可滑动的方式设于所述第三导轨上,所述绞线桶与所述线桶座之间转动连接且该转动轴线与所述第三导轨相平行,所述绞线桶的一端设有导线孔,所述导线孔处设有激光接收器,所述激光接收器的方向与所述激光发射器相对正,当所述穿线装置移动时,所述线桶能够随所述穿线装置同步移动并使所述导线孔始终与所述进线孔相对,所述线桶座设有重力传感器;控制器,其内部设有液压站、动力电池和控制单元,所述控制单元与所述液压站、所述动力电池、所述第一摄像头、所述第二摄像头、所述第一电机、所述第二电机、所述卷线器、所述激光发射器、所述激光接收器和所述重力传感器电性连接。
7.优选的,上述技术方案中,所述第一离合器和所述第二离合器为电磁离合器,并同时与所述控制单元电性连接。
8.优选的,上述技术方案中,所述滑车上还设有支撑组件,其包括:液压缸,其共有若干个,所述液压缸的缸体与所述液压站连接并安装在所述车板上;支撑板,其与所述车板相互平行并与所述液压缸的伸缩端连接,并与所述第一滚动轮组位于所述车板的同一侧,所述液压缸能够驱动所述支撑板向远离所述车板的方向移动。
9.优选的,上述技术方案中,所述第一传动部包括第一链条以及安装在所述第一链条内的两个第一链轮,其中一个所述第一链轮与所述第一离合器的输出端连接,另一个所述第一链轮与所述第一滚动轮组连接。
10.优选的,上述技术方案中,所述第二传动部包括:第二链轮,其与所述第二离合器的输出端连接;第三链轮,其以可转动的方式设于所述所述第一端;链轮座,其设于所述车板上,所述链轮座的两端分别设有一个第四链轮,两个所述第四链轮能够同步转动;第二链条,其安装在所述第二链轮与其中一个所述第四链轮之间;第三链条,其安装在所述第三链轮与另一个所述第四链轮之间。
11.优选的,上述技术方案中,所述移动架的两端分别设有一个移动架座,所述移动架座以可滑动的方式套设在所述第一导轨上,所述移动架座与所述第三链条固定连接,所述第二导轨安装在两个所述移动架座之间。
12.优选的,上述技术方案中,所述移动架座上开设有过线孔,所述过线孔处还设有可转动的导线轮,所述钢索能够从所述过线孔中通过并与所述导线轮的侧部相互接触。
13.优选的,上述技术方案中,所述出线装置还包括第三电机、减速器和螺杆,所述第三电机安装在所述移动座上,所述第三电机的输出端通过减速器与所述螺杆的一端连接,所述螺杆的另一端穿过所述线桶座,当所述螺杆转动时,能够驱动所述线桶座沿所述第三导轨移动;所述线桶座上设有第四电机,所述第四电机能够驱动所述绞线桶进行转动。
14.优选的,上述技术方案中,所述导线孔处设有绞线夹组件,其与所述控制单元电性连接。
15.为实现上述目的,另一方面,本发明还公开了一种智能钢绞线穿孔方法,其通过上述智能钢绞线穿孔装置来实现,包括如下步骤:
连接出线装置:将所述出线装置通过所述连接线与所述滑车相互连接,将绞线从所述出线装置中的所述导线孔中拉出,穿过所述进线孔,从所述出线孔向外伸出;移动穿孔设备:使所述第一离合器结合,使所述第二离合器分离,所述第一电机驱动所述第一滚动轮组使装置向前行驶至穿孔工位;孔位扫描:通过所述第一摄像头对穿孔面进行扫描,预判每个穿线孔的孔位坐标并规划路线;对正穿线孔:使所述穿线装置沿横向和纵向进行移动,通过所述第二摄像头二次精确找准穿线孔的孔位,与此同时,所述出线装置随所述穿线装置的横向移动进行水平方向移动,所述绞线桶再随所述出线装置在竖直方向的移动进行转动,从而使绞线顺导;穿线,启动所述第二电机驱动所述夹轮组件向穿线孔中穿入绞线,完成穿线作业,当所述出线装置中的剩余钢绞线无法达到安全长度时,所述出线装置会自动预警提示更换钢绞线。
16.与现有的技术相比,本发明具有如下有益效果:1. 本发明中的智能钢绞线穿孔设备通过在主架体的底部设置有带有第一滚动轮组的滑车,通过第一驱动组件对其实现了自动移动,并且通过第一驱动组件和第二驱动组件还能够驱动穿线装置实现自动对准孔位坐标,当穿线装置移动时,出线装置能够随其同步移动,并且能够准确判断出线长度与剩余长度,实现了对钢绞线长度的安全监控。
17.2. 本发明中的穿线装置在自动找准穿线孔的坐标时,能够先通过第一摄像头对穿孔表面的所有孔位进行位置预判并规划行走路线,然后在穿线装置移动的过程中,通过第二摄像头能够对孔位进行精准定位,进行穿线,穿线装置可以通过钢绞线桶传感器计算钢绞线剩余长度,并自动计算不同穿线孔钢绞线长度,最佳下料组合,实现材料剩余最少,节约材料。
18.3. 本发明中的第一驱动组件包括一台双输出端的第一电机,第一电机的两个输出端分别通过第一离合器与驱动第一滚动轮组的第一传动部连接,通过第二离合器与驱动移动架纵向滑动的第二传动部连接,通过对第一离合器和第二离合器的控制便能够方便地实现两种动力输出形式的切换,并且第一离合器和第二离合器均采用电磁离合器的结构,使其具有更快的响应速度以及更小的设计结构。
19.4. 本发明中的穿线装置上设置设置有激光发射器,在出线装置上设有有激光接收器,能够在穿线装置的运动过程中使出线装置也能够随其进行移动和转动,从而使导线孔与进线孔的位置始终相互对正。
20.5. 本发明中的第二驱动组件包括有两个卷线器,两个卷线器通过钢索与穿线装置的两端连接,通过控制两个卷线器的伸缩对穿线装置的位置进行控制,其结构简单方便并且钢索的设计位置布局更加灵活。
21.6. 本发明中的滑车上设置有若干个第一滚动轮组,能够提升装置的通过性。
22.7. 本发明中的滑车上设置有可液压升降的支撑组件,其能够在装置定位作业的过程中,对其底部实现支撑定位,增强装置的整体稳定性。
23.8. 本发明中的移动架座上设置有过线孔和导线轮,过线孔能够起到钢索定位的作用,导线轮能够起到辅助钢索进行弯折并且对其移动进行导向的作用。
24.9. 本发明中的出线装置通过可拆卸的连接线与移动座之间进行连接,从而使主
架体在移动时带动出线装置一同移动。
25.10. 本发明中的绞线桶的导线孔处安装有绞线夹组件,能够在钢绞线在不出线时,将其头部夹住,以防止钢绞线的头部回缩或被向外误拉拽,能够方便操作者进行取用。
附图说明
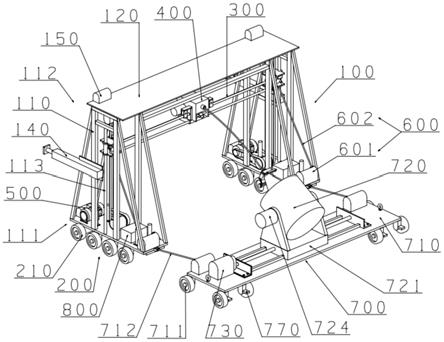
26.图1是实施例一中的智能钢绞线穿孔设备结构图。
27.图2是实施例一中的主架体的结构图。
28.图3是实施例一中的移动架的结构图。
29.图4是实施例一中的穿线装置的结构图。
30.图5是实施例一中的出线装置的结构图。
31.主要附图标记说明:100-主架体,110-竖架,111-第一端,112-第二端,113-第一导轨,120-横架,130-第一摄像头,140-伸缩缸,150-拉绳卷线盘;200-滑车,201-车板,210-第一滚动轮组,220-支撑组件,221-液压缸,222-支撑板;300-移动架,301-第二导轨,310-移动架座,311-过线孔,312-导线轮;400-穿线装置,401-进线孔,402-出线孔,410-第二摄像头,420-激光发射器,430-第二电机;500-第一驱动组件,501-第一电机,502-第一离合器,503-第二离合器,510-第一传动部,511-第一链条,512-第一链轮,520-第二传动部,521-第二链轮,522-第三链轮,523-链轮座,524-第四链轮,525-第二链条,526-第三链条;600-第二驱动组件,601-卷线器,602-钢索;700-出线装置,710-移动座,711-第二滚动轮组,712-连接线,713-第三导轨,720-绞线桶,721-线桶座,722-导线孔,723-激光接收器,724-第四电机,730-第三电机,731-减速器,732-螺杆,740-绞线夹组件,741-驱动主机,742-夹臂,743-夹板,750-连接线卷线盘,760-吊环,770-锁轮器;800-控制器。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”“上”、“下”、“前”、“后”“左”、“右”、“竖直”、“水平”、“顶”、“底”、“顶部”、“底部”、“顶面”、“底面”、“内”、“外”、“内侧”、“外侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
34.在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、
小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到术语“第一”、“第二”、“第三”只是用于描述目的以及区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
35.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。下面根据本发明的整体结构,对其实施例进行说明。
36.实施例一:如图1到图5所示,该实施例中的智能钢绞线穿孔设备包括:主架体100,竖架110,第一端111,第二端112,第一导轨113,横架120,第一摄像头130,伸缩缸140,拉绳卷线盘150,滑车200,车板201,第一滚动轮组210,支撑组件220,液压缸221,支撑板222,移动架300,第二导轨301,移动架座310,过线孔311,导线轮312,穿线装置400,进线孔401,出线孔402,第二摄像头410,激光发射器420,第二电机430,第一驱动组件500,第一电机501,第一离合器502,第二离合器503,第一传动部510,第一链条511,第一链轮512,第二传动部520,第二链轮521,第三链轮522,链轮座523,第四链轮524,第二链条525,第三链条526,第二驱动组件600,卷线器601,钢索602,出线装置700,移动座710,第二滚动轮组711,连接线712,第三导轨713,绞线桶720,线桶座721,导线孔722,激光接收器723,第四电机724,第三电机730,减速器731,螺杆732,绞线夹组件740,驱动主机741,夹臂742,夹板743,连接线卷线盘750,吊环760,锁轮器770,控制器800。
37.主架体100包括两个竖架110和一个横架120,竖架110与地面相互垂直包括相对的第一端111和第二端112,横架120安装在两个竖架110之间并与其相互垂直,横架120的两端分别与第一端111相互焊接,在竖架110中安装有第一导轨113,第一导轨113从第一端111指向第二端112,横架120上的中部安装有第一摄像头130,第一摄像头130的拍摄方向朝向主架体100的前方,滑车200包括车板201,车板201的顶部与第二端112相互焊接并与竖架110相互垂直,车板201的底部安装有八个第一滚动轮组210;滑车200上还设有安装有支撑组件220,其包括液压缸221和支撑板222,液压缸221共有四个,液压缸221的缸体安装在车板201上;支撑板222与车板201相互平行并与液压缸221的伸缩端连接,支撑板222位于车板201的底部,液压缸221能够驱动支撑板222向远离车板201的方向移动;在主架体100的两侧分别安装有一个伸缩缸140,伸缩缸140的伸缩端能够从主架体100的前方向外延伸,在横架120和车板201上分别安装有一个拉绳卷线盘150,在使用时,拉绳卷线盘150中的拉绳的端部与梁端连接,通过伸缩缸140的伸缩端将梁端的端面进行支撑,从而能够对主架体100在穿线的过程中进行固定,提升其稳定性。
38.移动架300安装在两个竖架110之间,在移动架300的两端分别安装有一个移动架座310,移动架座310以可滑动的方式套设在第一导轨113上,移动架座310与第三链条526固定连接,安装在两个移动架座310之间安装有三条第二导轨301,移动架座310上开设有过线孔311,过线孔311处还安装有可转动的导线轮312。
39.在主架体100上还安装有第一驱动组件500,其包括安装在车板201的顶面上的第
一电机501,第一电机501包括两个输出端,第一电机501的两个输出端上分别安装有第一离合器502和第二离合器503,第一离合器502通过第一传动部510与第一滚动轮组210连接以能够驱动其进行转动,第二离合器503通过第二传动部520与移动架300连接以能够驱动其沿第一导轨113进行滑动,第一离合器502和第二离合器503为电磁离合器,第一传动部510包括第一链条511以及安装在第一链条511内的两个第一链轮512,其中一个第一链轮512与第一离合器502的输出端连接,另一个第一链轮512与第一滚动轮组210相互连接;第二传动部520包括:第二链轮521、第三链轮522、链轮座523、第二链条525和第三链条526,第二链轮521与第二离合器503的输出端连接,第三链轮522以可转动的方式安装在第一端111,链轮座523安装在车板201的顶部,链轮座523的两端分别安装有一个第四链轮524,两个第四链轮524同轴连接并能够同步转动,第二链条525安装在第二链轮521与其中一个第四链轮524之间,第三链条526安装在第三链轮522与另一个第四链轮524之间。
40.穿线装置400安装在第二导轨301上并能沿其滑动,穿线装置400包括位置相对且相互连通的进线孔401和出线孔402,在进线孔401和出线孔402之间安装夹轮组件,穿线装置400上还安装有第二摄像头410和激光发射器420,第二摄像头410的拍摄方向朝向出线孔402,激光发射器420安装在进线孔401所在的一侧,穿线装置400上还安装有第二电机430,其用于驱动夹轮组件运行。
41.在主架体100上还安装有第二驱动组件600,其包括两个卷线器601,两个卷线器601分别安装在一个车板201的顶面,每个卷线器601的卷线轴都与一根钢索602的一端连接,两根钢索602的另一端分别绕过导线轮312并且穿过过线孔311与穿线装置400的两端连接以驱动其沿第二导轨301进行滑动。
42.出线装置700包括移动座710和绞线桶720,移动座710的底部安装有第二滚动轮组711,在第二滚动轮组711中设置有锁轮器770,锁轮器770能够将第二滚动轮组711进行锁死,移动座710的顶部安装有连接线卷线盘750,连接线卷线盘750共有两个并分别位于移动座710的两侧,移动座710通过连接线712以可拆卸的方式与滑车200相互连接,连接线712的两端分别与滑车200的后端和连接线卷线盘750之间,移动座710上安装有第三导轨713,第三导轨713与第二导轨301相互平行,线桶座721以可滑动的方式安装在第三导轨713上,在移动座710上安装有第三电机730,第三电机730的输出端通过减速器731与螺杆732的一端连接,螺杆732的另一端穿过线桶座721,当螺杆732转动时,能够驱动线桶座721沿第三导轨713移动,绞线桶720以可转动的方式安装在线桶座721上,该转动轴线与第三导轨713相平行,线桶座721上还安装有第四电机724,第四电机724能够驱动绞线桶720进行转动,绞线桶720的一端开设有导线孔722,导线孔722处安装有激光接收器723,激光接收器723的方向与激光发射器420相对正,当穿线装置400移动时,线桶720能够随穿线装置400同步移动并使导线孔722始终与进线孔401相对,线桶座721的内部安装有重力传感器,导线孔722处安装有绞线夹组件740,该绞线夹组件740包括:驱动主机741、夹臂742和夹板743;夹臂742共有两根,驱动主机741安装在导线孔722处,两根夹臂742的一端分别以可转动的方式安装在驱动主机741的两端,两根夹臂742的另一端能够在驱动主机741的驱动下相互靠近或远离,两根夹臂742的另一端分别焊接有一块夹板743;在移动座710的两侧的顶部分别安装有一个吊环760,以能够方便在狭窄的空间内通过龙门吊对移动座710进行吊装转移。
43.在滑车200上安装有控制器800,该控制器800的内部安装有液压站、动力电池和控
制单元,控制单元与液压站、动力电池、第一摄像头130、第二摄像头410、第一电机501、第二电机430、卷线器601、激光发射器420、激光接收器723、重力传感器、第一离合器502、第二离合器503、第三电机730、第四电机724以及驱动主机741电性连接。
44.实施例二:该实施例中的智能钢绞线穿孔方法需要通过实施例一中的智能钢绞线穿孔设备来进行实施,其具体步骤如下:绞线桶安装钢绞线:钢绞线未安装牢固前,严禁打开包装及包装绳,防止钢绞线弹开伤人;绞线桶720朝上打开桶口,然后吊装钢绞线,调整绞线桶720内部的筒壁直径的大小,使用限位器进行固定。打开钢绞线包装(不拆开包装绳),寻找钢绞线线端,打开740绞线夹,将钢绞线穿过722导线孔,外露30cm,关闭740绞线夹。关闭桶口,对绞线桶进行检查,确认安装牢固后,使用液压剪剪断包装绳,清理包装线及包装。
45.连接出线装置:在控制器800上输入钢绞线型号,计算器自动计算安装前后重量,除于每延米重量得到钢绞线总长度;将出线装置400通过连接线712与滑车200相互连接,使绞线夹组件740中的两个夹板743打开,将绞线从出线装置700中的导线孔722中拉出,穿过进线孔401,从出线孔402向外伸出;移动穿孔设备:控制第一离合器502结合,第二离合器503分离,第一电机501通过第一传动部510驱动第一滚动轮组201使装置向前行驶至穿孔工位;出线装置应与穿线装置根据场地大小情况,保持适当距离,工作范围周围2米布置警示标语,防止工作过程,人员闯入。
46.安装固定:通过锁轮器770将第二滚动轮组711固定锁死,将伸缩缸140的伸缩端顶住箱梁的端面,使拉绳卷线盘150中的拉绳的端部固定在箱梁的端面上。
47.孔位扫描:通过第一摄像头130对穿孔面进行扫描,记录每个穿线孔的孔位坐标,并对每个孔自动进行编号,在控制器输入每孔钢绞线需要长度及根数。系统将自动优化不同钢绞线最佳下料组合,及穿孔行走路径。
48.对正穿线孔:控制第一离合器502分开,第二离合器503结合,使第一电机501通过第二传动部520驱动移动架300纵向移动,再通过卷线器601驱动穿线装置400沿横向进行移动,通过第二摄像头410二次精确找准穿线孔的孔位,与此同时,出线装置700在第三电机730的驱动下,随穿线装置400的横向移动进行水平方向移动,绞线桶720在第四电机724的驱动下随出线装置700在竖直方向的移动进行转动,从而使绞线顺导;穿线,启动第二电机430驱动夹轮组件向穿线孔中穿入绞线,完成穿线作业,切割机对钢绞线进行切割,切割完成钢绞线继续前进10-20cm,方便人工穿钢绞线。
49.综上所述,本发明通过在主架体的底部设置有带有第一滚动轮组的滑车,通过第一驱动组件对其实现了自动移动,并且通过第一驱动组件和第二驱动组件还能够驱动穿线装置实现自动对准孔位坐标,当穿线装置移动时,出线装置能够随其同步移动,并且其内部的重力传感器能够根据钢绞线的重量,准确判断出线长度与剩余长度,实现了对钢绞线长度的安全监控。
50.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的,这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化,尽管已经示出和描述了本发明的实施例,但本具体实施例仅仅是对本发明的解释,
其并不是对发明的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够在阅读完本说明书后可在不脱离本发明的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换、变型以及各种不同的选择和改变,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1