钢轨弧面打磨小车及钢轨打磨车的制作方法
1.本实用新型涉及轨道工程机械技术领域,尤其涉及一种钢轨弧面打磨小车及钢轨打磨车。
背景技术:
2.打磨小车是打磨作业的执行机构,是钢轨打磨列车的关键组成部件,在打磨列车上具有重要的地位与作用。同时,打磨列车所要求的打磨动作、质量、效率和打磨工艺的先进性等最终都要由打磨小车来体现。而打磨小车中最核心的部分就是打磨单元,打磨单元直接作用在钢轨上实现打磨作业,所以打磨单元的机构设计、合理性和动作的精确性就显得十分重要。
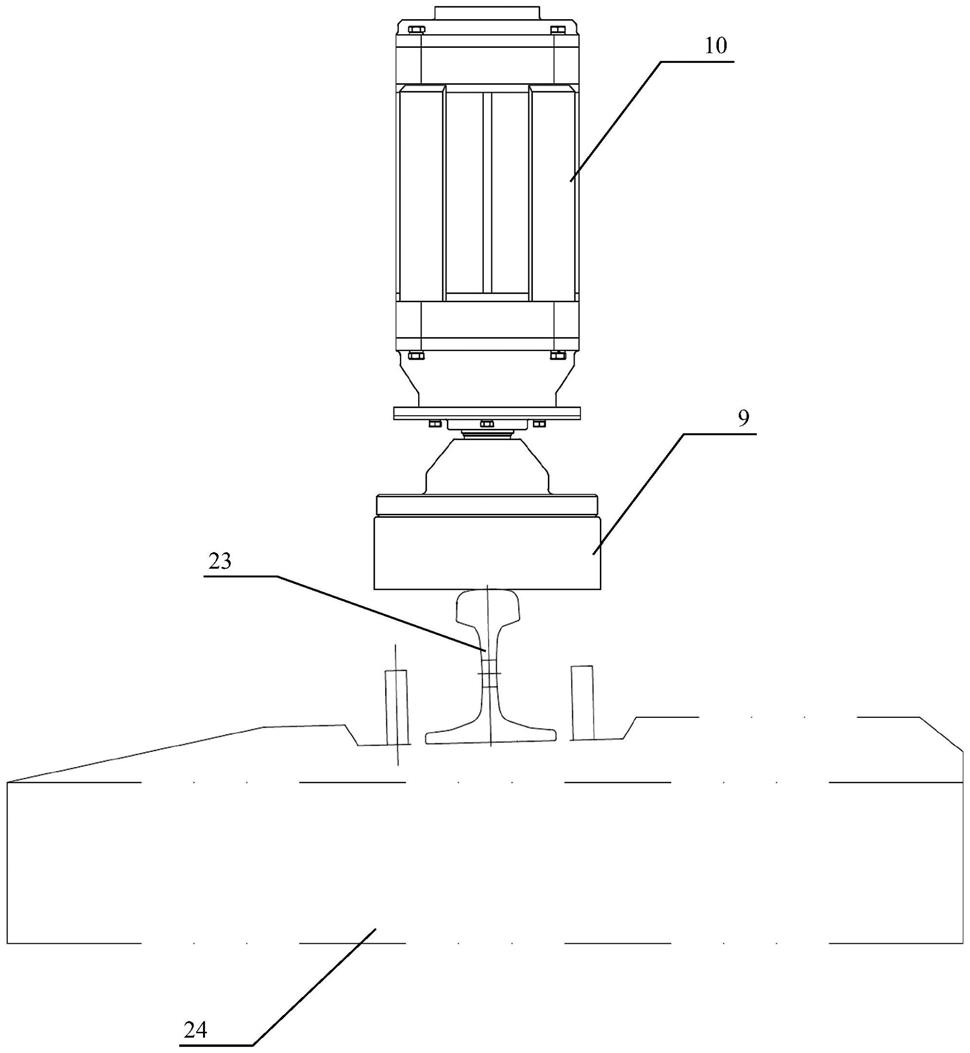
3.目前,国内大部分钢轨打磨车采用磨石平面对固定于轨枕24上的钢轨23进行磨削,如附图1所示。这种方法通过打磨电机10带动打磨砂轮9端面的旋转运动实现对钢23轨轨面的磨削,但是这种打磨方式打磨后容易出现廓面打磨不充分、廓面有多个连续小切面。并且,波浪磨耗病害无法去除,并且打磨后钢轨的面粗糙度较大,通常在10微米以下。尤其是,在道岔区域等设施附近,如护轨、涂油器等部位,由于砂轮盘的直径比较大,通常在260mm左右,并且砂轮还需要做偏转动作,所以打磨时磨石容易触碰到钢轨两侧的障碍物。因此,打磨作业前经常需要拆除钢轨两旁设备,操作难度比较大并且很费时间。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供一种钢轨弧面打磨小车及钢轨打磨车,以解决现有打磨小车对钢轨廓形面打磨不充分,无法正常通过道岔区域,结构复杂,打磨偏转角度有限的技术问题。
5.为了实现上述实用新型目的,本实用新型具体提供了一种钢轨弧面打磨小车的技术实现方案,钢轨弧面打磨小车,包括:
6.车架,以及安装于所述车架上的钢轨打磨单元;
7.所述钢轨打磨单元包括:
8.横移机构;
9.打磨电机,其输出轴与打磨砂轮相连;
10.用于安装所述打磨电机,并可活动地连接至所述横移机构的打磨单元架;
11.连接于所述打磨单元架与打磨电机之间的偏转机构;
12.以及连接于所述偏转机构与打磨电机之间的下压机构。
13.进一步的,所述横移机构包括第一横移构件、第二横移构件及横移驱动机构,所述第一横移构件与第二横移构件组成水平移动副,所述第二横移构件能在横移驱动机构的带动下沿第一横移构件移动。所述打磨单元架通过第二横移构件可活动地安装于第一横移构件上。所述横移驱动机构的一端安装于打磨单元架上,另一端安装于钢轨弧面打磨小车的车架上。
14.进一步的,所述下压机构包括第一下压构件、第二下压构件及下压驱动机构,所述第一下压构件与第二下压构件组成升降移动副,所述第一下压构件能在下压驱动机构的带动下沿第二下压构件移动。所述第二下压构件的下部设置有电机安装座,所述第二下压构件的上部通过连接盘与打磨电机固定。所述下压驱动机构的一端与第一下压构件相连,另一端与所述连接盘相连。
15.进一步的,所述偏转机构包括偏转驱动机构及偏转架,所述偏转驱动机构的一端固定于打磨单元架上,另一端与所述偏转架相连。所述偏转架与第一下压构件连接为一个整体并朝向左右两侧延伸,所述偏转架的一侧与打磨单元架相铰接,另一侧铰接至打磨单元架后向外延伸再与所述偏转驱动机构的活动端相铰接。
16.进一步的,所述车架沿作业方向安装有两列钢轨打磨单元,其中位于同一侧的每一个钢轨打磨单元的打磨砂轮工作面均对应钢轨的一段圆弧面,通过单侧的若干个钢轨打磨单元的打磨砂轮组合实现对单侧钢轨整个打磨面的包络。
17.进一步的,所述车架的单侧安装有至少5个钢轨打磨单元,所述钢轨打磨单元的打磨砂轮的工作面包括正中间的r300,两侧的r80以及轨头附近的r13的圆弧面。
18.进一步的,所述车架的单侧沿纵向依次安装有5个钢轨打磨单元,分别为第一打磨单元、第二打磨单元、第三打磨单元、第四打磨单元及第五打磨单元。所述第一打磨单元的打磨砂轮的外圆周面加工有r13的圆弧面,用于打磨所述钢轨的轨头外侧r13圆弧面。所述第二打磨单元的打磨砂轮的外圆周面加工有r80的圆弧面,用于打磨所述钢轨的轨头外侧r80圆弧面。所述第三打磨单元的打磨砂轮的外圆周面加工有r300的圆弧面,用于打磨所述钢轨的轨头中部r300圆弧面。所述第四打磨单元的打磨砂轮的外圆周面加工有r80的圆弧面,用于打磨所述钢轨的轨头内侧r80圆弧面。所述第五打磨单元的打磨砂轮的外圆周面加工有r13的圆弧面,用于打磨所述钢轨的轨头内侧r13圆弧面。
19.进一步的,所述车架的单侧沿纵向依次安装有5个钢轨打磨单元,分别为第一打磨单元、第二打磨单元、第三打磨单元、第四打磨单元及第五打磨单元。所述第一打磨单元的打磨砂轮的外圆周面加工有r13的圆弧面,用于打磨所述钢轨的轨头内侧r13圆弧面。所述第二打磨单元的打磨砂轮的外圆周面加工有r80的圆弧面,用于打磨所述钢轨的轨头内侧r80圆弧面。所述第三打磨单元的打磨砂轮的外圆周面加工有r300的圆弧面,用于打磨所述钢轨的轨头中部r300圆弧面。所述第四打磨单元的打磨砂轮的外圆周面加工有r80的圆弧面,用于打磨所述钢轨的轨头外侧r80圆弧面。所述第五打磨单元的打磨砂轮的外圆周面加工有r13的圆弧面,用于打磨所述钢轨的轨头外侧r13圆弧面。
20.进一步的,所述打磨电机的输出轴通过传动箱与打磨砂轮相连。所述传动箱的一端连接电机轴,另一端连接砂轮安装盘,所述打磨砂轮固定于砂轮安装盘上。所述传动箱包括防护罩,及设置于所述防护罩的第一传动齿轮和第二传动齿轮,所述第一传动齿轮与电机轴相连,所述第二传动齿轮与砂轮转轴相连。所述打磨电机输出动力通过电机轴传递到传动箱内,并通过相互啮合的第一传动齿轮与第二传动齿轮换向传递至砂轮转轴。
21.进一步的,包括安装于钢轨打磨车的底部,并与所述车架连接的牵引机构,所述牵引机构采用竖直安装结构。
22.进一步的,所述打磨砂轮的厚度为20mm~60mm。
23.本实用新型还另外具体提供了一种钢轨打磨车的技术实现方案,钢轨打磨车,包
括:
24.车体;
25.以及设置于所述车体下部,如上所述的钢轨弧面打磨小车。
26.进一步的,包括安装于车架上,并布置于所述车架外部的防火防尘装置,钢轨打磨单元安装于车架上,并布置于防火防尘装置的内部。所述钢轨弧面打磨小车的车架上安装有车门锁闭传感器,所述防火防尘装置的车门上安装有传感器感应板。当所述车门打开时,所述传感器感应板远离车门锁闭传感器,钢轨打磨车得到车门闭锁信号。当所述车门关闭时,所述传感器感应板贴近车门锁闭传感器,钢轨打磨车得到行车允许信号。
27.通过实施上述本实用新型提供的钢轨弧面打磨小车及钢轨打磨车的技术方案,具有如下有益效果:
28.(1)本实用新型钢轨弧面打磨小车及钢轨打磨车,采用砂轮弧面打磨钢轨弧面,结构简单,打磨偏转角度大,能够对钢轨廓形面进行充分的打磨,有效降低传统砂轮平面打磨带来的波磨问题,同时兼具下压、偏转和横移机构设计,能够不触碰到钢轨两侧的障碍物进行打磨,既能满足铁路正线打磨要求,又可进行道岔打磨;
29.(2)本实用新型钢轨弧面打磨小车及钢轨打磨车,采用模块化的打磨单元设计,打磨单元架采用曲臂结构,打磨电机采用立式安装方式,并通过传动箱转换打磨方向,能够独立控制打磨电机姿态,设置灵活,打磨角度范围大,精简的结构设计,能够满足小尺寸布局和小空间安装的需求;
30.(3)本实用新型钢轨弧面打磨小车及钢轨打磨车,采用组合式钢轨打磨单元,通过1到5个弧面打磨单元实现对钢轨表面的包络式打磨,能够实现对钢轨轨面的完全覆盖,有效去除传统砂轮平面打磨带来的小平面问题,打磨后钢轨的表面粗糙度可以做到5微米以下;打磨砂轮切磨能力高,磨粒自锐性好,不断产生的磨屑会带走大量的热量,从而有效控制钢轨温度防止钢轨产生打磨发蓝现象;
31.(4)本实用新型钢轨弧面打磨小车及钢轨打磨车,打磨小车采用作业联动控制方式,在车门开启和关闭会给出检测信号,当车门开启时,打磨车不能走行动车,避免了传统钢轨打磨车在进行打磨小车内部检查和维保时,打磨车操作人员启动运行车辆对车下维保检测人员带来严重安全隐患的技术问题。
附图说明
32.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的实施例。
33.图1是现有技术采用砂轮端面打磨的原理示意图;
34.图2是本实用新型所基于的钢轨打磨单元一种具体实施例的结构示意右视图;
35.图3是本实用新型所基于的钢轨打磨单元一种具体实施例的结构示意主视图;
36.图4是本实用新型所基于的钢轨打磨单元一种具体实施例的结构示意左视图;
37.图5是图4中a部分的局部放大结构示意图;
38.图6是本实用新型所基于的钢轨打磨单元一种具体实施例的结构示意后视图;
39.图7是本实用新型所基于的钢轨打磨单元一种具体实施例的结构示意俯视图;
40.图8是本实用新型所基于的钢轨打磨单元一种具体实施例的立体结构示意图;
41.图9是本实用新型所基于的钢轨打磨单元一种具体实施例在另一视角下的立体结构示意图;
42.图10是本实用新型所基于的钢轨打磨单元一种具体实施例在状态一下的打磨原理示意图;
43.图11是本实用新型所基于的钢轨打磨单元一种具体实施例在状态二下的打磨原理示意图;
44.图12是本实用新型所基于的钢轨打磨单元一种具体实施例在状态三下的打磨原理示意图;
45.图13是本实用新型中钢轨顶面圆弧面的结构示意图;
46.图14是本实用新型所基于的钢轨打磨单元一种具体实施例中的打磨砂轮组合结构示意图;
47.图15是本实用新型钢轨弧面打磨小车一种具体实施例的结构示意图;
48.图16是本实用新型钢轨弧面打磨小车一种具体实施例去除防火防尘装置后的结构示意图;
49.图17是本实用新型钢轨弧面打磨小车一种具体实施例的结构示意主视图;
50.图18是图17中b部分的局部放大结构示意图;
51.图19是本实用新型钢轨弧面打磨小车一种具体实施例的立体结构示意图;
52.图20是本实用新型钢轨弧面打磨小车一种具体实施例中打磨砂轮的布局结构示意图;
53.图21是本实用新型钢轨弧面打磨小车另一种具体实施例中打磨砂轮的布局结构示意图;
54.图22是本实用新型钢轨打磨车一种具体实施例的结构示意图;
55.图中:1-第一横移构件,2-第二横移构件,3-打磨单元架,4-第一下压构件,5-第二下压构件,6-横移驱动机构,7-下压驱动机构,8-偏转驱动机构,9-打磨砂轮,10
‑ꢀ
打磨电机,11-电机安装座,12-连接盘,13-偏转架,14-传动箱,15-防护罩,16-第一传动齿轮,17-电机轴,18-砂轮转轴,19-砂轮安装盘,20-第二传动齿轮,21-连接梁, 22-安装座,23-钢轨,24-轨枕,25-顶部软帘,26-车门,27-底部软帘,28-提升机构, 29-牵引机构,30-走行轮,31-车门闭锁传感器,32-传感器感应板,33-臂架,34-肋板, 100-钢轨打磨单元,101-第一打磨单元,102-第二打磨单元,103-第三打磨单元,104
‑ꢀ
第四打磨单元,105-第五打磨单元,200-钢轨弧面打磨小车,300-车架,400-钢轨打磨车,500-防火防尘装置,600-车体。
具体实施方式
56.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
57.如附图1至附图22所示,给出了本实用新型钢轨弧面打磨小车及钢轨打磨车的具体实施例,下面结合附图和具体实施例对本实用新型作进一步说明。
58.实施例1
59.如附图2至附图12所示,一种本技术所基于的钢轨打磨单元100的实施例,具体包括:
60.横移机构;
61.打磨电机10,其输出轴与打磨砂轮9相连,通过打磨砂轮9的外圆周面对钢轨23 进行打磨;
62.用于安装打磨电机10,并可活动地连接至横移机构的打磨单元架3,通过横移机构能带动打磨电机10实现横移操作;
63.连接于打磨单元架3与打磨电机10之间的偏转机构,通过偏转机构能带打磨电机 10实现偏转操作;
64.以及连接于偏转机构与打磨电机10之间的下压机构,通过下压机构能带动打磨电机10实现提升及下压操作。
65.其中,打磨砂轮9的外圆周面加工为与钢轨23轨头弧面相对应的打磨工作面。打磨电机10进一步采用立式安装结构,打磨砂轮9的工作面为外圆周面,打磨电机10 的安装方向平行于打磨砂轮9的旋转工作面。
66.横移机构进一步包括第一横移构件1、第二横移构件2及横移驱动机构6,第一横移构件1与第二横移构件2组成水平移动副。打磨单元架3通过第二横移构件2可活动地安装于第一横移构件1上。横移驱动机构6的一端安装于打磨单元架3上,另一端安装于钢轨弧面打磨小车200的车架300上。通过横移驱动机构6带动打磨单元架 3在第一横移构件1上沿附图8至附图12中l所示的方向运动,进而带动打磨电机 10及打磨砂轮9在钢轨23横向的位移。
67.下压机构进一步包括第二下压构件4、第一下压构件5及下压驱动机构7,第二下压构件4与第一下压构件5组成升降移动副。第二下压构件4的下部设置有电机安装座11,第二下压构件4的上部通过连接盘12与打磨电机10固定。打磨电机10固定于电机安装座11上,电机安装座11与第二下压构件4通过螺栓连接,第二下压构件 4的上部与打磨电机10通过连接盘12固定。下压驱动机构7的一端与第一下压构件5 相连,另一端与连接盘12相连,通过下压驱动机构7带动打磨电机10在竖直方向(如附图8至附图12中h所示的方向)上下运动,进而带动通过传动箱14与打磨电机10 相连的打磨砂轮9上下运动。其中,钢轨打磨单元100中的第二下压构件4可以采用两根或者多根的结构设置。该结构两第二下压构件4的上端通过连接盘12连接,而下端没有类似连接盘12的设置,这样的结构使得钢轨打磨单元100能够具有更充足的运动空间,从而满足各种钢轨23廓形和角度的打磨需求。
68.偏转机构进一步包括偏转驱动机构8及偏转架13,偏转驱动机构8的一端固定于打磨单元架3上,另一端与偏转架13相连。偏转架13与第一下压构件5连接(焊接) 为一个整体并朝向左右两侧延伸,偏转架13的一侧与打磨单元架3相铰接,另一侧铰接至打磨单元架3后向外延伸再与偏转驱动机构8的活动端相铰接。因此,通过偏转驱动机构8能带动打磨电机10及打磨砂轮9沿附图8至附图12中w所示的方向进行偏转运动。
69.打磨单元架3进一步包括两个彼此平行并沿纵向相对设置,采用中空曲臂结构的臂架33,臂架33包括两块彼此平行并沿纵向相对设置的肋板34,第二横移构件2连接于两块
肋板34的上部,偏转驱动机构8设置于其中一个打磨单元架3的两块肋板 34之间,这样缩减了钢轨打磨单元100的横向宽度尺寸,有利于整个钢轨打磨车400 的布局和尺寸。
70.打磨电机10的输出轴进一步通过传动箱14与打磨砂轮9相连。如附图5所示,传动箱14的一端连接电机轴17,另一端连接砂轮安装盘19,打磨砂轮9固定于砂轮安装盘19上。传动箱14包括防护罩15,及设置于防护罩15的第一传动齿轮16和第二传动齿轮20,第一传动齿轮16与电机轴17相连,第二传动齿轮20与砂轮转轴18 相连。打磨电机10输出动力通过电机轴17传递到传动箱14内,并通过相互啮合的第一传动齿轮16与第二传动齿轮20换向传递至砂轮转轴18,从而带动打磨砂轮9切向转动。整个钢轨打磨单元100的结构布局非常紧凑,打磨电机10和弧面砂轮9采用上下安装的结构形式,并且采用传动箱14进行动力换向传动,极大地减小了钢轨打磨单元100的宽度尺寸,能够很好地满足小尺寸布局和小空间安装的需求,有助于整个钢轨打磨车400的空间布局和尺寸设计,并且有利于钢轨打磨车400的曲线通过性和动力学性能表现。
71.第一横移构件1进一步通过安装座22固定安装于钢轨弧面打磨小车200的车架 300上,第二横移构件2与打磨单元架3的顶部相连接,两个第二横移构件2之间设置有连接梁21。
72.打磨砂轮9的厚度进一步为20mm~60mm,打磨砂轮9的工作面加工为r300、r80 及r13中的任一种圆弧面。
73.其中,横移驱动机构6、下压驱动机构7及偏转驱动机构8可以采用油缸、气缸及电机或其他驱动方式中的任意一种。同时,实施例1描述的钢轨打磨单元100中的横移驱动机构6、下压驱动机构7及偏转驱动机构8均具备传感器,因此能对钢轨23 的位置进行精确打磨,单个弧面结构的打磨砂轮9通过横移和偏转动作即可实现对钢轨23轨顶的打磨,也可实现对轨头等区域的打磨。此外,横移机构及下压机构除了本实施例中通过导柱、导套的组合进行动作,也可以采用如:导柱、导套间通过轴承、铜套或直线轴承或滚针轴承等不同的技术方案实现类似的技术效果。
74.实施例1描述的钢轨打磨单元100采用打磨砂轮9的弧面打磨钢轨23的弧面,能够有效降低传统打磨砂轮平面打磨带来的波磨和小平面问题,同时钢轨打磨单元100 具备横移、下压及偏转机构,既能满足铁路正线打磨要求,又可进行道岔打磨。钢轨打磨单元100采用模块化设计,不但结构设计精简,不但能够满足小尺寸布局和小空间安装的需求,而且能够独立控制打磨电机10的姿态,打磨角度范围大,设置灵活,通过对钢轨打磨单元100的组合搭配能够实现对钢轨23弧面的打磨,避免了传统砂轮平面打磨带来的各种技术问题。
75.实施例2
76.如附图15至附图19所示,一种本技术钢轨弧面打磨小车200的实施例,设置于钢轨打磨车400的底部,具体包括:
77.车架300,以及安装于车架300上的钢轨打磨单元100。
78.钢轨打磨车400还可以进一步包括:
79.一端连接至钢轨打磨车400的底部,另一端与车架300连接的提升机构28;
80.安装于钢轨打磨车400的底部,并与车架300连接的牵引机构29;
81.安装于车架300上,并布置于车架300外部的防火防尘装置500,钢轨打磨单元100安装于车架300上,并布置于防火防尘装置500的内部。
82.整个钢轨弧面打磨小车200包括提升机构28、牵引机构29、走行轮30、钢轨打磨单元100、车架300、防火防尘装置500等结构。其中,提升机构28和牵引机构29均为一端与钢轨打磨车400的车体600底部连接,另一端与车架300连接。钢轨打磨单元100安装在车架300上。钢轨打磨单元100及车架300的外部设置有防火防尘系统 500,包含顶部软帘25、车门26、底部软帘27等。防火防尘系统500安装在车架300 上,能够起到密闭环境,隔离铁屑、火花及灰尘的作用。
83.其中,牵引机构29进一步采用竖直安装式结构,能够解决传统打磨小车斜拉式牵引机构带来的牵引弊端,避免斜拉式牵引杆的垂向牵引分力导致的减载作用,还能够缩短打磨装置的整体尺寸空间,有利于钢轨打磨车400的尺寸设计和布局。
84.车架300沿作业方向安装有两列钢轨打磨单元100,其中位于同一侧的每一个钢轨打磨单元100的打磨砂轮9工作面均对应于钢轨23的一段圆弧面,通过单侧的若干个钢轨打磨单元100的打磨砂轮9组合实现对单侧钢轨23整个打磨面的包络。其中,车架300 的单侧安装有至少5个钢轨打磨单元100,钢轨打磨单元100的打磨砂轮9的工作面包括正中间的r300,两侧的r80以及轨头附近的r13的圆弧面。如附图20和附图21所示,钢轨弧面打磨单元100在单侧车架300的分布关于该侧车架的几何中心点成中心对称。钢轨弧面打磨单元100在左右两侧车架300的分布关于钢轨打磨小车200的纵向中轴线成轴对称或关于钢轨打磨小车200的几何中心点成中心对称。通过此种钢轨弧面打磨单元100 的组合方式,钢轨打磨车400无需换向即可完成对钢轨23的往复式打磨,能够形成更高打磨质量的钢轨23。
85.在本实施例中,车架300的单侧沿纵向依次安装有5个钢轨打磨单元100,分别为第一打磨单元101、第二打磨单元102、第三打磨单元103、第四打磨单元104及第五打磨单元105。第一打磨单元101的打磨砂轮9的外圆周面加工有r13的圆弧面,用于打磨钢轨23的轨头外侧r13圆弧面。第二打磨单元102的打磨砂轮9的外圆周面加工有r80 的圆弧面,用于打磨钢轨23的轨头外侧r80圆弧面。第三打磨单元103的打磨砂轮9的外圆周面加工有r300的圆弧面,用于打磨钢轨23的轨头中部r300圆弧面。第四打磨单元104的打磨砂轮9的外圆周面加工有r80的圆弧面,用于打磨钢轨23的轨头内侧r80 圆弧面。第五打磨单元105的打磨砂轮9的外圆周面加工有r13的圆弧面,用于打磨钢轨23的轨头内侧r13圆弧面。
86.作为本实施例的另一种变形,车架300的单侧沿纵向依次安装有5个钢轨打磨单元100,分别为第一打磨单元101、第二打磨单元102、第三打磨单元103、第四打磨单元104 及第五打磨单元105。第一打磨单元101的打磨砂轮9的外圆周面加工有r13的圆弧面,用于打磨钢轨23的轨头内侧r13圆弧面。第二打磨单元102的打磨砂轮9的外圆周面加工有r80的圆弧面,用于打磨钢轨23的轨头内侧r80圆弧面。第三打磨单元103的打磨砂轮9的外圆周面加工有r300的圆弧面,用于打磨钢轨23的轨头中部r300圆弧面。第四打磨单元104的打磨砂轮9的外圆周面加工有r80的圆弧面,用于打磨钢轨23的轨头外侧r80圆弧面。第五打磨单元105的打磨砂轮9的外圆周面加工有r13的圆弧面,用于打磨钢轨23的轨头外侧r13圆弧面。
87.由于本实用新型具体实施例采用弧面打磨的方式,在进行钢轨打磨时,火花会根据打磨电机10的转向朝钢轨23的前端或后端喷射。因此进一步的,还可以在钢轨打磨单元100的前后端设置吸尘装置,能够快速、高效地吸收打磨粉尘和铁屑。
88.实施例2描述的钢轨弧面打磨小车200为具有10磨头的打磨小车,钢轨打磨单元100 采用前后左右对称式的结构布置,具体为采用5个为一组的组合式钢轨打磨单元100,
车架300的每一侧均具有5个弧面磨头,通过对单边钢轨对应5个弧面磨石的组合式排布,钢轨弧面打磨小车200进行一遍组合包络式打磨即可完成对钢轨23廓形的全覆盖,能够有效去除传统砂轮平面打磨带来的小平面问题。
89.实施例3
90.如附图22所示,一种本技术钢轨打磨车400的实施例,具体包括:
91.车体600;
92.以及设置于车体600下部,如实施例2所述的钢轨弧面打磨小车200。
93.如附图17和附图18所示,钢轨弧面打磨小车200的车架300上安装有车门锁闭传感器 31,防火防尘装置500的车门26上安装有传感器感应板32。当车门26打开时,传感器感应板32远离车门锁闭传感器31,钢轨打磨车400得到车门闭锁信号,钢轨打磨车 400禁止行驶。当车门26关闭时,传感器感应板32贴近车门锁闭传感器31,钢轨打磨车400得到行车允许信号,钢轨打磨车400允许作业走行。其中,车门锁闭传感器 31可以采用接触式或非接触式传感器。传统的钢轨打磨车在进行打磨小车内部检查和维修保养时,如果操作人员启动运行钢轨打磨车将会对车下维保检测人员带来很大的安全隐患。本实施例描述的钢轨打磨车400给出了一种联动控制方式,在车门26开启和关闭时均会给出检测信号,当车门26开启时,钢轨打磨车400不能走行动车。
94.本实施例描述的钢轨打磨车400可适用于地铁、高铁轨、有轨电车、普铁、道岔和城市有轨电车轨道等的预防、校正或预打磨,也能在全自动模式下打磨固定或移动的道岔。
95.实施例4
96.一种基于实施例1-3的钢轨打磨方法的实施例,具体包括以下步骤:
97.在钢轨弧面打磨小车200的车架300沿纵向安装若干个钢轨打磨单元100,钢轨打磨单元100调整至设定的横向位置及倾斜角度,并通过其打磨砂轮9的外圆周面对钢轨23的轨头进行打磨。其中每一个钢轨打磨单元100的打磨砂轮9的工作面均对应于钢轨23轨头横截面的一段圆弧面,通过打磨砂轮9的组合实现对单侧钢轨23轨头整个打磨截面的包络。
98.如附图13所示,在本实施例中,将钢轨23的顶面圆弧面共分为5段弧面,分别为正中间的r300,两侧的r80以及轨头附近的r13。因此针对钢轨23的此种弧面结构,本实施例针对同一侧的钢轨23至少设置5个钢轨打磨单元100,钢轨打磨单元100 的打磨砂轮9均采用弧面砂轮,每一个弧面砂轮均对应于钢轨23的一段圆弧面,通过组合钢轨打磨单元100的方式能够实现对整个钢轨23顶面的包络。在车架300的单侧安装至少5个钢轨打磨单元100,钢轨打磨单元100的打磨砂轮9的工作面分别对应于打磨钢轨23轨头中部r300,中部两侧r80以及最外侧r13的圆弧面。如附图14所示, a为外圆周面加工有r300圆弧面的打磨砂轮9,b为外圆周面加工有r80圆弧面的打磨砂轮9,c为外圆周面加工有r13圆弧面的打磨砂轮9,d为外圆周面未进行加工的打磨砂轮9。
99.针对于同一侧的钢轨23,本实施例通过采用5个弧面砂轮的钢轨打磨单元100组合式打磨即可实现对整个钢轨23弧面的包络,但是也可根据实际钢轨打磨车400的情况进行1到5个钢轨打磨单元100的组合和打磨策略设计,实现单个或多个打磨砂轮 (磨头)9对钢轨23的包络打磨。
100.在本实施例中,在车架300的单侧沿纵向依次安装第一打磨单元101、第二打磨单元 102、第三打磨单元103、第四打磨单元104及第五打磨单元105。在第一打磨单元101 的
打磨砂轮9的外圆周面加工r13的圆弧面,用于打磨钢轨23的轨头外侧r13圆弧面。在第二打磨单元102的打磨砂轮9的外圆周面加工r80的圆弧面,用于打磨钢轨23的轨头外侧r80圆弧面。在第三打磨单元103的打磨砂轮9的外圆周面加工r300的圆弧面,用于打磨钢轨23的轨头中部r300圆弧面。在第四打磨单元104的打磨砂轮9的外圆周面加工r80的圆弧面,用于打磨钢轨23的轨头内侧r80圆弧面。在第五打磨单元105的打磨砂轮9的外圆周面加工r13的圆弧面,用于打磨钢轨23的轨头内侧r13圆弧面。
101.作为本实施例的另一种变形,在车架300的单侧沿纵向依次安装第一打磨单元101、第二打磨单元102、第三打磨单元103、第四打磨单元104及第五打磨单元105。在第一打磨单元101的打磨砂轮9的外圆周面加工r13的圆弧面,用于打磨钢轨23的轨头内侧 r13圆弧面。在第二打磨单元102的打磨砂轮9的外圆周面加工r80的圆弧面,用于打磨钢轨23的轨头内侧r80圆弧面。在第三打磨单元103的打磨砂轮9的外圆周面加工 r300的圆弧面,用于打磨钢轨23的轨头中部r300圆弧面。在第四打磨单元104的打磨砂轮9的外圆周面加工r80的圆弧面,用于打磨钢轨23的轨头外侧r80圆弧面。在第五打磨单元105的打磨砂轮9的外圆周面加工r13的圆弧面,用于打磨钢轨23的轨头外侧r13 圆弧面。
102.在钢轨23打磨过程中,如果打磨砂轮9的切磨能力不足,磨粒自锐性差,会导致打磨砂轮9与钢轨23之间的温度急剧升高。如果打磨砂轮9的切磨能力高,磨粒自锐好,不断产生的磨屑将带走大量的热量,从而通过有效控制钢轨23的温度防止钢轨 23产生打磨发蓝现象。针对不同牌号的钢轨材料不同,钢轨的表面热处理工艺也不一样,因此钢轨表面的硬度值以及硬化层深度也有差异,所以根据不同的钢轨,本实施例中的钢轨打磨单元100选取不同的打磨砂轮9进行匹配作业以实现良好的打磨效果。在本实施例中,打磨砂轮9可以通过两种方式制备,第一种为分别预先在打磨砂轮9 的外圆周面加工r300、r80及r13的圆弧面,然后通过该圆弧面与钢轨23轨头的圆弧表面进行匹配打磨。另一种为打磨砂轮9的外圆周面预先不进行加工,利用打磨砂轮9的打磨自锐性,在打磨作业过程中,打磨砂轮9根据钢轨打磨位置的弧面自动生成相对应的弧面。
103.打磨电机10采用立式安装方式,将打磨电机10的输出轴通过传动箱14与打磨砂轮9相连,以实现打磨电机10与打磨砂轮9之间的动力换向传动。在传动箱14内设置第一传动齿轮16及第二传动齿轮20,将第一传动齿轮16与打磨电机10的电机轴 17相连,将第二传动齿轮20与打磨砂轮9的砂轮转轴18相连。打磨电机10输出动力通过电机轴17传递到传动箱14内,并通过相互啮合的第一传动齿轮16与第二传动齿轮20换向传递至砂轮转轴18,从而带动打磨砂轮9实现对钢轨23的切向打磨。
104.将打磨砂轮9的厚度设置为20mm~60mm,通过打磨砂轮9的外圆周面对钢轨23 的轨头表面进行连续的包络式打磨消除钢轨23轨头表面的小切面并确保打磨后钢轨 23的轨头表面粗糙度低于5微米。
105.在钢轨弧面打磨小车200的车架300上安装车门锁闭传感器31,在防火防尘装置500 的车门26上安装传感器感应板32。当车门26打开时,传感器感应板32远离车门锁闭传感器31,钢轨打磨车400得到车门闭锁信号,钢轨打磨车400禁止作业走行。当车门26关闭时,传感器感应板32贴近车门锁闭传感器31,钢轨打磨车400得到行车允许信号,钢轨打磨车400允许作业走行。
106.本实施例描述的钢轨打磨方法,通过打磨砂轮9的外圆周面对钢轨23的表面进行
包络式打磨,这种打磨方式能够对钢轨23的轨廓面进行充分的连续打磨,不会出现小切面并且打磨后钢轨23的表面粗糙度可以达到5微米以下。此外,由于利用打磨砂轮 9的外圆周面进行钢轨打磨,因此打磨砂轮9的厚度为20mm~60mm,相较于打磨砂轮 9的直径大幅减小了尺寸。因此,这种打磨方式在进行道岔、护轨等区域打磨时具有与生俱来的优势,能够在不触碰到钢轨两侧的障碍物的前提下进行打磨,针对道岔等区域的打磨得到了较大的提升。
107.需要特别说明的是,在本实用新型实施例中,横移驱动机构6、下压驱动机构7及偏转驱动机构8均可具体采用油缸、气缸或电缸等形式。第一横移构件1与第二横移构件2,以及第二下压构件4与第一下压构件5可以采用导套与导柱组合、导轨与滑块组合,以及齿轮与齿条组合等替代结构实现移动副功能。
108.通过实施本实用新型具体实施例描述的钢轨弧面打磨小车及钢轨打磨车的技术方案,能够产生如下技术效果:
109.(1)本实用新型具体实施例描述的钢轨弧面打磨小车及钢轨打磨车,采用砂轮弧面打磨钢轨弧面,结构简单,打磨偏转角度大,能够对钢轨廓形面进行充分的打磨,有效降低传统砂轮平面打磨带来的波磨问题,同时兼具下压、偏转和横移机构设计,能够不触碰到钢轨两侧的障碍物进行打磨,既能满足铁路正线打磨要求,又可进行道岔打磨;
110.(2)本实用新型具体实施例描述的钢轨弧面打磨小车及钢轨打磨车,采用模块化的打磨单元设计,打磨单元架采用曲臂结构,打磨电机采用立式安装方式,并通过传动箱转换打磨方向,能够独立控制打磨电机姿态,设置灵活,打磨角度范围大,精简的结构设计,能够满足小尺寸布局和小空间安装的需求;
111.(3)本实用新型具体实施例描述的钢轨弧面打磨小车及钢轨打磨车,采用组合式钢轨打磨单元,通过1到5个弧面打磨单元实现对钢轨表面的包络式打磨,能够实现对钢轨轨面的完全覆盖,有效去除传统砂轮平面打磨带来的小平面问题,打磨后钢轨的表面粗糙度可以做到5微米以下;打磨砂轮切磨能力高,磨粒自锐性好,不断产生的磨屑会带走大量的热量,从而有效控制钢轨温度防止钢轨产生打磨发蓝现象;
112.(4)本实用新型具体实施例描述的钢轨弧面打磨小车及钢轨打磨车,打磨小车采用作业联动控制方式,在车门开启和关闭会给出检测信号,当车门开启时,打磨车不能走行动车,避免了传统钢轨打磨车在进行打磨小车内部检查和维保时,打磨车操作人员启动运行车辆对车下维保检测人员带来严重安全隐患的技术问题。
113.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
114.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制。虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型的精神实质和技术方案的情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同替换、等效变化及修饰,均仍属于本实用新型技术方案保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1