一种铣刨机工作舱用防护件的制作方法
1.一种铣刨机工作舱用防护件属于铣刨机零件技术领域,主要涉及一种用于道路铣刨机的具有抗高强度磨损的长板条状防护件。
背景技术:
2.铣刨机工作舱用防护件常用于地面维护的机械中,如道路铣刨机、路面再生机或类似的机器的工作舱前方和后方挡板上。工作舱的四周挡板设计是可以升降或抬升的,铣刨机在前进过程中,铣刨鼓同时在工作舱内高速旋转,利用安装在其表面固定座内的凿刀来铲除破损待修的路面,那么必然会产生大量细碎的路面材料,其中大部分被输料装置传递给输送带运出工作舱,为了防止这些大量的细碎路面材料抛洒、喷溅到周围的环境中,那么整个工作舱在铣刨鼓切削路面过程中,四周挡板是降下并且和地面接触的,由此和上方挡板组成一个封闭的空间。于是可以想到的是,工作舱前方和后方挡板和地面接触,必然在铣刨机前进过程中发生磨损,那么就需要在前、后挡板和地面中间增加可更换的耐磨防护件,耐磨防护件与需要切除的道路材料直接接触,磨损量巨大,因此其与路面直接接触部分通常由硬质合金材料构成。
技术实现要素:
3.为了解决上述问题,本实用新型公开了一种铣刨机工作舱用防护件,使用寿命长、维护更换容易。
4.本实用新型的目的是这样实现的,一种铣刨机工作舱用防护件,包括长板条状的基体(1),其特征在于,所述基体(1)上表面沿边缘处加工有l型的装配面(10),装配面(10)低于基体(1)上表面,基体(1)上与装配面(10)的短边相邻的侧面为第一侧面(11),基体(1)上与装配面(10)的长边相邻的侧面为第二侧面(12);
5.所述装配面(10)上安装有耐磨合金元件,耐磨合金元件包括:a耐磨合金元件(2)、b耐磨合金元件(3)、c耐磨合金元件(4);
6.所述c耐磨合金元件(4)布置在装配面(10)的短边上,a耐磨合金元件(2)布置在装配面(10)的拐角处,所述b耐磨合金元件(3)具有多个,多个b耐磨合金元件(3)沿装配面(10)的长边依次固定。
7.优选的是,所述c耐磨合金元件上表面呈矩形,a耐磨合金元件上表面呈纺锤形,b耐磨合金元件上表面呈倒v形。
8.优选的是,所述a耐磨合金元件具有第一a防护面、第二a防护面和第三a防护面;
9.其中,第一a防护面为a耐磨合金元件的上表面,第二a防护面与第二侧面平齐,第三a防护面与第一侧面平齐。
10.优选的是,所述第一a防护面为曲面;所述第一a防护面顶部高于基体上表面。
11.优选的是,所述b耐磨合金元件具有第一b防护面、第二b防护面和第三b防护面;
12.其中,第二b防护面和第三b防护面构成b耐磨合金元件的上表面,第一b防护面与
第二侧面平齐。
13.优选的是,所述b耐磨合金元件上表面顶部高于基体上表面。
14.优选的是,所述c耐磨合金元件具有第一c防护面和第二c防护面;
15.其中,第一c防护面为c耐磨合金元件的上表面,第二c防护面与第一侧面平齐。
16.优选的是,所述第一c防护面高于基体上表面。
17.优选的是,所述装配面的长边为斜面。
18.优选的是,所述a耐磨合金元件、b耐磨合金元件和c耐磨合金元件的上表面设有堆焊层,所述a耐磨合金元件、b耐磨合金元件和c耐磨合金元件与基体焊接固定。
19.本实用新型与现有技术相比,具有如下有益效果,本实用新型的一种铣刨机工作舱用防护件,采用金属基体和耐磨合金元件的结合,能够实现更长的使用寿命,实现更好的磨损特性,以及更简单地更换维护。
附图说明
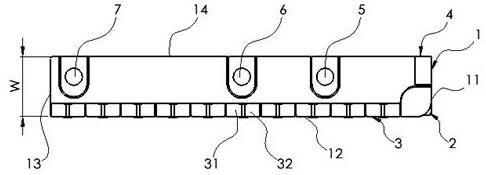
20.图1是本实用新型的铣刨机工作舱用防护件主视图;
21.图2是本实用新型的防护件的基体的立体视图;
22.图3是本实用新型的防护件的仰视图;
23.图4是本实用新型的防护件的立体视图;
24.图5是本实用新型的防护件的右视图;
25.图6是图3中a部分的局部放大视图;
26.图7是常规防护件的立体视图。
具体实施方式
27.下面结合附图对本实用新型具体实施方式作进一步详细描述。
28.如图1至图4所示,一种铣刨机工作舱用防护件,包括长板条状的基体1,所述基体1上表面沿边缘处加工有l型的装配面10,装配面10低于基体1上表面,基体1上与装配面10的短边相邻的侧面为第一侧面11,基体1上与装配面10的长边相邻的侧面为第二侧面12;基体1的长度l,尺寸范围在200-300mm;宽度w,尺寸范围在30-50mm;厚度h,尺寸范围在20-30mm。
29.所述装配面10上安装有耐磨合金元件,耐磨合金元件包括:a耐磨合金元件2、b耐磨合金元件3、c耐磨合金元件4;所述b耐磨合金元件3具有多个,多个b耐磨合金元件3沿装配面10的长边依次固定;基体1和a耐磨合金元件2、b耐磨合金元件3、c耐磨合金元件4相吻合匹配固定,并依靠焊接片熔融后固定。
30.所述c耐磨合金元件4布置在装配面10的短边上,a耐磨合金元件2布置在装配面10的拐角处,b耐磨合金元件3布置在装配面10的长边上。
31.所述c耐磨合金元件4上表面呈矩形,a耐磨合金元件2上表面呈纺锤形,b耐磨合金元件3上表面呈倒v形。
32.所述a耐磨合金元件2具有第一a防护面20、第二a防护面21和第三a防护面22;
33.其中,第一a防护面20为a耐磨合金元件2的上表面,第二a防护面21与第二侧面12平齐,第三a防护面22与第一侧面11平齐。
34.所述第一a防护面20为曲面;所述第一a防护面20顶部高于基体1上表面。
35.所述b耐磨合金元件3具有第一b防护面30、第二b防护面31和第三b防护面32;
36.其中,第二b防护面31和第三b防护面32构成b耐磨合金元件3的上表面,第一b防护面30与第二侧面12平齐。
37.所述b耐磨合金元件3上表面顶部高于基体1上表面。
38.所述c耐磨合金元件4具有第一c防护面40和第二c防护面41;
39.其中,第一c防护面40为c耐磨合金元件4的上表面,第二c防护面41与第一侧面11平齐。
40.所述第一c防护面40高于基体1上表面。
41.所述装配面10的长边为斜面。
42.所述a耐磨合金元件2、b耐磨合金元件3和c耐磨合金元件4的上表面设有堆焊层,所述a耐磨合金元件2、b耐磨合金元件3和c耐磨合金元件4与基体1焊接固定。
43.另外,在基体1上,设置有第一固定孔位5、第二固定孔位6、第三固定孔位7,使用螺栓螺母将防护件连接固定在铣刨机工作舱前方和后方挡板上。当a耐磨合金元件、b耐磨合金元件、c耐磨合金元件磨损到无法继续使用时,可以很便利地拆除螺栓螺母,更换新的防护件和新的螺栓螺母重新固定之。
44.在图5-7中可以看到,基体1的装配面10与中分平面m有夹角β,尺寸范围在5
°
至15
°
;下侧面12与中分平面m有夹角γ,尺寸范围在90
°
至110
°
。如图6所示,b耐磨合金元件3的第二b防护面31,第三b防护面32形成夹角α,尺寸范围在140
°
至150
°
。在防护件的安装面10上并排焊接固定有多个b耐磨合金元件3,从图3视角观察可以看到,多个b耐磨合金元件3形成密集的波浪纹状。当防护件沿着前进方向x移动过程中,b耐磨合金元件3的第二b防护面31和第三b防护面32有夹角α,因此,相比图7中常规防护件100的直面防护面101增大了防护面与铣刨鼓切碎后的路面材料的接触面积,并且防护件上密集的波浪纹状犹如梳齿般具有导向作用,可以将铣刨鼓切碎后的细小路面材料均匀地收集起来,有利于将其集中输送到铣刨机工作舱外。
45.因此,本实用新型的一种铣刨机工作舱用防护件通过采用金属制基体1和耐磨合金元件的结合,能够实现更长的使用寿命,实现更好的磨损特性,以及更简单地更换维护。
46.需要说明的是,本实施例的附图均采用非常简化的形式且均使用非精准的比率,仅用于方便、明晰地辅助说明本实用新型的实施例。
47.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
48.上文所列出的一系列的详细说明仅仅是针对本技术的可行性实施方式的具体说明,它们并非用以限制申请的保护范围,凡未脱离本技术技艺精神所做的等效实施方式或变更均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1