一种沥青回收料回收装置的制作方法
1.本实用新型涉及一种沥青回收料回收装置,属于沥青生产技术领域。
背景技术:
2.我国从上世纪末开始修建沥青路面,随着时间的推移,沥青路面的使用性能开始下降,产生了许多沥青固体废料,随意堆放或丢弃不仅占用土地,也会带来环境污染。沥青再生站就是将经破碎、筛分过的沥青路面废旧铣刨回收料加热后与适量的新沥青、新骨料、新粉料、再生剂等进行混合搅拌,生成的再生料主要用于铺设道路基层或面层下面层等,可以实现变废为宝。
3.沥青再生料生产过程中,由于订单配比的不同,回收料的使用量是需要随时调整的,这就会造成供料系统及热系统平衡失效。目前行业内主要还是靠操作人员根据经验手动调节上料量及燃烧器负荷,这样生产沥青再生料,其质量存在不稳定性;此外,手动调节增加了操作人员的操作精力,而且存在安全隐患。
技术实现要素:
4.本实用新型的目的在于克服现有技术中的不足,提供一种沥青回收料回收装置,能够提高生产沥青再生料的质量,节约燃料,简化操作人员的操作程序,保证生产过程中操作员及设备的安全。
5.为达到上述目的,本实用新型是采用下述技术方案实现的:
6.本实用新型提供了一种沥青回收料回收装置,包括料斗、提升机、再生滚筒、过渡仓、计量仓及沥青搅拌器;所述料斗设于所述提升机一侧;所述提升机的另一侧顶部设有再生滚筒;所述再生滚筒的一端底部由上至下依次设有过渡仓、计量仓、沥青搅拌器;所述再生滚筒的另一端设有燃烧器;所述料斗底部设置输送皮带,所述输送皮带上设有皮带变频器和皮带称重变送器;
7.所述过渡仓上设有过渡仓称重变送器;所述计量仓上设有计量仓称重变送器;所述皮带变频器、皮带称重变送器、过渡仓称重变送器以及计量仓称重变送器与控制器相连接。
8.进一步的,所述再生滚筒的出料端上设有尾气温度监测器和出料温度监测器。
9.进一步的,所述控制器与计算机相连接;所述控制器包括plc控制器。
10.与现有技术相比,本实用新型所达到的有益效果:
11.为了提高沥青再生料的质量以及整个生产过程的安全性,本实用新型设置的沥青回收料回收装置包括料斗、提升机、再生滚筒、过渡仓、计量仓、沥青搅拌器,通过皮带变频器、皮带称重变送器、过渡仓变送器、计量仓变送器与计算机连接,实现自动化控制回收料上料量,提高上料效率及精确度,从而保证再生料的质量;自动化控制减少人为干预,保证作业人员的安全;采用普通电脑作为控制核心,对采集到的重量及温度数据分析计算,并可以对各项参数进行修改和存储,操作方便快捷。
附图说明
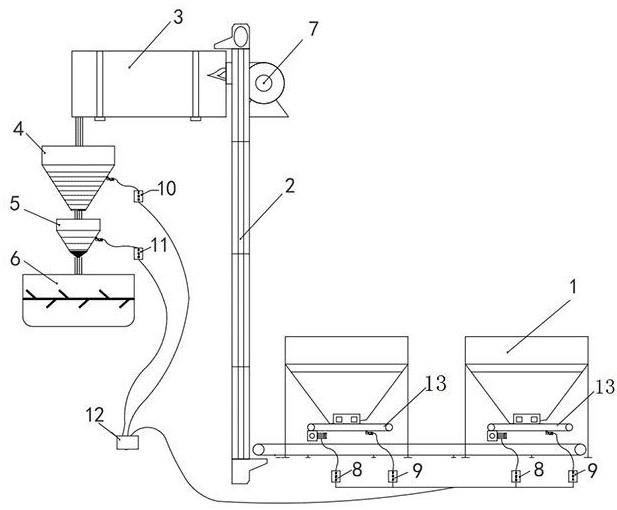
12.图1是实用新型实施例提供的一种沥青回收料回收装置结构图;
13.图2是本实用新型实施例提供的一种沥青回收料控制方法流程图;
14.图3是本实用新型实施例提供的一种沥青回收料控制方法原理图;
15.图4是本实用新型实施例提供的一种沥青回收料控制方法的逻辑判断流程图;
16.图中:1、料斗;2、提升机;3、再生滚筒;4、过渡仓;5、计量仓;6、沥青搅拌器;7、燃烧器;8、皮带变频器;9、皮带称重变送器;10、过渡仓称重变送器;11、计量仓称重变送器;12、控制器;13、输送皮带。
具体实施方式
17.下面结合附图对本实用新型作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
18.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、
ꢀ“
底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
19.实施例一:
20.参见图1,本实用新型提供了一种沥青回收料回收装置,包括料斗1、输送皮带13、提升机2、再生滚筒3、过渡仓4、计量仓5、沥青搅拌器6及计算机;所述提升机2一侧的料斗1下方设有输送皮带13,用于输送所述料斗1;所述输送皮带13上设有皮带变频器8和皮带称重变送器9。所述提升机2顶部设有再生滚筒3;所述再生滚筒3一端设有燃烧器7,用于加热回收料;所述再生滚筒3另一端底部,即出料口底部设有过渡仓4,用于接收加热后的回收料;所述计量仓5设于所述过渡仓4下方,用于接收计算所述过渡仓4送入的回收料;所述沥青搅拌器6用于搅拌所述计量仓5送入的回收料;过渡仓4设有过渡仓称重变送器10,计量仓5设有计量仓称重变送器11;控制器12分别与皮带称重变送器9、过渡仓称重变送器10、计量仓称重变送器11及皮带变频器8连接。再生滚筒3的出料端上设有出料温度检测器和尾气温度监测器。
21.具体的,如图3所示,皮带变频器8:用于调节皮带速度,控制上料量;尾气温度监测器:用于获取燃烧器7的尾气温度信号;出料温度监测器:用于获取加热后的回收料出料温度信号;控制器12:将采集、处理皮带变频器8、过渡仓称重变送器10、计量仓称重变送器11、尾气温度监测器、出料温度监测器获取的信号输送到控制器12,控制器12通过数据分析处理进行调控。
22.皮带称重变送器9输出的毫伏电压信号经信号变送器滤波放大处理后转换成数字量信号,即重量信号,通过rs-485通讯传送到控制器12。控制器12根据订单配比、单锅料生产时间等计算出输送皮带13上回收料的目标瞬时流量,同时根据现场重量信号、速度信号
和流量标定系数,计算得出料斗1投放于输送皮带13上的回收料的实际瞬时流量,将目标瞬时流量及实际瞬时流量同时输入到pid控制中,得出pid控制信号用以控制皮带变频器8的输出频率,及时调节回收料上料量。
23.计算机通过a/d模块接收再生滚筒3出料温度监测器输送的出料温度信号、通过温度模块接收尾气温度监测器输送的尾气温度信号;过渡仓4和计量仓5的称重传感器模拟信号分别由各自的变送器传送至a/d模块,a/d模块再向计算机输送。
24.控制器12通过接收的尾气温度信号、出料温度信号,分别调控报警器、燃烧器7。计算机可以作为整个控制核心,所有采集信号显示及操作可通过人机交互界面实现。控制器12也可采用plc控制器,plc控制器可靠性高,抗干扰能力强,功能完善,适用性强易学易用,装置的设计、建造工作量小,维护方便,容易改造,体积小,重量轻,能耗低。
25.实施例二:
26.参见图2、图4,本实用新型实施例提供一种沥青回收料控制方法,所述控制方法包括:
27.步骤1:
28.采集各输送皮带13回收料的重量信号、速度信号、过渡仓4回收料的重量信号及计量仓5回收料的重量信号;此外还采集再生滚筒3的尾气温度信号、回收料出料温度信号;另在计算机上设定再生滚筒3尾气高温报警值t
高
和超温断火值t
超
。一般高温报警值设定在140℃左右,超温断火值设定在190℃左右;设定过渡仓4回收料上下限m
上
、m
下
,下限系数k1可以设在1-2之间,上限系数k2可以设置在4-5之间,具体需根据生产实际情况而定。
29.在回收装置中有多个料斗1上料,输送皮带13是通过皮带电机带动运行。各料斗1下方的输送皮带13上都装有皮带称重传感器和皮带称重变送器9,用于监测料斗1投放于输送皮带13上的回收料重量信号,皮带上的皮带称重传感器中的模拟信号通过皮带称重变送器9转换为数字信号,即重量信号。
30.皮带变频器8用于调节各输送皮带13的速度;回收装置中包括有用于输出尾气温度信号的尾气温度监测器,和用于输出出料温度信号的出料温度监测器。控制器12接收尾气温度检测器的检测信号,实时监测尾气温度。尾气温度设置为t,t
高
为尾气温度的高温报警值,t
超
为尾气温度的超温断火值,保证装置高温报警或超温断火。尾气温度为t
高
<t<t
超
的时候,进行高温报警;t>t
超
时候,进行超温断火。控制器12接收出料温度监测器的检测信号,实时监测再生滚筒3出料的温度,保证再生滚筒3出料的回收料质量。
31.根据生产需求及计算机设定,得出每生产一锅再生料的周期t,单位:s,回收料的使用量m
回
,单位:kg;则稳定生产时回收料供给过程中各输送皮带13回收料的目标瞬时流量f
目标
应为:
32.f
目标
=m
回
/t,单位:kg/s;
33.计算所述各输送皮带13回收料的目标瞬时流量包括分别计算各输送皮带13回收料的目标瞬时流量或者计算总输送皮带13回收料的目标瞬时流量,再根据各输送皮带13回收料的分配计算出各输送皮带13的目标瞬时流量。
34.步骤2:
35.控制器12将各输送皮带13上回收料的重量信号和输送皮带13速度信号结合流量标定系数计算出各输送皮带13回收料实际瞬时流量f
实际
;为保证生产的连续性及计量的准
确性,过渡仓4回收料的重量设定有上下限值,当回收料的重量低于下限值或高于上限定值时,控制器12自动调整输送皮带13的上料量,f
实际
应为:
36.f
实际
=kvq,单位:kg/s;
37.其中,f
实际
表示各输送皮带13回收料实际瞬时流量;k为流量标定系数,可通过实物标定获得;v为上料输送皮带13速度,单位:m/s,可分别测算出皮带变频器8输出10hz、15hz
……
45hz、50hz(也可以更细化)时对应的线速度,通过折线函数将0~50 hz信号转化为相应的线速度v;
38.q为称量段负荷,单位kg/m,计算为:q=2(m
传-m
秤
)/l,
39.m
传
表示输送皮带13及回收料重量信号(实时荷重信号),m
秤
表示皮带秤自身的重量(通过皮带秤零点标定获得),l为皮带秤的有效称量段的长度;
40.将q计算公式代入,得出:f
实际
=2kv(m
传-m
秤
)/l,
41.为保证生产的连续性及计量的准确性,生产时过渡仓4内应保证有一定量的回收料m
稳
,可以设定其上下限分别为m
上
、m
下
(单位kg),意义在于低于m
下
时,在往计量仓5放料时会放料不稳,影响计量精度;高于m
上
时,过渡仓4容易超载及满溢。
42.可以设定:m
上
=k1*m
回
,m
下
=k2*m
回
,其中k1、k2为上下限系数,可以由客户根据生产经验确定。
43.另外计算m
稳
偏离上下限m
上
、m
下
的值m
偏
,单位kg,当m
稳
低于下限m
下
时,m
偏
=m
下-m
稳
;当m
稳
高于上限m
上
时,m
偏
=m
稳-m
上
。
44.当m
偏
》0时,需及时调整输送皮带13上回收料的目标瞬时流量,为避免频繁调整,可以每间隔一定的时间调整一次,以步骤1中计算的f
目标
为基数,调整幅度与偏离量m
偏
成正比。
45.步骤3:
46.控制器12参照各输送皮带13回收料的实际瞬时流量和各输送皮带13回收料的目标瞬时流量,控制输送皮带13的速度及时调整料斗1投放于输送皮带13的回收料量。
47.步骤1、2中计算出了回收料的目标瞬时流量f
目标
,根据输送皮带13上料分配,计算出各个输送皮带13的目标瞬时流量f
目标1
、f
目标2
……f目标n
。同时控制器12根据现场重量信号m
传
、输送皮带13速度v、流量标定系数k计算出各个输送皮带13的实际瞬时流量f
实际1
、f
实际2
……f实际n
,将目标瞬时流量及实际瞬时流量同时输入到pid程序中,利用pid输出信号来调节各个输送皮带13上的皮带变频器8的输出频率,从而及时调整回收料的上料量。
48.与此同时,当回收料的上料量改变时,再生滚筒3一端设置的燃烧器7也需提前预调,保证回收料的出料温度控制住所需范围内,一般控制在120℃左右;保证了出料的质量。在生产过程中订单配比改变或过渡仓4回收料量超出上下限,需要及时调整上料量及燃烧器7负荷,直到供料和加热达到平衡。控制器12根据改变后的上料流量及再生滚筒3的出料温度,计算出回收料总的比热量,再加上热损失,计算出燃烧器7实际供油、供气量,从而提前预调。
49.当生产任务接近结束时,计算机根据剩余生产任务计算出所需的回收料量,若过渡仓4中预留的回收料量能满足最后的生产,可以提前停止回收料上料以及燃烧器7的燃烧,有效地避免生产结束后再生过渡仓4的清料,达到节约成本的目的。
50.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改
进和变形也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1