一种采取胎架加工制造钢拱壳的工艺的制作方法
本发明涉及桥梁结构,更具体地说是涉及一种采取胎架加工制造钢拱壳的工艺。
背景技术:
1、钢拱壳为复杂的空间多拱形结构,其主要用于铺设平桥上,具有铺设供电管线、人行道砖、连接滨河南北路、连接主桥连接、的观景平台的价值,因此钢拱壳具有广泛应用。
2、在现有技术cn208151834u中,采取整体拱肋结构,其拱肋一体成型、整体安装,难以确保拱肋的弯曲度。而采取拼接式拱肋,且拱肋在胎架上拼接,可有效解决cn208151834u中相应的技术问题。
3、因此,如何提供一种确保拱肋弯曲度的采取胎架加工制造钢拱壳的工艺是本领域亟需解决的技术问题之一。
技术实现思路
1、有鉴于此,本发明提供了一种采取胎架加工制造钢拱壳的工艺。目的就是为了解决上述之不足而提供。
2、为解决上述技术问题,本发明采取了如下技术方案:
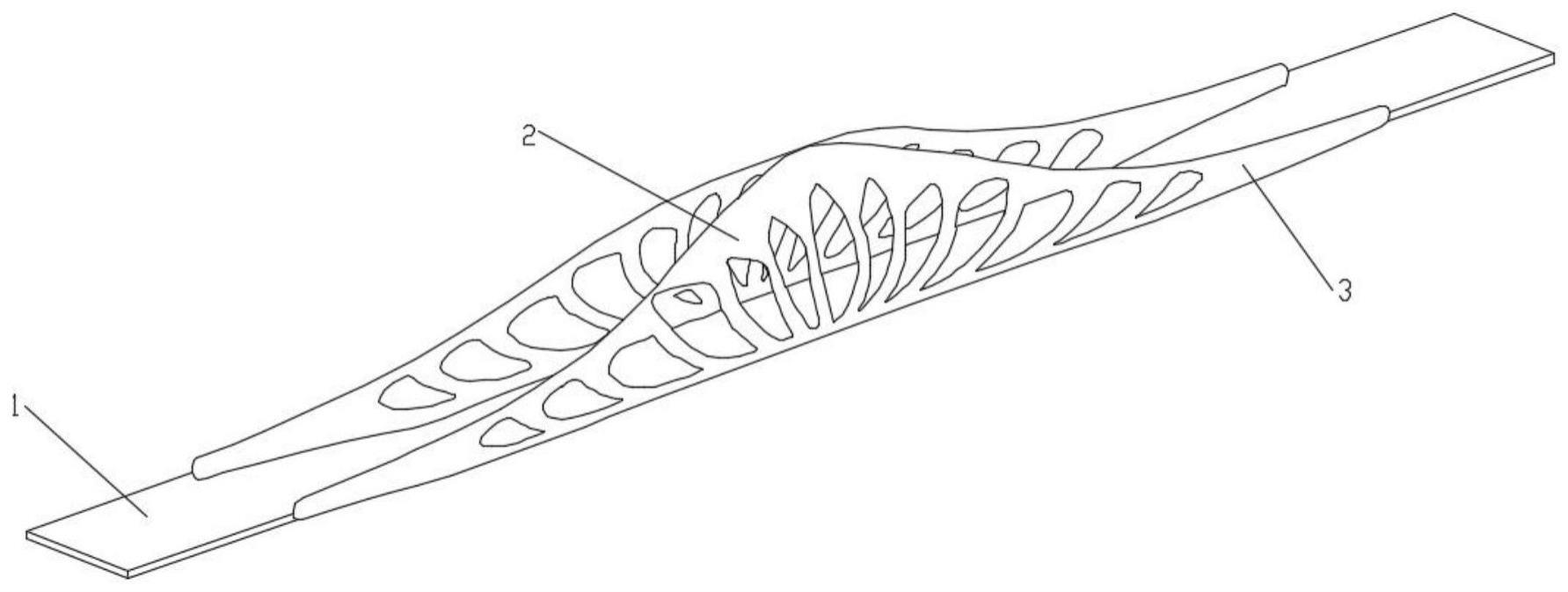
3、一种采取胎架加工制造钢拱壳的工艺,该工艺用于制造钢拱壳,所述钢拱壳连接于平桥上,所述钢拱壳包括:拱肋中部和四个边纵梁端,所述拱肋中部由上至下开口镂空,四个所述边纵梁端分别连接于所述拱肋中部底端口的四个端部;所述制造工艺包括:制造组装所述拱肋中部用的异型腹板、多块所述异型腹板在胎架上组装、对组装在一起的多块所述异型腹板涂装;所述胎架包括:多根立柱和多根斜杆;多根所述立柱呈阵列排布,多根所述斜杆设置为两排,每排的所述斜杆倾斜连接于所述立柱的顶端,且两排所述斜杆倾斜向下的端部相对应设置;多块所述异型腹板铺设于所述斜杆的顶面进行组装。
4、优选地,所述胎架还包括:多根水平杆和多根垫高杆;所述水平杆设置于所述立柱的顶端;所述垫高杆的低端与所述水平杆连接,所述垫高杆的高端通过所述垫高杆与所述水平杆连接;两排所述斜杆的低端相对应设置且保持间距。
5、优选地,所述斜杆朝上的侧面、两排所述斜杆低端之间的所述水平杆的顶端面均设有防滑支撑肋。优选地,制造组装所述拱肋中部用的异型腹板采取卷板机对直钢板滚压成型。
6、优选地,所述卷板机对所述直钢板滚压成型前,对所述直钢板矫正:对要进行加工的所述直钢板,先在常温下检查所述直钢板有无下绕、弯曲的变形;再采用热矫正,对所述直钢板加热,加热温度小于900℃,对所述直钢板加热后用铁锤敲击所述直钢板上下绕、弯曲部位;矫正过程中用温水冷却。
7、优选地,矫正后所述直钢板表面划痕深度小于0.5mm;表面划痕深度大于0.5mm的所述直钢板报废处理。
8、优选地,采取卷板机对所述直钢板滚压成型后,再对滚压成型的异型腹板进行切割。
9、优选地,采取卷板机对所述直钢板滚压成型前,进行排版作业:对每一块所述直钢板注明加工号、构件编号、零件编号、材质及数量。
10、优选地,在对所述异型腹板进行切割前,清除所述异型腹板表面的油污、铁锈和潮气,切割后检查切割面有无裂纹、熔渣和飞溅物,再对切割面打磨。
11、本发明相对于现有技术取得了以下技术效果:
12、多根所述立柱呈阵列排布,多根所述斜杆设置为两排,每排的所述斜杆倾斜连接于所述立柱的顶端,且两排所述斜杆倾斜向下的端部相对应设置,多块所述异型腹板在胎架的所述斜杆上组装,根据所述异型腹板的弯曲弧度调整所述斜杆的倾斜角度,从而实现确保拱肋弯曲度的技术效果;
13、所述垫高杆的低端与所述水平杆连接,所述垫高杆的高端通过所述垫高杆与所述水平杆连接,便于对所述斜杆倾斜角度的调整;
14、所述斜杆朝上的侧面、两排所述斜杆低端之间的所述水平杆的顶端面均设有防滑支撑肋,避免所述异型腹板错位。
15、综上所述,本发明整体结构紧凑、设置合理,其通过多块所述异型腹板在胎架的所述斜杆上组装,根据所述异型腹板的弯曲弧度调整所述斜杆的倾斜角度,从而实现确保拱肋弯曲度的技术效果;所述垫高杆的高端通过所述垫高杆与所述水平杆连接,便于对所述斜杆倾斜角度的调整;设置防滑支撑肋,避免所述异型腹板错位。
技术特征:
1.一种采取胎架加工制造钢拱壳的工艺,该工艺制造的钢拱壳连接于平桥(1)上,所述钢拱壳包括:拱肋中部(2)和四个边纵梁端(3),所述拱肋中部(2)从上至下开口镂空,四个所述边纵梁端(3)分别连接于所述拱肋中部(2)底端口的四个端部;
2.根据权利要求1所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,所述胎架(4)还包括:多根水平杆(43)和多根垫高杆(44);
3.根据权利要求2所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,所述斜杆(42)朝上的侧面、两排所述斜杆(42)低端之间的所述水平杆(43)的顶端面均设有防滑支撑肋。
4.根据权利要求1所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,制造组装所述拱肋中部(2)用的异型腹板采取卷板机对直钢板滚压成型。
5.根据权利要求4所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,所述卷板机对所述直钢板滚压成型前,对所述直钢板矫正:
6.根据权利要求5所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,
7.根据权利要求4所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,采取卷板机对所述直钢板滚压成型后,再对滚压成型的异型腹板进行切割。
8.根据权利要求7所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,对所述直钢板滚压成型前,进行排版作业:对每一块所述直钢板注明加工号、构件编号、零件编号、材质及数量。
9.根据权利要求7所述的一种采取胎架加工制造钢拱壳的工艺,其特征在于,在对所述异型腹板进行切割前,清除所述异型腹板表面的油污、铁锈和潮气,切割后检查切割面有无裂纹、熔渣和飞溅物,再对切割面打磨。
技术总结
本发明公开了一种采取胎架加工制造钢拱壳的工艺,该工艺用于制造钢拱壳,所述钢拱壳连接于平桥上,所述钢拱壳包括:拱肋中部和四个边纵梁端,所述拱肋中部由上至下开口镂空,四个所述边纵梁端分别连接于所述拱肋中部底端口的四个端部;所述制造工艺包括:制造组装所述拱肋中部用的异型腹板、多块所述异型腹板在胎架上组装、对组装在一起的多块所述异型腹板涂装;所述胎架包括:多根立柱和多根斜杆;多根所述立柱呈阵列排布,多根所述斜杆设置为两排,每排的所述斜杆倾斜连接于所述立柱的顶端,且两排所述斜杆倾斜向下的端部相对应设置;多块所述异型腹板铺设于所述斜杆的顶面进行组装。本发明可实现确保拱肋弯曲度的技术效果。
技术研发人员:卓雷,李春林,程向阳,师忠盼,陶倩倩,安欢,赵泽旭,郝琳杰,田凯凯
受保护的技术使用者:中铁一局集团有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!