一种双面胶产品模切系统及其加工方法与流程
1.本发明涉及模切技术领域,具体涉及一种双面胶产品模切系统及其加工方法。
背景技术:
2.目前,随着电子产品尤其是智能手机市场的发展,模切加工要求愈加严苛。双面胶在生产的过程中,为适应需求,需要切割成不同尺寸规格的产品。
3.如图1,为一种双面胶产品,其为三层结构,中间为双面胶,上部为离型纸,下部为离型膜,该双面胶产品大致呈中间开有方形通孔的方片形,并在边缘处带有提手。现有的双面胶产品加工方式需冲制两次,第一次冲制方形通孔及提手区域,第二次定位成型外围。这种方式,因为胶材质特性,回粘性快,容易造成排废困难,在排废时,冲切完成的双面胶易被“带走”或造成拉扯而散架,导致产品不良率上升,产品合格率较低。
技术实现要素:
4.本发明的目的就是为了解决上述双面胶产品在模切加工时合格率低的问题,而提供一种双面胶产品模切系统及其加工方法,以显著降低产品不良率。
5.本发明的目的通过以下技术方案实现:
6.一种双面胶产品模切系统,用于生产双面胶产品,包括机架以及设置于机架的工作台,还包括:
7.离型膜放卷辊,安装在所述机架上,用于释放离型膜;
8.第一单面胶放卷辊,安装在所述机架上,位于所述离型膜放卷辊的下部,用于释放第一单面胶并粘附于所述离型膜的下部;
9.第二单面胶放卷辊,安装在所述机架上,沿料带移动方向位于所述第一单面胶放卷辊的后边,用于释放第二单面胶并粘附于所述第一单面胶的下部;
10.双面胶放卷辊,安装在所述机架上,沿料带移动方向位于所述第二单面胶放卷辊的后边,用于释放双面胶并粘附于所述离型膜的上部;
11.第一离型纸放卷辊,安装在所述机架上,沿料带移动方向位于所述双面胶放卷辊的后边,用于释放离型纸并粘附于所述双面胶的上部;
12.模切机构,设置于机架上,用于对依次叠层贴合后的离型纸、双面胶、离型膜及两层单面胶料带进行模切处理,一次冲切出双面胶产品轮廓;
13.第一排废胶带放卷辊,安装在所述机架上,沿料带移动方向位于所述模切机构的后边,用于释放第一排废胶带并粘附于所述双面胶产品的提手位置;
14.第二单面胶收卷辊,安装在所述机架上,沿料带移动方向位于所述第一排废胶带放卷辊的后边,用于收卷第二单面胶,同时排出双面胶产品中间方孔废料;
15.第一排废胶带收卷辊,安装在所述机架上,沿料带移动方向位于所述第二单面胶收卷辊的后边,用于收卷第一排废胶带,同时排出双面胶产品提手位置废料;
16.第二排废胶带放卷辊,安装在所述机架上,沿料带移动方向位于所述第一排废胶
带收卷辊的后边,用于释放第二排废胶带并粘附于所述双面胶产品料带上;
17.第二排废胶带收卷辊,安装在所述机架上,沿料带移动方向位于所述第二排废胶带放卷辊的后边,用于收卷第二排废胶带,同时排出双面胶产品外围轮廓废料及提手位置残胶;
18.第二离型纸放卷辊,安装在所述机架上,沿料带移动方向位于所述第二排废胶带收卷辊的后边,用于释放离型纸并粘附于排废完成后的双面胶产品上;
19.第一单面胶收卷辊,安装在所述机架上,沿料带移动方向位于所述第二离型纸放卷辊的后边,用于收卷第一单面胶;
20.产品收卷辊,安装在所述机架上,沿料带移动方向位于所述第一单面胶收卷辊的后边,用于收卷最终产品;及
21.若干贴合机构,设置在各放卷辊及收卷辊之间,用于将各料带进行贴合。
22.作为优选的技术方案,所述贴合机构由一对转动设置于工作台上对辊组成。料带穿过贴合机构后被压紧贴合。
23.作为优选的技术方案,所述模切机构包括上模切单元以及设置于工作台上并与上模切单元相对应的下模切单元,所述上模切单元设有模切刀具,所述模切刀具的刀锋轮廓与所述双面胶产品的形状相匹配。
24.作为优选的技术方案,所述模切刀具包括:
25.方框高刀,用于冲切双面胶产品中间的方形通孔;
26.外形轮廓中刀,用于冲切双面胶产品的外部轮廓;及
27.提手位低刀,用于冲切双面胶产品的提手位。
28.模切刀具通过一次冲切,完成双面胶产品轮廓的冲切。
29.作为优选的技术方案,离型纸、双面胶、离型膜、第一层单面胶及第二层单面胶由上至下依次叠层设置,作为所述模切机构的冲切对象;
30.所述方框高刀、外形轮廓中刀及提手位低刀的冲切深度依次减少;且
31.所述方框高刀冲切的深度穿透最底层的所述第二层单面胶;
32.所述外形轮廓中刀冲切的深度穿透所述第一层单面胶,但不穿透下层的第二层单面胶;
33.所述提手位低刀冲切的深度穿透所述离型膜,但不穿透下层的第一层单面胶。
34.作为优选的技术方案,所述排废胶带为封箱胶带,所述第一排废胶带的宽度仅与所述双面胶产品的提手宽度相匹配,这种设置有利于排除双面胶产品提手位置废料,且避免对产品双面胶的影响;所述第二排废胶带的宽度与所述双面胶产品的宽度相匹配。
35.作为优选的技术方案,所述双面胶产品为三层结构,中间层为双面胶,双面胶上部为离型纸,双面胶下部为离型膜;
36.所述双面胶产品的外部轮廓为方形,中间开有方形通孔,在边缘处带有提手。
37.作为优选的技术方案,所述双面胶的厚度超过0.1mm,离型膜为蓝色离型膜,厚度为0.075mm;
38.所述模切系统在所述机架或工作台上设置若干辅助辊。
39.一种双面胶产品模切加工方法,采用上述的模切系统进行制作,具体包括以下步骤:
40.(1)离型膜放卷辊释放离型膜,第一单面胶放卷辊释放第一单面胶并粘附于所述离型膜的下部,通过贴合机构压合;
41.(2)第二单面胶放卷辊释放第二单面胶并粘附于第一单面胶的下部,双面胶放卷辊释放双面胶并粘附于离型膜的上部,通过贴合机构压合;
42.(3)第一离型纸放卷辊释放离型纸并粘附于双面胶的上部,通过贴合机构压合,制得依次叠层的离型纸、双面胶、离型膜及两层单面胶复合料带,送至模切机构进行一步冲切;
43.(4)模切机构冲切出双面胶产品的轮廓,然后进行排废;
44.(5)第一排废胶带放卷辊释放第一排废胶带并粘附于双面胶产品的提手位置,第二单面胶收卷辊收卷第二单面胶,同时排出双面胶产品中间方孔废料;
45.(6)第一排废胶带收卷辊收卷第一排废胶带,同时排出双面胶产品提手位置废料;
46.(7)第二排废胶带放卷辊释放第二排废胶带并粘附于双面胶产品料带上,第二排废胶带收卷辊收卷第二排废胶带,同时排出双面胶产品外围轮廓废料及提手位置残胶;
47.(8)第二离型纸放卷辊释放离型纸并粘附于排废完成后的双面胶产品上部,第一单面胶收卷辊收卷第一单面胶,产品收卷辊收卷最终产品。
48.优选地,所述双面胶提前进行低温处理,低温处理是指将双面胶进行冷冻(如放置在冰箱中),以减小其回粘性。
49.本发明的原理为,通过对双面胶产品模切系统及工艺的改进,来解决双面胶产品在模切加工时合格率低的问题。
50.本技术的关键在于模切刀具的设计以及模切后排废过程的工艺设计,本技术通过设置冲切深度依次减少的方框高刀、外形轮廓中刀及提手位低刀,冲切出双面胶产品的外形轮廓,方框高刀冲切的深度穿透最底层的第二层单面胶,外形轮廓中刀冲切的深度穿透第一层单面胶,但不穿透下层的第二层单面胶;提手位低刀冲切的深度穿透离型膜,但不穿透下层的第一层单面胶,然后再结合后续的排废过程,先后排出双面胶产品中间方孔废料,排出双面胶产品提手位置废料,排出双面胶产品外围轮廓废料及提手位置残胶,最终制得产品,这样方式有效避免了因为双面胶胶材质特性,回粘性快,在排废时易被“带走”或散架的问题。
51.与现有技术相比,本发明具有以下有益效果:由于采用本专利技术,减少了双面胶排废困难,降低了不良率,同时由于将两步冲切改为一步冲切,不仅大大简化了工艺设备,减少了人工和时间成本,并加快生产节奏,提高了产能。
附图说明
52.图1为本发明所要制作的双面胶产品的结构示意图;
53.图2为现有加工方式第一步冲切刀模结构示意图;
54.图3为现有加工方式第二步冲切刀模结构示意图;
55.图4、5为现有加工过程模切系统的结构示意图;
56.图6、7为本发明加工过程模切系统的结构示意图;
57.图8为本发明冲切刀模的结构示意图;
58.图9为本发明冲切刀模冲切料带的示意图;
59.图10为本发明双面胶产品贴封箱胶带的示意图;
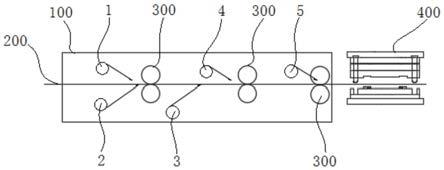
60.图6、7中附图标记:
61.机架100;
62.工作台200;
63.贴合机构300;
64.模切机构400;
65.离型膜放卷辊1;
66.第一单面胶放卷辊2;
67.第二单面胶放卷辊3;
68.双面胶放卷辊4;
69.第一离型纸放卷辊5;
70.第一排废胶带放卷辊6;
71.第二单面胶收卷辊7;
72.第一排废胶带收卷辊8;
73.第二排废胶带放卷辊9;
74.第二排废胶带收卷辊10;
75.第二离型纸放卷辊11;
76.第一单面胶收卷辊12;
77.产品收卷辊13。
具体实施方式
78.下面结合附图和具体实施例对本发明进行详细说明。
79.如图1,为需要加工的某一双面胶产品,具体应用在手机中,其为三层结构,中间层为双面胶,双面胶上部为离型纸,双面胶下部为离型膜,该双面胶的厚度为0.2mm,离型膜为蓝色离型膜,厚度为0.075mm,该双面胶产品外部轮廓为方形,中间开有方形通孔,并在边缘处带有提手。
80.现在的加工方式为两步冲切,如图2,为第一步冲切,冲切出中间方块以及提手位置,然后排废,如图3,为第二步冲切,冲出外形轮廓,定位成型外围,然后排废。具体加工过程如图4、5所示,其大致过程为,先将依次贴合的离型膜、双面胶及离型纸进行一步冲切,然后排出废料;再次进行第二步冲切,然后排废,最后得到产品。且在实际加工过程中,为了减弱胶的回粘性,对双面胶进行降温后(如放置在冰箱中低温处理)再进行加工。即便如此,目前这种分两步冲切的方式,仍然存在冲切排废过程产品不良率的上升,特别是针对双面胶厚度较厚的情况,由于回粘性,排废困难,且在排废时,冲切完成的双面胶易被“带走”或散架,产品不良率高,产品合格率较低的问题始终得不到有效解决,一直困扰着企业。
81.为解决上述技术问题,本技术提供了如下解决方案:本发明改进了现有冲切系统以及冲切工艺步骤,将两步冲切的工艺改为一步冲切,设置一步冲切刀模,并对排废过程进行工艺设计,较好的解决上述技术问题。
82.以下结合附图,对本发明做详细说明。
83.如图6、7,一种双面胶产品模切系统,用于生产双面胶产品,包括机架100以及设置
于机架100的工作台200,还包括:
84.离型膜放卷辊1,安装在机架100上,用于释放离型膜;
85.第一单面胶放卷辊2,安装在机架100上,位于离型膜放卷辊1的下部,用于释放第一单面胶并粘附于离型膜的下部;
86.第二单面胶放卷辊3,安装在机架100上,沿料带移动方向位于第一单面胶放卷辊2的后边,用于释放第二单面胶并粘附于第一单面胶的下部;
87.双面胶放卷辊4,安装在机架100上,沿料带移动方向位于第二单面胶放卷辊3的后边,用于释放双面胶并粘附于离型膜的上部;
88.第一离型纸放卷辊5,安装在机架100上,沿料带移动方向位于双面胶放卷辊4的后边,用于释放离型纸并粘附于双面胶的上部;
89.模切机构400,设置于机架100上,用于对依次叠层贴合后的离型纸、双面胶、离型膜及两层单面胶料带进行模切处理,一次冲切出双面胶产品轮廓;
90.第一排废胶带放卷辊6,安装在机架100上,沿料带移动方向位于模切机构400的后边,用于释放第一排废胶带并粘附于双面胶产品的提手位置;
91.第二单面胶收卷辊7,安装在机架100上,沿料带移动方向位于第一排废胶带放卷辊6的后边,用于收卷第二单面胶,同时排出双面胶产品中间方孔废料;
92.第一排废胶带收卷辊8,安装在机架100上,沿料带移动方向位于第二单面胶收卷辊7的后边,用于收卷第一排废胶带,同时排出双面胶产品提手位置废料;
93.第二排废胶带放卷辊9,安装在机架100上,沿料带移动方向位于第一排废胶带收卷辊8的后边,用于释放第二排废胶带并粘附于双面胶产品料带上;
94.第二排废胶带收卷辊10,安装在机架100上,沿料带移动方向位于第二排废胶带放卷辊9的后边,用于收卷第二排废胶带,同时排出双面胶产品外围轮廓废料及提手位置残胶;
95.第二离型纸放卷辊11,安装在机架100上,沿料带移动方向位于第二排废胶带收卷辊10的后边,用于释放离型纸并粘附于排废完成后的双面胶产品上;
96.第一单面胶收卷辊12,安装在机架100上,沿料带移动方向位于第二离型纸放卷辊11的后边,用于收卷第一单面胶;
97.产品收卷辊13,安装在机架100上,沿料带移动方向位于第一单面胶收卷辊12的后边,用于收卷最终产品;及
98.若干贴合机构300,设置在各放卷辊及收卷辊之间,用于将各料带进行贴合,贴合机构300由一对转动设置于工作台200上对辊组成,料带穿过贴合机构300后被压紧贴合。
99.模切机构400包括上模切单元以及设置于工作台200上并与上模切单元相对应的下模切单元,上模切单元设有模切刀具,模切刀具的刀锋轮廓与双面胶产品的形状相匹配。
100.如图8,模切刀具包括:双面胶产品c,用于冲切双面胶产品中间的方形通孔;外形轮廓中刀b,用于冲切双面胶产品的外部轮廓;及提手位低刀a,用于冲切双面胶产品的提手位,模切刀具通过一次冲切,完成双面胶产品轮廓的冲切。离型纸、双面胶、离型膜、第一层单面胶及第二层单面胶由上至下依次叠层设置,作为模切机构400的冲切对象;双面胶产品c、外形轮廓中刀b及提手位低刀a的冲切深度依次减少;且双面胶产品c冲切的深度穿透最底层的第二层单面胶;外形轮廓中刀b冲切的深度穿透第一层单面胶,但不穿透下层的第二
层单面胶;提手位低刀a冲切的深度穿透离型膜,但不穿透下层的第一层单面胶,具体参见图9示意图。
101.排废胶带为封箱胶带,如图10,第一排废胶带的宽度仅与双面胶产品的提手宽度相匹配,第二排废胶带的宽度与双面胶产品的宽度相匹配。
102.此外,模切系统在机架100或工作台200上设置若干辅助辊。
103.一种双面胶产品模切加工方法,具体包括以下步骤:
104.(1)离型膜放卷辊1释放离型膜,第一单面胶放卷辊2释放第一单面胶并粘附于离型膜的下部,通过贴合机构300压合;
105.(2)第二单面胶放卷辊3释放第二单面胶并粘附于第一单面胶的下部,双面胶放卷辊4释放双面胶并粘附于离型膜的上部,通过贴合机构300压合;
106.(3)第一离型纸放卷辊5释放离型纸并粘附于双面胶的上部,通过贴合机构300压合,制得依次叠层的离型纸、双面胶、离型膜及两层单面胶复合料带,送至模切机构400进行一步冲切;
107.(4)模切机构400冲切出双面胶产品的轮廓,然后进行排废;
108.(5)第一排废胶带放卷辊6释放第一排废胶带并粘附于双面胶产品的提手位置,第二单面胶收卷辊7收卷第二单面胶,同时排出双面胶产品中间方孔废料;
109.(6)第一排废胶带收卷辊8收卷第一排废胶带,同时排出双面胶产品提手位置废料;
110.(7)第二排废胶带放卷辊9释放第二排废胶带并粘附于双面胶产品料带上,第二排废胶带收卷辊10收卷第二排废胶带,同时排出双面胶产品外围轮廓废料及提手位置残胶;
111.(8)第二离型纸放卷辊11释放离型纸并粘附于排废完成后的双面胶产品上部,第一单面胶收卷辊12收卷第一单面胶,产品收卷辊13收卷最终产品。
112.此外,双面胶提前进行低温处理,低温处理是指将双面胶进行冷冻如放置在冰箱中,以减小其回粘性。
113.本技术通过设置冲切深度依次减少的方框高刀、外形轮廓中刀及提手位低刀,冲切出双面胶产品的外形轮廓,方框高刀冲切的深度穿透最底层的第二层单面胶,外形轮廓中刀冲切的深度穿透第一层单面胶,但不穿透下层的第二层单面胶;提手位低刀冲切的深度穿透离型膜,但不穿透下层的第一层单面胶,然后再结合后续的排废过程,先后排出双面胶产品中间方孔废料,排出双面胶产品提手位置废料,排出双面胶产品外围轮廓废料及提手位置残胶,最终制得产品,这样方式有效避免了因为双面胶胶材质特性,回粘性快,在排废时易被“带走”或散架的问题。
114.由于采用本专利技术,减少了双面胶排废困难,降低了不良率,同时由于将两步冲切改为一步冲切,不仅大大简化了工艺设备,减少了人工和时间成本,并加快生产节奏,提高了产能。
115.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1