孔位转移标记装置的制作方法
[0001]
本发明涉及零部件加工工装,具体讲就实现两装配的部件的连接孔的孔位确保正对的工装夹具。
技术背景
[0002]
设备中的两个或多个部件需要相互连接,例如联轴器即轴连接法兰上的螺栓连接孔的加工、电机机座与两端的端盖的连接,其上连接孔的加工通常是钳工师傅在部件上划线、打锥眼然后上钻床钻削加工,鉴于相互连接的两部件的形状的特异性,如电机机座与两端的端盖,所以通常无法将两者按装配状态在钻床上实施装夹并完成钻孔加工,各部件上的连接孔的独立加工又难以保证彼此装配时的位置精度,给后续的装配连接带来困难。如何简单且方便的实现分别加工的两部件的上的连接孔的位置装配精度,是机加工工程师或技工们无法避免的难题。
技术实现要素:
[0003]
本发明的目的是提供一种将已加工完成的部件上孔准确标记到与其配合的另一部件上孔位转移标记装置。
[0004]
为实现上述目的,本发明采用了以下技术方案,即一种孔位转移标记装置,其特征在于:包括定位基块,定位基块上有与工件a已加工的连接孔a的孔口端面叠压配合的轴向贴合端面,定位基块上的轴向贴合端面上有与工件a的已加工的连接孔a的孔壁吻合贴靠的径向定位支臂,定位基块中部有通孔与下端为锥尖形冲头的冲杆构成动配合,冲杆相对于定位基块中部有通孔上下运动时,冲杆的杆芯与工件a已加工的连接孔a的空芯同芯布置。
[0005]
由上述技术方案可知,首先要提供一加工好的连接孔a的样件,该样件既可以是一标准样件,也可以是已加工好的连接孔a的工件a,该工件a为待装配的部件产品,其上连接孔的孔位为确定状态,主要是各连接孔的空间位置确定,将该工件a贴附到另一工件b的连接结合面处,利用本发明提供的孔位转移器,将工件a上的连接孔的孔心位置转位标记到另一工件b上,这位工件b上的连接孔b的钻削加工提供孔芯定位。
[0006]
本发明具有工具小巧、使用简单、孔心转位准确的优点。
附图说明
[0007]
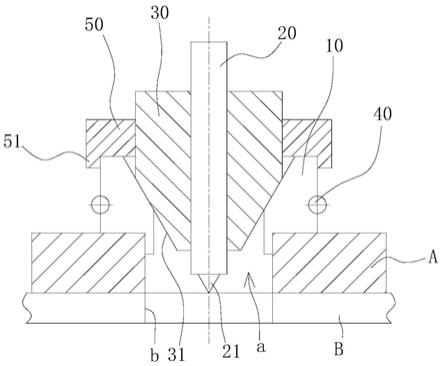
图1是本发明的剖视结构图;
[0008]
图2是定位基块的立体结构图。
具体实施方式
[0009]
一种孔位转移器,包括定位基块10,定位基块10上有与工件a已加工的连接孔a的孔口端面叠压配合的轴向贴合端面11,定位基块10 上的轴向贴合端面11上有与工件a的已加工的连接孔a的孔壁吻合贴靠的径向定位支臂12,定位基块10中部有通孔与下端为锥尖
形冲头21 的冲杆20构成动配合,冲杆20相对于定位基块10中部有通孔上下运动时,冲杆20的杆芯与工件a已加工的连接孔a的空芯同芯布置。
[0010]
上述定位基块10既可以是一套管状的部件,也可以是以下优选方案提供的单元件构成方式,前者适合于相同规格和尺寸要求的场合,后者则具有广泛的适用性,即不同孔径规格的场所也可使用。
[0011]
作为优选方案,定位基块10包括2~5个单元块,各单元块沿工件 a的已加工的连接孔a的周向间隔布置。一般选择3~4单元块即可,定位基块10上的径向定位支臂12与工件a的连接孔a的孔壁吻合贴靠时其径向位置便被确定了,与其配合的冲杆20的杆芯位置得以确定,冲头21下移时其锥尖在工件b上冲出的圆锥凹孔部便确定了,以该圆锥凹孔作为定位引导而加工出的连接孔b则必然为与工件a的已加工连接孔a的孔位要求一致,进而将各连接孔b的孔芯位置标记下来,各连接孔b的孔间位置和间距关系必然满足与工件a上的连接孔a适配的要求。
[0012]
需要说明的是,工件a上的连接孔a、工件b上的连接孔b为多个且需要相互对应时,本发明提供孔位转位标记更能体现出优势;如电机机座与端盖的连接,一般情况下,电机机座与一侧的端盖之间通常由四个螺栓连接,即电机机座与相应侧的端盖上各钻削有四个连接孔a 和四个连接孔b,首先可以在端盖上即本实施例中可视为工件a上加工出四个连接孔a,将工件a固定在电机机座的端面处,此处电机机座可以视为工件b,利用冲头21下移时其锥尖将在工件b上冲出的圆锥凹孔状标记冲痕,以此标记冲痕即可加工工件b上的连接孔b,连接孔b 以图中的虚线表示。
[0013]
作为优选方案,冲杆20穿置于套体30中部的通孔内,套体30的下端外周呈下小上大的锥面部31,定位基块10或构成定位基块10的单元块的内壁上段为与套体30的锥面部吻合的斜面或锥弧面13,径向定位支臂11的外周为与连接孔a的孔壁吻合曲率的弧面14。
[0014]
构成定位基块10的单元块的外周面上围箍有弹簧40。
[0015]
通常情况下,上述弹簧40可选用c形卡簧或称开口弹簧即可,其提供的弹力起到收拢各单元块的作用,方便其能够放入工件a上的连接孔a内,未使用时也有利于存放。在套体30下移过程中借助定位基块 10的单元块的内壁上段的锥弧面13与套体30的锥面部31配合,逐渐贴靠到工件a上的连接孔a内壁上而实现径向定位,即冲杆20的杆芯或者说冲头21的锥尖位置是以连接孔a的孔芯来定位的,所以,冲头 21的锥尖在工件b上冲出的标记也是以连接孔a的孔芯为基准而进行标记的,两者的同轴度精度高便是必然的。
[0016]
所述的套体30上部等径段置于上端盖50的中部通孔处且两者构成动配合,上端盖50的周边处有向下延伸的板边51,各单元块的上端抵靠至板边51区域内的上端盖50下板面上。
[0017]
上述上端盖50的设置,既保证了各部件在未使用时具有收拢、集中的状态,避免了各部件呈散乱分离状态,孔位转位标记时有对各部件起到约束、引导或导向作用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1