具有敲击防护件的轴承装配工具的制作方法
1.本发明涉及一种用于轴承装配工具的敲击防护件和一种轴承装配工具。
背景技术:
2.在将轴承安装或装配在其相应的座中时,可能需要使用可以利用其将轴承装配到座中的轴承装配工具。通常,需要经由轴承装配工具向轴承施加力,以将轴承装配到其座中。为此,轴承装配工具可以配备有可以用锤子敲击的敲击元件,以将轴承安装到轴承座。因而,人们通常用一只手握持轴承装配工具,同时用锤子敲击它,以将轴承装配到座中。因此,存在使用者未击中敲击元件并使他或她的手受伤的风险。
技术实现要素:
3.因此,本发明的目的在于在利用轴承装配工具装配轴承时提高使用者的安全性。
4.本目的通过根据方案1所述的用于轴承装配工具的敲击防护件来解决。
5.在下文中提出了一种敲击防护件,所述敲击防护件(hitting guard)包括:板,被构造为使作用在敲击防护件上的力偏转;以及阻尼元件(/减弱元件/衰减元件)(damping element),被构造为使敲击防护件上的冲击力衰减。此外,阻尼元件被构造为用作用于将敲击防护件连接到轴承装配工具的连接件。
6.当使用轴承装配工具将轴承装配在其相应的座(seat)中时,使用者可以在用一只手握持(/保持)轴承装配工具并用锤子敲击轴承装配工具的预期敲击元件的同时,将轴承装配工具装配在轴承上。轴承装配工具因而将锤子的敲击力经由轴承装配工具传递到轴承,这导致轴承被装配在其座中。如果使用者未击中轴承装配工具的预期敲击元件,则锤子将敲击敲击防护件(特别是敲击防护件的板),并且降低了使用者的握持轴承装配工具的手受伤的风险,从而提高了使用者的安全性。
7.优选地,板具有中央开口,中央开口适于(/被适配成)接纳阻尼元件,使得板和阻尼元件可以以简单的方式彼此联接。此外,阻尼元件可以形状配合(form-fit)的方式、力配合(force-fit)的方式和/或材料配合(material-fit)的方式连接到轴承装配工具。这可以允许以安全和/或可逆的方式容易地将阻尼元件连接到装配元件。此外,板可以具有矩形形状、圆形形状或椭圆形形状。优选地,板是正方形的,其具有如下优点:与具有圆形形状且直径与正方形的边的长度相同的板相比,板的面积较大。此外,正方形可以容易地装配到工具箱中。
8.根据另一实施方式,使用诸如注射成型的成型工艺来制造板。更具体地,诸如注射成型的成型工艺允许以任何期望的方式以简单且有效的方式形成板及其结构。优选地,板由塑料制成,特别是诸如聚乙烯的硬塑料,其可以承受大的敲击力。
9.根据另一实施方式,阻尼元件也通过诸如注射成型的成型工艺形成,这允许以任何期望的形状以简单的方式形成阻尼元件及其结构。进一步有利地,阻尼元件由具有阻尼特性和/或减震特性(/震动吸收特性)(shock absorption characteristic)的材料(诸如
橡胶,更特别地,用于注射成型的可模制橡胶)制成。另外,橡胶可具有较高的摩擦(/摩擦力),这可以有助于阻尼元件与轴承装配工具之间的连接。
10.优选地,阻尼元件可以具有用于接纳板的周向延伸的接纳槽,并且板的开口适于(/被适配成)卡合到槽中。因此,板可以以简单的方式连接至阻尼元件。此外,通过将板卡合到阻尼元件的槽中,例如,如果板破裂或如果板需要更换成具有不同尺寸和/或形状的另一板,也可以容易地更换板。作为一种选择,还可以使用适当的成型工艺(诸如一体注射成型),将板和阻尼元件制造为一个组合部件。在这种情况下,板和阻尼元件之间的连接可以更加牢固。
11.为了促进阻尼元件与轴承装配工具的轴之间的连接,阻尼元件还可以具有中央孔,轴承装配工具可插入中央孔中。阻尼元件的中央孔可以是通孔或盲孔。这使得阻尼元件可以通过摩擦配合和/或形状配合而简单地附接到轴承装配工具的轴,而盲孔可以用作止动部,这还提供了阻尼元件在轴承装配工具的轴上的轴向定位。
12.附加地或作为一种选择,阻尼元件可以被制造得较长,使得其延伸到轴承装配工具上并且为使用者提供抓握部。更具体地,如果阻尼元件由橡胶材料制成,则阻尼元件在轴承装配工具上的这种延伸可以使轴承装配工具更易于使用者操作。
13.有利地,板具有至少一个第一加强结构和/或至少一个第二加强结构,以加强板而抵抗在使用者未击中敲击元件的情况下作用在板上的敲击力(impact force)。优选地,第一加强结构绕着板的中央开口周向地配置,并且/或者第二加强结构从中央开口朝向板的边缘轴向和/或径向向外地延伸。因而,第一加强结构可以加强板的中央开口,而第二加强结构可以加强板的外部。按照这种方式,板上的力可以被板吸收,这提高了板的稳定性,从而提高了使用者的安全性。更特别地,可以根据板和/或板中的中央开口的尺寸(特别是直径)来选择加强结构的类型和/或数量。
14.根据另一优选的实施方式,阻尼元件具有被构造为使作用在板上的力偏转并加强敲击防护件或护手件(特别是阻尼元件)的至少一个力偏转元件,其中,力偏转元件绕着阻尼元件的中央孔周向地配置。所述至少一个力偏转元件可以以离散元件的形式设置或设置为连续的元件。更特别地,力偏转元件可以被设计为多个肋,每个肋径向向外地延伸和/或轴向地延伸。有利地,力偏转元件可以允许以更均匀的方式将力分配在板上和/或阻尼元件上。这还可以增加阻尼元件的稳定性,从而增加敲击防护件的稳定性。
15.本发明的另一方面涉及一种用于装配轴承的轴承装配工具,其中,轴承装配工具包括圆柱形的轴,所述轴具有沿着轴的纵向方向彼此相对的第一端和第二端。第一端适于例如经由冲击环与待装配的轴承直接或间接地配合,并且端盖配置在轴的第二端处。更特别地,冲击环可以适于轴承的尺寸,从而可以避免套筒直接安放在轴承上。
16.端盖用作敲击元件,因此被构造为经由轴接收冲击力并将冲击力传递至轴承,从而可以装配轴承。此外,上述敲击防护件布置在轴与端盖之间,使得敲击防护件的板在轴上(extends over)延伸。更具体地,轴承装配工具的优点在于,由于提供了敲击防护件,因此可以提高使用者的安全性。
17.优选地,轴是空心的套筒,其使得轴承装配工具较轻和/或较牢固。此外,较轻的轴承装配工具可能更易于使用者操作。特别地,套筒可以由诸如铝的金属材料和/或诸如玻璃纤维增强塑料的塑料材料制成。金属套筒可以使敲击力较好地传递到轴承,而由塑料材料
制成的套筒可以较轻。
18.有利地,端盖由塑料材料(优选地,硬塑料)使用诸如注射成型的成型工艺制成。硬的非金属材料(诸如硬塑料)可以承受施加的敲击力,同时减少在用锤子敲击敲击元件时产生的任何噪音。端盖或敲击元件可以以形状配合、力配合和/或材料配合的方式装在轴承装配工具的轴/套筒的第二端上。此外,端盖和套筒可以形成为一个工件。例如,当由玻璃纤维增强塑料形成套筒时,套筒可以与一体的端盖或敲击元件一起成型。
19.根据另一优选实施方式,套筒具有用于接纳阻尼元件并确定其在套筒上的轴向位置的周向凹部,其中,套筒的凹部被构造为提供用于阻尼元件的止动部(stop)。因而,可以防止敲击防护件移位(/脱位)。套筒的凹部可以使用机加工工艺和/或通过在套筒上设置至少一个肋来形成,其中,所述至少一个肋形成在套筒的外侧并且沿着套筒的纵向方向延伸。此外,肋可以增强套筒以抵抗施加到端盖的传递的力。
20.如上所述,还可以将阻尼元件制造得较长,使得其延伸到轴承装配工具的套筒上,以为使用者提供抓握部。更特别地,阻尼元件可以甚至长到使得其延伸到套筒的第二端并为使用者提供手抓握部。这样做的优点在于,可以省略提供敲击防护件的轴向定位的止动部。
21.作为一种选择,套筒可以设置有多个肋,每个肋沿着套筒的纵向方向延伸,其中,所述多个肋优选地绕着套筒均匀地周向分布。具有多个肋的优点在于,可以省略在套筒上形成凹部的附加加工步骤。
22.在从属权利要求以及说明书和附图中定义了进一步的优选实施方式。因此,在不脱离保护范围的情况下,与其他元件组合描述或示出的元件可以单独存在或与其他元件组合存在。
23.在下文中,相对于附图描述了本发明的优选实施方式,其中,附图仅是示例性的,并且不旨在限制保护范围。保护范围仅由所附权利要求书限定。
附图说明
24.附图示出了:
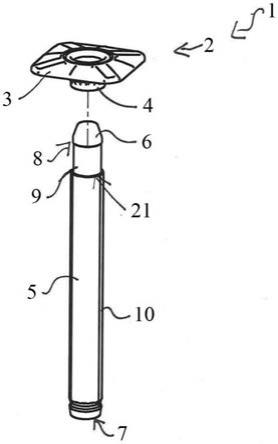
25.图1:根据本发明的实施方式的轴承装配工具的示意性分解图;
26.图2:图1中所示的轴承装配工具的套筒和端盖的示意性分解图;
27.图3:图1中所示的轴承装配工具的敲击防护件的阻尼元件的侧视图;
28.图4:沿着图3中的线a-a截取的侧视截面;
29.图5:图1中所示的轴承装配工具的敲击防护件的等轴分解图;以及
30.图6:组装的敲击防护件的侧视图。
31.附图标号
32.1 轴承装配工具
33.2 敲击防护件
34.3 板
35.4 阻尼元件
36.5 套筒
37.6 端盖
38.7 第一端
39.8 第二端
40.9 凹部
41.10 肋
42.11 开口
43.12 第一加强结构
44.13 第二加强结构
45.14 槽
46.15 孔
47.16 力偏转元件
48.17 边缘
49.18 底部
50.19 螺纹
51.20 边缘
52.21 止动部
53.22 顶部
54.23 肋
具体实施方式
55.在下文中,相同或相似的功能元件用相同的附图标记指示。
56.图1示出了根据实施方式的轴承装配工具1的示意性分解图,而在图2至图6中示出了轴承装配工具1的细节。
57.轴承装配工具1具有圆柱形套筒(cylindrical sleeve)5和端盖6。套筒5优选地由轻质材料(诸如铝或玻璃纤维增强塑料)制成,并且具有沿着套筒5的纵向方向彼此相对的第一端7和第二端8。
58.第一端7适于与待装配的轴承(未示出)配合,而端盖6布置在套筒5的第二端8处。端盖6优选地由塑料材料(例如,硬塑料)制成,并且被构造为接收敲击力并将敲击力经过套筒5传递到轴承,从而能够装配轴承。
59.为了将轴承装配在其相应的座(seat)中,使用者在用一只手握持轴承装配工具1的同时将轴承装配工具1的套筒5的第一端7直接或间接地(例如,经由冲击环(未示出))装配在轴承上,并且用例如锤子敲击(/击打/撞击)轴承装配工具1的位于套筒5的第二端8处的端盖6。换句话说,端盖用作敲击元件。
60.然后,轴承装配工具1通过套筒将锤子的敲击力传递到轴承,这使得轴承装配在其座中。轴承装配工具1配备有包括板3和阻尼元件4的敲击防护件(/防撞件)(hitting guard)2或护手件,以防使用者未击中轴承装配工具1的端盖6。如可以在图1中看出的,敲击防护件2配置在套筒5与端盖6之间,并且可以通过阻尼元件4附接到套筒5。因此,阻尼元件4还用作用于将板3固定到套筒5的连接件。在组装的状态下,敲击防护件2的板3在套筒5上延伸,使得锤子的错位冲击将敲击敲击防护件2(特别是敲击防护件2的板3),而不是使用者的手。因此,降低了手受伤的风险。
61.为了将敲击防护件2安装到轴承装配工具1,套筒5具有周向凹部9,周向凹部9为阻尼元件4提供轴向止动部21并且接纳阻尼元件4并确定其在套筒5上的轴向位置。在图1的实施方式中,将凹部机加工到套筒5。
62.如图2中所示的实施方式中所示,套筒5可以配备有多个肋10,其中每个肋10形成在套筒5的外侧上并且在套筒5的纵向方向上延伸。因而,多个肋10形成凹部9,从而可以省略用于形成凹部的单独的机加工步骤。如可以进一步看出的,套筒5的第二端8可以设置有用于将端盖6连接到套筒5的螺纹19。然而,可以使用用于将端盖6连接到套筒5的其他紧固方法。
63.为了将阻尼元件4装配到套筒5,阻尼元件4具有中央孔15(见图4和图5),轴承装配工具1的套筒5可插入中央孔15中。阻尼元件4的中央孔15形成为通孔,并且具有紧密地装配到套筒5(即,到凹部9中)的尺寸。因而,阻尼元件4的边缘20(图3和图4)可以抵靠在由凹部9形成的止动部21上。
64.有利地,阻尼元件4由具有阻尼特性和/或减震特性的材料(诸如可模制的橡胶)注射成型。此外,橡胶具有附加的优点,即它具有与套筒5的金属材料相当高的摩擦,这进一步有助于阻尼元件4与套筒5之间的联接。
65.阻尼元件4还具有被构造为使作用在板3上的敲击力偏转并增强阻尼元件4的至少一个力偏转元件(force-deflecting element)16。力偏转元件16形成为绕着阻尼元件4的中央孔15周向地布置的多个肋16。肋中的每个形成为使得其沿轴向和径向两者向外延伸,如在图3和图4中所示。
66.如在图3、图4和图5中进一步示出的,阻尼元件4具有周向延伸的接纳槽14,接纳槽14适于与板3的中央开口11配合(见图5)。因而,中央开口11适于卡合到阻尼元件4的槽14中。这种卡合功能允许阻尼元件4与板3之间的简单且有效的连接。在图6中示出了板3和阻尼元件4的组装状态。
67.为了更好地承受板3上的敲击力,板3具有在图5和图6中示出的多个加强结构12、13。第一加强结构12绕着板3的中央开口11周向布置,并且可以布置在板3的顶部22上和/或相对侧部18处。第一加强结构12提供增加的稳定性并提供用于连接阻尼元件4的座。
68.第二加强结构13设计为肋23,肋23从中央开口11朝向板3的边缘17沿轴向和径向向外地延伸。如可以从图5和图6看出的,肋23布置在板3的顶部22上和板3的相对的底侧部18上,并且肋23加强板3以抵抗敲击力。
69.总之,在敲击防护件2布置在轴承装配工具1处时,敲击防护件2能够通过保护使用者免受施加到轴承装配工具的敲击力的伤害而提高使用者的安全性。此外,在敲击防护件2的板3和阻尼元件4两者处均布置有若干加强和减力结构(/力衰减结构)(force-damping structure)12、13、16,以增强敲击防护件2以抵抗敲击力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1