一种锁芯壳结构及封口工装的制作方法
1.本实用新型涉及门配产品、锁芯型材技术领域,特别是一种锁芯壳结构及封口工装。
背景技术:
2.锁芯是门锁的重要组成部件,起开启和关闭门锁的作用。现有防盗门锁的锁芯的结构包括锁芯壳结构,锁芯壳结构为“葫芦形”,在锁芯壳结构内设有若干个弹子孔,在弹子孔内设有弹子,在锁芯壳结构的轴向上设有套管,弹子的端部伸入到套管内,在弹簧弹力的作用下,弹子的端部顶压在套管的底部。当钥匙从套管的钥匙槽插口位置插入时,钥匙压迫弹子的端部,弹子在弹子孔内发生位移使锁芯在锁芯壳结构内可以自由转动。
3.现有的锁芯壳结构在拔轮槽位置,两侧毛刺严重,在自动化设备运行过程中,毛刺将锁壳表面刮花,严重影响产品的质量,而采取的处理方法是采用人工使用美工刀将毛刺去除,此种处理方式仍存在问题。而且在装配过程中,遇到封口钢珠偏大或者七孔偏小时,对锁芯壳结构进行上端冲压封口过程中,会使锁芯壳结构出现挤压变形。
技术实现要素:
4.为解决现有技术中存在的问题,本实用新型的目的是提供一种锁芯壳结构及封口工装。解决生产中存在锁芯壳结构在拔轮槽两侧和梁体与套管相接触的位置有毛刺的问题,并解决封口过程中将锁芯壳结构挤压变形的问题,同时可降低锁芯材料成本。
5.为实现上述目的,本实用新型采用的技术方案是:
6.一种锁芯壳结构,包括相互连接的梁体和套管,所述梁体与套管形成有工型槽结构;所述梁体上设置有拔轮槽,所述套管包括左套管和右套管,左套管和右套管分别设置于拔轮槽两侧,且左套管与右套管之间的间隙与拔轮槽相对应设置;所述套管用于容纳锁芯,锁芯与拔轮相连接,当锁芯内插入对应的钥匙时,转动锁芯带动拔轮转动,实现开锁。
7.进一步地,所述锁芯壳结构设置有安装孔,所述安装孔设置于拔轮槽的上方。
8.进一步地,所述锁芯壳结构顶部前后两侧为曲面结构。
9.进一步地,所述拔轮槽左右两侧设置有弧形凹面。
10.进一步地,所述锁芯壳结构的顶部开设有若干相互平行的通孔,用于容纳弹子;所述弹子容纳于通孔内,并使用封口钢珠通过上端冲压的方式进行封口。
11.一种封口工装,用于将锁芯壳结构进行封口,包括底板和支撑结构,所述支撑结构为“7”形的左支撑部和右支撑部相向设置而成,并设置于底板上,用于卡合在锁芯壳结构的工型槽内,支撑锁芯壳结构;且对锁芯壳结构进行冲压封口时,锁芯壳结构的底部与封口工装的底板不接触。
12.进一步地,所述底板为长方体结构,且底板上设置有两条形孔,用于固定封口工装。
13.本实用新型的有益效果是:
14.通过本实用新型的锁芯壳结构,利用锁芯壳结构的梁体与套管形成有工型槽结构,解决各部件接触面有毛刺的问题,降低制作锁芯壳结构的材料成本,使锁芯壳结构的生产质量得到保证,节约安装工序,提高产品的安装效率,并降低安全隐患。并公开与该锁芯壳结构相配合使用的封口工装,通过该封口工装对锁芯壳结构进行冲压封口,能够有效避免锁芯壳的套管出现变形,提高产品的装配效率和生产质量。
附图说明
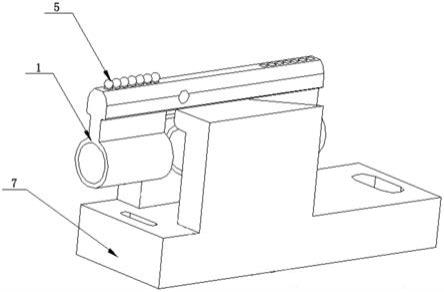
15.图1为本实用新型的锁芯壳结构示意图。
16.图2为原封口工装与原锁芯壳结构的配合示意图。
17.图3为本实用新型的封口工装与锁芯壳结构的配合示意图。
18.附图标记:锁芯壳结构1,梁体2,套管3,拔轮槽4,封口钢珠5,原封口工装6,封口工装7。
具体实施方式
19.下面结合附图1
‑
3对本实用新型的实施例进行详细说明。
20.在其中一个实施例中,如图1所示,一种锁芯壳结构1,所述锁芯壳结构包括相互连接的梁体2和套管3,梁体2中部开设有用于容纳拔轮的拔轮槽4,拔轮槽的正上方设置有安装孔;所述套管3为两个,左右套管分别设置于拔轮槽两侧,两个套管之间的间隙与拔轮槽4相对应设置;所述套管用于容纳锁芯,锁芯能够在套管内转动,当锁芯内插入对应的钥匙时,转动锁芯时带动拔轮转动,实现开锁。
21.锁芯壳结构1整体高度为32mm,在锁芯壳结构离顶部8.8mm处进行拉槽处理,其中拉槽宽度为7.6mm,厚度为2mm,呈前后两侧对称结构,并保留锁芯壳结构梁体的5mm的支撑厚度,形成工型槽结构。并在锁芯壳结构的顶部前后两侧做倒角面处理,使锁芯壳结构顶部为曲面结构,避免安装人员和产品被刮伤,又能方便摸具的制作。
22.所述梁体2与套管3形成有工型槽结构,所述拔轮槽左右两侧还可以设置弧形凹面。使拔轮转动过程中,不会与梁体的拔轮槽左右两侧相接触,有效避免了拔轮槽左右两侧的毛刺对拔轮造成影响。而且此工型槽结构还能够使梁体与套管相连接的边缘转移至套管顶部,避免安装人员和产品被刮伤。进一步解决由于原产品中存在有毛刺,即便使用美工刀刮过后,锁芯壳结构上仍存在毛刺不能彻底清理,导致产品外观缺陷,同时解决由于产品存在毛刺,易将使用人员的手部能划伤,存在的安全隐患;并减少安装过程中需要对锁芯壳结构进行毛刺去除的工序,有效提高安装人员的安装效率。
23.所述梁体2上开设有若干相互平行的通孔,用于容纳弹子。所述弹子容纳于通孔内,并使用封口钢珠5上端冲压方式进行封口。
24.在另一个实施例中,所述套管3还可以为三个或其他数量,仅需满足有两个套管设置于拔轮槽4左右两侧,且两个套管之间的间隙与拔轮槽相对应设置即可。
25.如图2所示,原封口工装6,结构为长方体结构,其顶部设置有水滴型开口。当需要对原锁芯壳结构进行封口时,将原锁芯壳结构插入开口内进行固定,将封口钢珠5通过上端冲压方式对原锁芯壳结构进行封口。在冲压过程中,原锁芯壳结构的底部受力,很可能导致原锁芯壳结构的套管挤压变形,影响原锁芯壳结构的质量。
26.如图3所示,一种封口工装7,包括底板和支撑结构,底板为长方体结构,两端设置有两条形孔,用于固定整个封口工装;支撑结构为两个“7”形的左、右支撑部,两个支撑部相向设置于底板上,用于支撑锁芯壳结构,使锁芯壳结构底部不与封口工装7的底板相接触。当对锁芯壳结构进行封口时,将本实用新型的锁芯壳结构插入左、右支撑部之间,并通过左、右支撑部卡合锁芯壳结构的工型槽内,对锁芯壳结构进行承托固定,并使锁芯壳结构的套管与封口工装的底板不接触。将封口钢珠通过上端冲压方式进行封口,其受力点转移至锁芯壳结构的中间部位工型槽内,因此,有效避免锁芯壳结构的套管出现变形,提高了产品直通率及装配效率。
27.通过本实用新型的锁芯壳结构,能够有效避免拔轮槽左右两侧的毛刺对拔轮及锁芯壳结构造成影响,并将其与封口工艺工装配合使用,有效解决原封口工装在封口过程中,锁芯壳结构底部受力变形的问题,并提高了产品的生产质量。
28.以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1