一种制动夹钳吊挂座衬套安装工装的制作方法
1.本实用新型属于铁路机车配件装配技术领域,具体涉及一种用于hxd1、hxd1c、hxd1d机车制动夹钳吊挂座的衬套安装工装。
背景技术:
2.hxd1、hxd1c、hxd1d型机车使用的是北京纵横公司生产的制动夹钳,制动夹钳与构架通过制动夹钳吊挂座连接,吊挂座的两个吊耳孔内安装有衬套,衬套与吊耳孔通过过盈配合连接,目前,hxd1、hxd1c、hxd1d型三种机车构架制动夹钳吊挂座的衬套安装时,使用铁锤将衬套敲入吊挂座的吊耳孔中,经常引起吊挂座的变形,且工作效率低,安装质量不稳定,由于构架与制动夹钳吊挂座连接的位置度尺寸如平行度和垂直度均要求较高,hxd1、hxd1c型机车要求平行度和垂直度均不大于2mm,hxd1d型机车要求不大于1mm,因此,控制衬套安装过程中吊挂座的变形至关重要。
技术实现要素:
3.本实用新型的目的是提出一种制动夹钳吊挂座衬套安装工装,该安装工装由钢板、套筒及长条筋板焊接在一起构成梯形框架结构,通过调整螺母和调整螺栓配合液压千斤顶和衬套安装销将衬套缓缓压入到吊挂座的吊耳孔中,避免了使用铁锤将衬套敲入吊耳孔时引起的变形。
4.本实用新型的目的可采用如下技术方案来实现:一种制动夹钳吊挂座衬套安装工装,包括底座、筋板、定位螺母、套筒、调整螺栓、调整螺母、液压千斤顶和衬套安装销;所述的底座为竖直设置的矩形钢板,钢板中心设置一通过调整螺栓的圆孔;所述的筋板为两根长条形钢板,筋板的一端分别设置在竖直的底座两侧,筋板的另一端分别与套筒的外径两侧连接;所述的套筒水平设置在两条筋板之间,套筒的中心孔对应于底座的中心孔,套筒与筋板、底座之间通过焊接连接在一起,构成梯形框架结构;所述的定位螺母为两个,定位螺母分别设置在两根筋板的正下方,通过焊接与筋板连接在一起;所述的调整螺母设置在竖直的底座外端面的中心,通过焊接固定在底座端面上;所述的衬套安装销为阶梯形轴销,阶梯形轴销的左右两端为螺纹轴,左端的螺纹轴右端部相连处为一凸台。
5.所述的底座中心圆孔直径大于调整螺栓的外径。
6.所述的套筒为圆钢管,套筒的孔径大于吊挂座的吊耳孔孔径,套筒的中心孔与底座的中心孔在同一轴线上。
7.所述的调整螺母与调整螺栓配套,调整螺母的中心孔与底座的中心孔在一条轴线上。
8.所述的两个定位螺母在筋板上固定的位置尺寸与吊挂座上设置的连接孔的定位尺寸一致,定位螺母通过螺栓将吊挂座固定在两筋板之间,并且使吊挂座右侧的吊耳紧靠套筒的左端面,保证吊挂座的吊耳孔中心与底座中心孔和套筒中心孔在一条轴线上。
9.所述的衬套安装销的右端螺纹轴外径小于套筒的孔径,与右端螺纹轴相连的轴径
与吊挂座内的衬套的内径相匹配,二者间隙配合,衬套安装销的左端螺纹轴与液压千斤顶的连接孔相匹配,与左端的凸台相连的轴径大于衬套的内径并小于衬套的外径。
10.所述的衬套安装销左端的凸台外径大于吊挂座的吊耳孔孔径,凸台的轴向位置尺寸满足衬套安装销将衬套全部压入吊挂座右侧的吊耳孔中。
11.本实用新型使用时,先将吊挂座放置在两条筋板之间的空挡,吊挂座右侧的吊耳紧靠套筒的左端面,通过螺栓将其固定在两条筋板下方的定位螺母上,接着安装吊挂座右侧吊耳孔的衬套,将衬套套进衬套安装销的右端轴径上,然后放入梯形框架的内档,衬套安装销的右端螺纹轴伸入吊挂座左侧的吊耳孔中,将液压千斤顶连接在衬套安装销的左端螺纹轴上,根据衬套的长度,通过调整螺栓调整好液压千斤顶的位置,启动液压千斤顶,液压千斤顶的活塞杆推动衬套安装销缓缓进入吊挂座的吊耳孔中,直至衬套安装销的左端凸台贴紧吊挂座的左侧吊耳端面,衬套全部压进入吊挂座右侧的吊耳孔中,然后将衬套安装销全部退出,再安装吊挂座左侧吊耳孔的衬套,将衬套装入衬套安装销的左端,重复上述操作,直至衬套全部压进吊挂座左侧的吊耳孔中。当需要将衬套卸出吊挂座时,衬套安装销将对准吊挂座左侧吊耳孔中的衬套,启动液压千斤顶,衬套安装销的左端轴径先压着衬套缓缓退出,衬套取出后,重复以上操作,再次将右侧吊耳孔中的衬套缓缓退出。
12.本实用新型的有益效果是:该工装具有体积小、重量轻,占用空间小的特点,结构简单、操作便捷,针对hxd1、hxd1c、hxd1d型三种机车构架制动夹钳吊挂座的衬套安装时,避免了使用铁锤将衬套敲入吊挂座而引起的变形,保证了机车构架吊挂座安装的垂直度和平行度要求,提高了制动夹钳吊挂座的装配质量,同时提高了工作效率,降低了劳动强度。
附图说明
13.图1为本实用新型的主视示意图;
14.图2为图1的俯视示意图;
15.图3为图1的左视示意图;
16.图4为本实用新型的衬套安装销主视图;
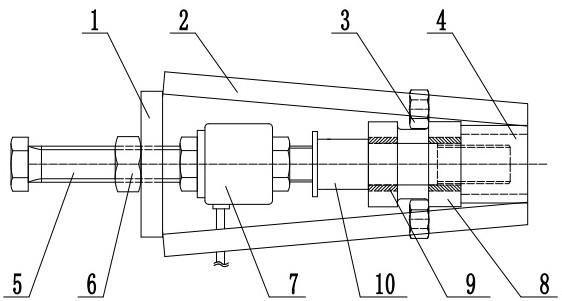
17.图5为本实用新型安装右侧衬套的主视示意图;
18.图6为本实用新型安装右侧衬套的俯视示意图;
19.图7为本实用新型安装左侧衬套的俯视示意图;
20.图8为本实用新型的实施例整体工装尺寸图;
21.图9为本实用新型的实施例衬套安装销的尺寸图;
22.图10为本实用新型的实施例底座的尺寸图;
23.图中标记:1、底座,2、筋板,3、定位螺母,4、套筒,5、调整螺栓,6、调整螺母,7、液压千斤顶,8、吊挂座,9、衬套,10、衬套安装销。
具体实施方式
24.以下结合附图对本实用新型的具体实施方式做进一步的详细说明。
25.如图1、图2、图3、图4、图5、图6、图7所示,一种制动夹钳吊挂座衬套安装工装,包括底座1、筋板2、定位螺母3、套筒4、调整螺栓5、调整螺母6、液压千斤顶7和衬套安装销10;所述的底座1为竖直设置的矩形钢板,钢板中心设置一通过调整螺栓5的圆孔,圆孔直径大于
调整螺栓5的外径;所述的筋板2为两根长条形钢板,筋板2的一端分别设置在竖直的底座1的两侧,筋板2的另一端分别与套筒4的外径两侧连接;所述的套筒4为水平设置在两条筋板2之间的圆钢管,套筒4的中心孔对应于底座1的中心孔,且两孔的中心在同一轴线上,套筒4的孔径大于吊挂座8的吊耳孔孔径,为了保证工装的稳定性,套筒4与筋板2、底座1之间通过焊接连接在一起,构成梯形框架结构,并保证底座1和套筒4的中心孔偏差值在2mm范围内;所述的定位螺母3为两个,定位螺母3分别设置在两根筋板2的正下方,通过焊接与筋板2连接在一起,两个定位螺母3在筋板2上固定的位置尺寸与吊挂座8上设置的连接孔的定位尺寸一致,定位螺母3通过螺栓将吊挂座8固定在两筋板2之间,并且使吊挂座8右侧的吊耳紧靠套筒4的左端面,保证吊挂座8的吊耳孔中心与底座1中心孔和套筒4中心孔在一条轴线上;所述的调整螺母6通过焊接固定在竖直的底座1外端面的中心,其中心孔与底座1的中心孔在一条轴线上,调整螺母6与调整螺栓5配套,将整体工装的梯形框架内挡尺寸进行调节,以适用于不同车型吊挂座衬套的安装;所述的衬套安装销10整体为阶梯形轴销,阶梯形轴销的左右两端为螺纹轴,左端螺纹轴的右端部相连处为一凸台,其中右端螺纹轴的外径小于套筒4的孔径,与右端螺纹轴相连的轴径与衬套9的内径相匹配,二者间隙配合,左端螺纹轴与液压千斤顶7的连接孔相匹配,与左端的凸台相连的轴径大于衬套9的内径并小于衬套9的外径,凸台的外径大于吊挂座8的吊耳孔孔径,凸台的轴向尺寸满足衬套安装销10将衬套9全部压入吊挂座8右侧的吊耳孔中,起到限位作用。
26.以下为本实用新型的具体实施例的详细操作过程:如图8、图9、图10所示,针对hxd1、hxd1c、hxd1d型三种机车构架制动夹钳吊挂座的衬套9的安装,底座1由80mm
×
60mm、厚12mm的低碳钢钢板经激光切割而成,底座1的中心孔直径为23mm,筋板2由185mm
×
25mm、厚12mm的低碳钢钢板经激光切割而成,套筒4由直径43mm,壁厚3mm的圆钢管锯成35mm长度,底座1、筋板2和套筒4通过焊接连接,整体尺寸为196.5mm
×
100mm
×
67mm,保证底座1的中心孔和套筒4的中心孔偏差值在2mm范围内,以使吊挂座8 的衬套9顺利装入;用m20调整螺母6与m20调整螺栓5配套,将整体工装的梯形框架内挡尺寸进行调整,以适用于hxd1、hxd1c、hxd1d型三种机车的吊挂座衬套的安装;衬套安装销10的尺寸根据衬套9的尺寸确定。
27.先将吊挂座8放置在两条筋板2之间的空挡,吊挂座8右侧的吊耳紧靠套筒4的左端面,通过螺栓将其固定在两条筋板2下方的定位螺母3上,定位螺母3为m12 mm,中心间距为61 mm,与吊挂座8上设置的连接孔的定位尺寸一致,接着安装吊挂座8右侧吊耳孔的衬套9,将衬套9套进衬套安装销10的右端轴径上,然后放入梯形框架的内档,衬套安装销10的右侧螺纹轴伸入吊挂座8左侧的吊耳孔中,将液压千斤顶7连接在衬套安装销10的左侧螺纹轴上,根据衬套9的长度,通过调整螺栓5调整好液压千斤顶7的位置,启动液压千斤顶7,其活塞杆推动衬套安装销10缓缓进入吊挂座8的吊耳孔中,直至衬套安装销10的左端凸台贴紧吊挂座8的左侧吊耳端面,衬套9全部压进入吊挂座8右侧的吊耳孔中,然后将衬套安装销10全部退出,再安装吊挂座8左侧吊耳孔的衬套9,将衬套9装入衬套安装销10的左端,重复上述操作,直至衬套9全部压进吊挂座8左侧的吊耳孔中。当需要将衬套9卸出吊挂座8时,将衬套安装销10对准吊挂座8左侧吊耳孔中的衬套9,启动液压千斤顶,衬套安装销10的左端轴径先压着吊挂座8左侧的衬套9缓缓退出,衬套9取出后,重复以上操作,再次将吊挂座8右侧吊耳孔中的衬套9缓缓退出。
28.该实用新型经过现场实施验证,实现了吊挂座8 的衬套9顺利装入和退出,减少了
吊挂座8的变形,尤其保证了hxd1d型机车构架吊挂座8的垂直度、平行度均在1mm范围内,提高了制动夹钳吊挂座的装配质量,取得了良好的效果,建议推广。
29.本实用新型未详述部分为现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1