用于加工不锈钢搅拌子的装置及方法与流程
1.本发明涉及搅拌杯的制作加工领域,特别涉及一种用于加工搅拌杯搅拌子的装置以及加工搅拌杯搅拌子的方法。
背景技术:
2.搅拌杯,是一种杯子附带的可以将杯内液体进行搅拌的装置,是一种较为受欢迎的日常用品。现有技术中,通常采用放置在杯中的和杯身相分离的搅拌子和内置在杯身内的驱动装置,搅拌子内部或者搅拌子本身和驱动装置之间通过磁性实现传动,内置在杯身的驱动装置转动带动搅拌子转动实现对杯内液体的搅拌。但由于搅拌子本身体积较小,且通常用不锈钢作为外壳进行加工,加工难度高,良品率较底,加工过程中,需要将两个单独分离的不锈钢外壳进行焊接实现连接。在焊接过程中发现,在焊接过程中容易产生振动导致两个单独外壳无法准确对准,导致良品率不高。尽管在具有上下模夹持的情况下良品率较高,但由于搅拌子本身体积较小,两个外壳的接触处呈细长结构,即便有上下模夹持也易出现打滑,极为容易因外力导致两个外壳之间产生位移,尤其是在焊接过程中。另外,部分搅拌子内部存在填充物,这些填充物会起到一定的固定作用,因此为了能够进一步减少工序,也会省略上模,提高生产效率,但这样的加工方式尤为容易导致两个外壳之间产生位移。因此需要针对现有技术中的问题找到一种改进的方案。
技术实现要素:
3.本发明针对现有技术中需要固定连接在一起的搅拌子的两个相互分离的外壳在焊接或者连接的过程中容易产生相对位移导致最后的良品率不高的缺点,提供了一种用于加工搅拌杯搅拌子的装置以及相应的加工方法。
4.为实现上述目的,本发明可采取下述技术方案:
5.一种用于加工搅拌杯搅拌子的装置,待加工的搅拌子包括相互分离且在连接后可以相互抵靠地固定连接在一起的第一部分和第二部分,第一部分和第二部分固定连接后的搅拌子呈现完整独立的结构,搅拌子内部可以设置磁性装置,并设置填充物,填充物或者内置的磁性装置可以在搅拌子连接前暂时地固定第一部分或者第二部分之间的相对位置,这样可以在连接时省略第二定位装置或者上模。搅拌子材质为不锈钢,也可以为其他的金属材质,通过焊接连接,通常不使用非金属材料,但若非金属材料较为坚固耐磨,不易或者基本不会因摩擦而脱落亦可使用本技术的装置和方法进行加工,另外本技术的装置和方法也可以加工那些使用普通的非金属材料,例如普通的塑料制成的搅拌子,通常采用加热熔融或者其他可以使用于食品级器械使用的连接方法进行连接。
6.加工装置包括第一定位装置、连接装置以及稳定装置;其中,
7.所述第一定位装置至少包括和所述第一部分部分外侧表面相匹配的第一贴合面,所述第一定位装置用于在所述第一部分位于连接位置时稳定所述第一部分;
8.所述连接装置设置在所述第一部分位于连接位置的一侧,用于所述第一定位装置
位于连接位置时将所述第一部分和所述第二部分固定连接;
9.所述稳定装置在所述第一定位装置位于连接位置时抵靠所述第一定位装置,所述稳定装置包括用于抵靠所述第一定位装置的摩擦轮或者齿轮,稳定装置系通过摩擦轮或者齿轮来实现和所述第一定位装置之间的抵靠和稳定。
10.进一步地,作为一种可选的方案,所述稳定装置在所述第一定位装置位于连接位置时驱动所述第一定位装置转动。
11.进一步地,作为一种可选的方案,还包括第二定位装置,所述第二定位装置至少包括和所述第二部分部分外侧表面相匹配的第二贴合面,所述第二定位装置用于在所述第二部分位于连接位置时稳定所述第二部分。
12.进一步地,作为一种可选的方案,还包括旋转装置,所述第一定位装置设置在所述旋转装置上并随所述旋转装置转动直至第一定位装置和所述稳定装置相抵靠。
13.进一步地,作为一种可选的方案,所述旋转装置上设置有至少2个的第一定位装置。
14.进一步地,作为一种可选的方案,还包括设置在所述旋转装置上和所述第一定位装置的数量相匹配的第二定位装置。
15.进一步地,作为一种可选的方案,还包括移动装置,所述第一定位装置设置在所述移动装置上并随所述移动装置移动直至第一定位装置和所述稳定装置相抵靠。
16.进一步地,作为一种可选的方案,所述移动装置上设置有至少2个的第一定位装置。
17.进一步地,作为一种可选的方案,还包括设置在所述移动装置上和所述第一定位装置的数量相匹配的第二定位装置。
18.此外,本技术还公开了一种用于加工搅拌杯搅拌子的方法,包括待加工的搅拌子包括相互分离且在连接后可以相互抵靠地固定连接的第一部分和第二部分、第一定位装置、连接装置、稳定装置以及旋转装置或者移动装置,还包括以下步骤:所述第一定位装置对所述第一部分进行定位后,所述第一定位装置随旋转装置或者移动装置进入连接位置;当所述第一定位装置位于连接位置时,所述稳定装置保持和所述第一定位装置抵靠同时驱动第一定位装置转动;在所述稳定装置保持和所述第一定位装置抵靠同时所述连接装置对所述第一部分和所述第二部分实施固定连接。
19.本发明具有以下的显著技术效果:
20.通过添加稳定装置可以提高焊接/连接过程中的两个相分离外壳之间的稳定性,防止出现较大的位移,从而保证焊接质量,提高搅拌子的良品率。此外,可以将稳定装置改进为驱动第一定位装置或者第二定位装置在焊接/连接过程中转动的驱动装置。进一步地,在加工装置中引入旋转装置/移动装置后,也增大了旋转和移动过程中两个相分离外壳之间出现相对位移的可能性。因此增加稳定装置可以较好地消除相对位移,提高搅拌子的良品率。
21.此外,稳定装置结构简洁,可以在现有设备上改装,改装成本较低,具有较好的应用价值。
附图说明
22.图1为搅拌子连接以后的结构示意图。
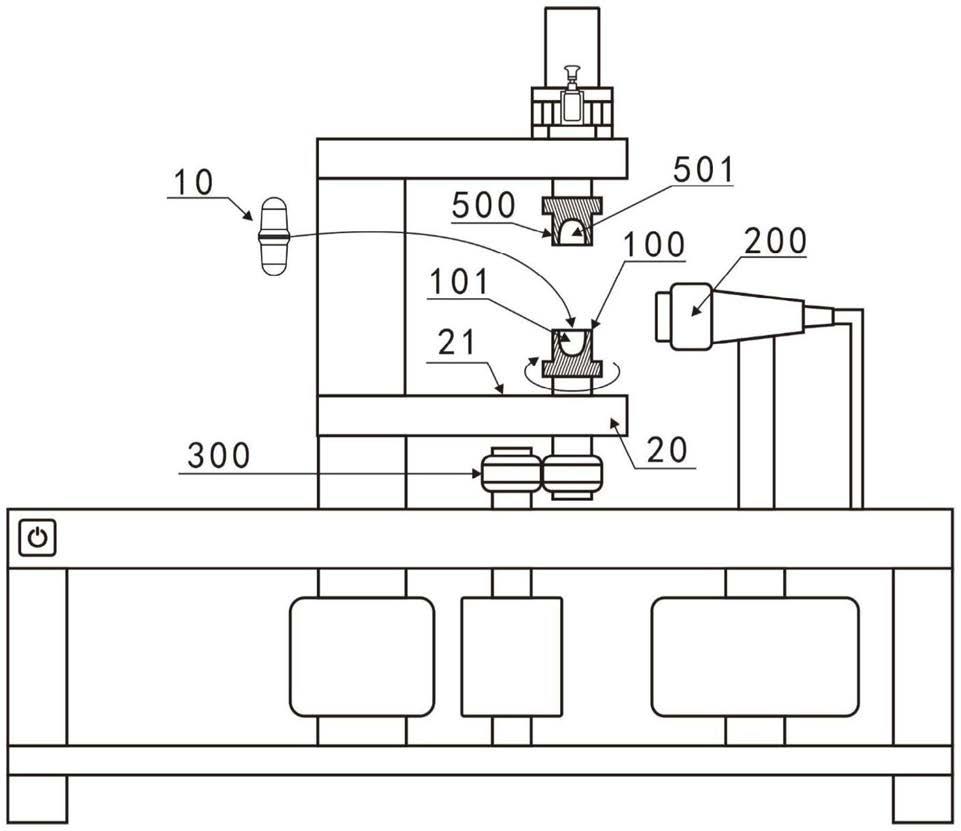
23.图2为不设置旋转装置或者移动装置的加工装置由侧向进行观察的结构示意图。
24.图3为带有旋转装置的加工装置的由旋转装置的旋转轴径向方向观察的结构示意图。
25.图4为带有移动装置的加工装置的由移动方向的一侧进行观察的结构示意图。
具体实施方式
26.下面结合实施例对本发明作进一步的详细描述。
27.实施例1
28.一种用于加工搅拌杯搅拌子的装置,如图1、2所示,待加工的搅拌子10 包括相互分离且在连接后可以相互抵靠地固定连接的第一部分11和第二部分12,通常搅拌子是对称的,但也可以令第一部分11和第二部分12具有不同的体积或者重量。本技术中将第一部分11视为在加工过程中位于第二部分12下方,在实际加工过程中,则可以将位于上方或者侧方的搅拌子部分视为第一部分11,此时,加工装置的其他部分应当相应地作出位置的调整。
29.加工装置包括第一定位装置100、连接装置200以及稳定装置300;其中,所述第一定位装置100至少包括和所述第一部分11部分外侧表面相匹配的第一贴合面101,所述第一定位装置100用于在所述第一部分11位于连接位置400 时稳定所述第一部分11,第一定位装置100可以包括一个可分离的模块,通常为下模,但也可以为上模,通过第一贴合面101实现对搅拌子10的第一部分的夹持,在实际使用时,第一贴合面101和第一部分11之间留有一定的余隙,这也导致在实际使用时,则需要更为注意第一部分11和第二部分12在加工过程中稳定性的问题。
30.连接位置400是指当第一定位装置100处于该位置时,则第一部分11在第一定位装置100上能够保持稳定且第二部分12也可以同时保持和第一部分11 之间的相对位置的稳定,这样,可以启动连接装置200对第一部分11和第二部分12进行连接。第一定位装置100位于连接位置400时,则可以启动连接装置进行焊接/连接,此时第一定位装置100和连接装置200之间的相互位置关系是固定的,第一定位装置100可以相对连接装置200旋转或者和连接装置200一起进行其他形式的转动/移动。
31.所述连接装置200设置在所述第一部分11位于连接位置400的一侧,用于所述第一定位装置100位于连接位置400时将所述第一部分11和所述第二部分 12固定连接。连接装置200可以选择非直接接触的激光焊接或者其他焊接方式,也可以选择需要直接接触的焊接方式,连接装置200的选择只需要保证第一部分11和第二部分12在连接后可以固定且稳定地连接在一起,并且可以承受预定大小的外力而不会破坏这样的固定连接均可。
32.所述稳定装置300在所述第一定位装置100位于连接位置400时抵靠所述第一定位装置100。稳定装置300是利用和第一定位装置100之间的物理接触来实现稳定,主要是消除第一定位装置100本身的转动和其他的工序动作导致的第一部分11和第一定位装置100之间产生相对移动,导致接下来的焊接等连接工序无法顺利完成,导致良品率不高。本实施例中将一个和单独的转轴作为稳定装置,转轴和第一定位装置100之间通过摩擦轮,齿轮,皮带等方式进行抵靠,另外也可以由稳定装置来提供第一定位装置100旋转的驱动。
33.进一步地,所述稳定装置300在所述第一定位装置100位于连接位置400 时驱动所述第一定位装置100转动。
34.进一步地,还包括第二定位装置500,所述第二定位装置500至少包括和所述第二部分12部分外侧表面相匹配的第二贴合面501,所述第二定位装置500 用于在所述第二部分12位于连接位置400时稳定所述第二部分12。
35.如图2所示,本实施例的加工装置具体包括一用于安装加工装置的架子20,其中设置有一台面21,第一定位装置100设置在该台面上,在第一定位装置100 上端设置有下模,下模具有和第一部分11的外侧表面相匹配的凹面,在第一定位装置100下端可以设置令第一定位装置100旋转或者上下移动的驱动装置。在第一定位装置100的上方还可以选择性地设置第二定位装置500,第二定位装置的上端设置有升降装置,或者可以令第二定位装置500可以随着第一定位装置100转动的转动轴承。若需要由第一定位装置100和第二定位装置500夹持第一部分11和第二部分12时,则可以令第一定位装置100向上,第二定位装置500向下完成。此时,则第一部分11和第二部分12的相对位置固定,两者进入连接位置400。在第一定位装置100的一侧或者其他位置设置有激光焊机或者其他的焊接或者连接装置。可以直接启动激光焊机,同时启动设置在第一定位装置100上的旋转装置,令第一部分11和第二部分12转动,从而实现搅拌子周向一周的焊接。但为了工序简便期间,可以省去第二定位装置,仅仅将保留第一定位装置100,此时第二部分12是放置在第一部分11上方,仅仅通过相互间的摩擦力维持稳定的相对位置。在此情况下,尤其需要关注第一定位装置 100在进入连接位置400前后的稳定性问题。稳定装置为一可以转动的圆形结构,其转动轴和第一定位装置100的可转动轴心平行,圆形结构通过接触和第一定位装置100抵靠并实现第一定位装置100的平稳转动。
36.实施例2
37.如图3、4所示,进一步地在上述实施例1的基础上,加工装置还包括旋转装置600,所述第一定位装置100设置在所述旋转装置600上并随所述旋转装置 600转动直至第一定位装置100和所述稳定装置300相抵靠。旋转装置600为一可以转动的圆盘,可以围绕一轴心转动。圆盘上设置至少2个的第一定位装置 100或者和第一定位装置100相同的第二定位装置500。随着旋转装置600的转动,则其中一个第一定位装置100被带到连接装置200的附近,则该第一定位装置100进入连接位置400。在连接位置400附近,则第一定位装置100较容易产生振动导致第一部分11和第二部分12产生相对的位置移动影响焊接的质量。
38.另外,可以将旋转装置变更为移动装置,例如采用类似传送带,令多个第一定位装置100或者和第一定位装置100相同的第二定位装置500沿着直线800 而不是沿着圆周曲线的轨迹移动,同样,需要保证第一定位装置100在连接位置400附近的稳定问题。
39.本实施例中,由于第一定位装置100的相对位置随着旋转装置600或者移动装置700而发生改变,因此和实施例1不同之处在于,稳定装置300和第一定位装置100之间的接触抵靠距离、时间相对于实施例1而言缩短了,稳定装置并非全程和第一定位装置实现接触抵靠。因此可以选择摩擦轮或者齿轮等结构来实现稳定装置300和第一定位装置100之间的抵靠,第一定位装置接近稳定装置则摩擦轮或者齿轮等可以实现抵靠直至焊接完成。
40.进一步地,所述旋转装置600上设置有至少2个的第一定位装置100。
41.进一步地,还包括设置在所述旋转装置600上和所述第一定位装置100的数量相匹
配的第二定位装置500。
42.进一步地,还包括移动装置700,所述第一定位装置100设置于所述移动装置700上并随所述移动装置700移动直至第一定位装置100和所述稳定装置300 相抵靠。
43.进一步地,所述移动装置700上设置有至少2个的第一定位装置100。
44.进一步地,还包括设置在所述移动装置700上和所述第一定位装置100的数量相匹配的第二定位装置500。
45.实施例3
46.在实施例1、2的基础上,加工装置采用以下的方法,加工装置应当包括待加工的搅拌子10包括相互分离且在连接后可以相互抵靠地固定连接的第一部分 11和第二部分12、第一定位装置100、连接装置200、稳定装置300以及旋转装置600或者移动装置700,还包括以下步骤:所述第一定位装置100对所述第一部分11进行定位后,所述第一定位装置100随旋转装置600或者移动装置700 进入连接位置400,这里的定位是指将第一部分11放置到第一定位装置100的下模相应位置并将第二部分12放置到第一部分11上端的位置,如存在第二定位装置500则需要下降第二定位装置或者同时上升第一定位装置100来实现对第一部分11和第二部分12的夹持;当所述第一定位装置100位于连接位置400 时,所述稳定装置300保持和所述第一定位装置100抵靠同时驱动第一定位装置转动;在所述稳定装置300保持和所述第一定位装置100抵靠同时所述连接装置200对所述第一部分11和所述第二部分12实施固定连接,因此稳定装置 300的抵靠应当先于连接装置200的固定连接。
47.验证例
48.通过对上述实施例1、2记载的加工装置的不少于10次的比对实验可以发现,在安装了稳定装置300后,可以提高良品率至少5
‑
8%,尤其是需要通过机械来实现将第一部分11和第二部分12放置到第一定位装置100的相应位置的情况下,稳定作用更为明显,可以提高良品率约10%。
49.总之,以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所作的均等变化与修饰,皆应属本发明专利的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1