一种液晶面板LED背光系统制造加工设备及加工工艺的制作方法
一种液晶面板led背光系统制造加工设备及加工工艺
技术领域
1.本发明涉及led背光系统制造加工技术领域,特别涉及一种液晶面板led背光系统制造加工设备及加工工艺。
背景技术:
2.液晶面板与背光系统是液晶显示器的两个基本结构,液晶面板是决定液晶显示器亮度、对比度、色彩、可视角度的材料,背光系统主要作用是供应充足的亮度与分布均匀的光源,使其能正常显示影像,它的发光效果将直接影响到液晶显示模块视觉效果,而背光系统主要包括背光板、背光源、扩散板、扩散片等等,其中背光板在生产时均为大块的生产,所以在进行使用之前需要将背光板切割成所需要的小块尺寸,从而便于对背光板进行后续加工。
3.但在液晶面板led背光系统中的背光板进行切割过程中可能会遇到以下问题:
4.1、传统的切割方式是直接对大块的背光板冲切,这导致冲切的背光板切割处易产生裂纹,从而导致切割的背光板无法进行后续的加工使用,造成大量的背光板浪费,造成一定的经济损失,同时也降低了背光板的生产效率;
5.2、背光板在进行固定时,常常因固定板的卡紧或压紧,将背光板的表面造成了一定的刮伤,导致背光板后面的使用效果不佳。
技术实现要素:
6.(一)技术方案
7.为了弥补现有技术的不足,本发明提供了一种液晶面板led背光系统制造加工设备及加工工艺。
8.本发明所要解决其技术问题所采用以下技术方案来实现:一种液晶面板led背光系统制造加工设备,包括支撑台、矩形槽、划切机构、冲切机构和卡紧机构,所述的支撑台的右端面开设有矩形槽,支撑台的上端面从左向右依次设置有卡紧机构与划切机构,划切机构上设置有冲切机构;
9.所述的划切机构包括支撑架、挤压弹簧杆、匚形架、下压板、电动气缸、矩形通槽、限位槽、限位块、导向轴、螺纹杆、刀座、划切刀、正反转电动机和压紧板,所述的支撑台的上端面靠近右端处安装有支撑架,支撑架位于矩形槽上方,支撑架的上端面通过挤压弹簧杆安装有开口向下的匚形架,挤压弹簧杆前后对称排布,匚形架的前后两个下端面贯穿支撑架后安装有下压板,支撑架的下端面安装有电动气缸,电动气缸的移动杆与下压板的上端面相连接,下压板的上端面开设有矩形通槽,矩形通槽的内壁左右对称开设有限位槽,限位槽内滑动连接有限位块,左右两个限位槽内分别设置有导向轴与螺纹杆,导向轴与限位槽之间固定连接,螺纹杆与限位槽之间转动连接,导向轴与螺纹杆均贯穿限位块,且螺纹杆与限位块之间螺接,左右两个限位块连接有刀座,刀座的下端设置有划切刀,划切刀位于矩形槽左侧内壁的上方,下压板的一端通过机座安装有正反转电动机,螺纹杆的一端贯穿下压
板后与正反转电动机的输出轴相连接,下压板的下端面靠近左端处安装有压紧板,压紧板位于矩形通槽的左侧,划切刀在背光板的上端面划切出一条切口,从而达到对背光板预切的效果,在冲切机构进行冲切时,直接沿划切的切口进行冲切,避免直接冲切背光板时出现裂纹,导致背光板后续加工难以进行,从而造成加工效率低的现象。
10.所述的冲切机构包括支撑弹簧杆、移动座、电动伸缩杆和冲切刀,所述的支撑架的下端面通过支撑弹簧杆安装有移动座,支撑弹簧杆前后对称排布,支撑架的下端面安装有电动伸缩杆,电动伸缩杆的移动杆与移动座相连接,移动座的下端面安装有冲切刀,冲切刀位于划切刀的正上方,且冲切刀的尺寸小于矩形通槽的尺寸,冲切刀的下端位于刀座上端面的上方,冲切刀的刀尖从划切口向下进行切割将背光板切断,有了划切口再进行切割大大避免了将背光板切裂的现象。
11.其中,所述的卡紧机构包括矩形凹槽、滑动槽、卡板、盖板、转轴、齿轮、齿条、滑槽、滑板和液压缸,所述的支撑台的上端面开设有矩形凹槽,矩形槽的左右两侧前后对称开设有滑动槽,左右两个滑动槽之间滑动连接有卡板,矩形凹槽上安装有盖板,盖板位于前后卡板之间,且盖板的上端面与支撑台的上端面位于同一水平线,盖板与矩形凹槽之间转动连接有转轴,转轴上套设有齿轮,卡板的相对面均安装有与齿轮啮合的齿条,前后两个卡板上的齿轮分别位于齿轮的左右两侧,矩形凹槽与盖板的相对面均开设有滑槽,齿条上下对称安装有滑板,滑板与滑槽滑动连接,矩形凹槽内通过机座安装有液压缸,液压缸的移动杆与其中一个卡板相连接,前后卡板移动的作用下将背光板卡紧在支撑台的中部,方便了背光板的切割,将背光板的前后两端进行卡板固定,避免背光板在切割时产生运动导致切割位置偏移的现象。
12.其中,所述的刀座的下端面开设有安装凹槽,安装凹槽左右内壁与划切刀之间转动连接,划切刀的前后两侧为刀刃,刀尖的一个顶角进入到背光板上,然后再进行移动切割,刀尖的一个顶角进入进行切割为点式划切,摩擦力较线式切割小,从而方便了划切刀的切割。
13.其中,所述的卡板的相对面均安装有橡胶垫,橡胶垫的下端面与盖板的上端面位于同一水平线,工作时,橡胶垫避免卡板将背光板的端面造成卡伤或划伤的现象。
14.其中,所述的压紧板的下端面安装有橡胶颗粒板,橡胶颗粒板增大压紧板与背光板之间的摩擦力,同时橡胶颗粒板避免压紧板将背光板压出压痕的现象。
15.其中,所述的矩形槽的内壁左端面安装有缓冲板,缓冲板向右下方倾斜放置,缓冲板在切割的背光板下落时起到缓冲作用,避免直接掉落造成破裂。
16.其中,所述的矩形槽内设置有收纳盒,收纳盒位于缓冲板的右下方,收纳盒对切割的背光板进行收集。
17.其中,所述的支撑台的上端面安装有刻度板,刻度板位于矩形槽的后侧,且与矩形槽的后端内壁紧贴,刻度板可以测量切割的背光板尺寸。
18.此外,本发明还提供了一种液晶面板led背光系统制造加工工艺,包括以下步骤:
19.s1、固定:将背光板放置在前后卡板之间,当背光板的位置确定之后,前后两个卡板向背光板进行移动,从而将背光板进行卡紧,同时在前后卡板移动的作用下将背光板卡紧在支撑台的中部;
20.s2、划切:螺纹杆转动通过限位块带动刀座向前进行移动,刀座移动从而带动划切
刀在背光板上进行移动,划切刀在背光板的上端面划切出一条切口;
21.s3、冲切:当划切刀停止工作时,启动电动伸缩杆,电动伸缩杆通过移动座推动冲切刀向下运动对背光板进行冲切,冲切刀的刀尖从划切口向下进行切割将背光板切断,
22.s4、收集:缓冲板在切割的背光板下落时对其进行缓冲,然后背光板再进入到收纳盒内进行收集。
23.(二)有益效果
24.1、本发明所述的一种液晶面板led背光系统制造加工设备及加工工艺,本发明采用的划切结构在冲切机构冲切之前先在背光板的表面划切出一条切口,而冲切机构进行冲切时,再沿划切的切口进行冲切,可以有效的防止将背光板切割破裂,从而避免直接冲切背光板时出现裂纹,导致背光板后续加工难以进行、背光板加工效率低的一系列现象,同时在卡紧机构与压紧板的下端面分别安装有橡胶垫与橡胶颗粒板,增加背光板的卡紧效果的同时避免将背光板卡伤的现象;
25.2、本发明所述的刀座移动从而带动划切刀在背光板上进行移动,划切刀在背光板的上端面划切出一条切口,方便了冲切刀对背光板进行冲切,同时避免直接冲切背光板时出现裂纹,导致背光板后续加工难以进行,从而造成加工效率低的现象;
26.3、本发明所述的划切刀在进行划切时,先在背光板端面的阻挡下进行翻转,使得刀尖的一个顶角进入到背光板上,然后再进行移动切割,刀尖的一个顶角进入进行切割为点式划切,摩擦力较线式切割小,从而方便了划切刀的切割。
附图说明
27.下面结合附图和实施例对本发明进一步说明。
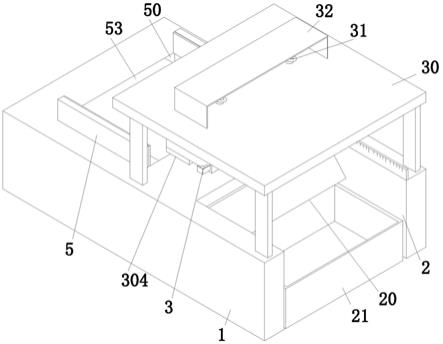
28.图1是本发明的主立体结构示意图;
29.图2是本发明的右视立体结构示意图;
30.图3是本发明的左视立体结构示意图;
31.图4是本发明的主剖视图;
32.图5是本发明图4的a处局部放大图;
33.图6是本发明刀座、划切刀、安装凹槽的结构示意图;
34.图7是本发明划切刀的立体结构示意图。
具体实施方式
35.下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
36.另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
37.如图1至图7所示,一种液晶面板led背光系统制造加工设备,包括支撑台1、矩形槽2、划切机构3、冲切机构4和卡紧机构5,所述的支撑台1的右端面开设有矩形槽2,支撑台1的上端面从左向右依次设置有卡紧机构5与划切机构3,划切机构3上设置有冲切机构4;
38.所述的卡紧机构5包括矩形凹槽50、滑动槽51、卡板52、盖板53、转轴54、齿轮55、齿条56、滑槽57、滑板58和液压缸59,所述的支撑台1的上端面开设有矩形凹槽50,矩形槽2的
左右两侧前后对称开设有滑动槽51,左右两个滑动槽51之间滑动连接有卡板52,矩形凹槽50上安装有盖板53,盖板53位于前后卡板52之间,且盖板53的上端面与支撑台1的上端面位于同一水平线,盖板53与矩形凹槽50之间转动连接有转轴54,转轴54上套设有齿轮55,卡板52的相对面均安装有与齿轮55啮合的齿条56,前后两个卡板52上的齿轮55分别位于齿轮55的左右两侧,矩形凹槽50与盖板53的相对面均开设有滑槽57,齿条56上下对称安装有滑板58,滑板58与滑槽57滑动连接,矩形凹槽50内通过机座安装有液压缸59,液压缸59的移动杆与其中一个卡板52相连接,工作时,背光板放置在前后卡板52之间,当背光板的位置确定之后,启动液压缸59,通过液压缸59带动其中一个卡板52进行移动,与液压缸59连接的卡板52移动带动齿条56进行移动,齿条56与齿轮55的啮合从而带动位于液压缸59相连接的卡板52进行移动,前后两个卡板52向背光板进行移动,从而将背光板进行卡紧,同时在前后卡板52移动的作用下将背光板卡紧在支撑台1的中部,方便了背光板的切割,将背光板的前后两端进行卡板52固定,避免背光板在切割时产生运动导致切割位置偏移的现象。
39.所述的卡板52的相对面均安装有橡胶垫520,橡胶垫520的下端面与盖板53的上端面位于同一水平线,工作时,橡胶垫520避免卡板52将背光板的端面造成卡伤或划伤的现象。
40.所述的划切机构3包括支撑架30、挤压弹簧杆31、匚形架32、下压板33、电动气缸34、矩形通槽35、限位槽36、限位块37、导向轴38、螺纹杆39、刀座301、划切刀302、正反转电动机303和压紧板304,所述的支撑台1的上端面靠近右端处安装有支撑架30,支撑架30位于矩形槽2上方,支撑架30的上端面通过挤压弹簧杆31安装有开口向下的匚形架32,挤压弹簧杆31前后对称排布,匚形架32的前后两个下端面贯穿支撑架30后安装有下压板33,支撑架30的下端面安装有电动气缸34,电动气缸34的移动杆与下压板33的上端面相连接,下压板33的上端面开设有矩形通槽35,矩形通槽35的内壁左右对称开设有限位槽36,限位槽36内滑动连接有限位块37,左右两个限位槽36内分别设置有导向轴38与螺纹杆39,导向轴38与限位槽36之间固定连接,螺纹杆39与限位槽36之间转动连接,导向轴38与螺纹杆39均贯穿限位块37,且螺纹杆39与限位块37之间螺接,左右两个限位块37连接有刀座301,刀座301的下端设置有划切刀302,划切刀302位于矩形槽2左侧内壁的上方,下压板33的一端通过机座安装有正反转电动机303,螺纹杆39的一端贯穿下压板33后与正反转电动机303的输出轴相连接,下压板33的下端面靠近左端处安装有压紧板304,压紧板304位于矩形通槽35的左侧,工作时,将背光板放到支撑台1上,然后向矩形槽2方向移动一定的距离,然后启动电动气缸34,电动气缸34推动下压板33向下运动,下压板33向下运动带动压紧板304与划切刀302向下运动,当压紧板304将背光板压紧时,电动气缸34停止工作,压紧板304将背光板压紧,避免背光板在进行划切时产生运动造成划切口弯曲的现象,在电动气缸34停止工作时,划切刀302位于背光板的一侧,且位于矩形槽2内,然后启动正反转电动机303,通过正反转电动机303带动螺纹杆39进行转动,螺纹杆39转动通过限位块37带动刀座301向前进行移动,刀座301移动从而带动划切刀302在背光板上进行移动,划切刀302在背光板的上端面划切出一条切口,从而达到对背光板预切的效果,当划切刀302移动到最前端时正反转电动机303停止作用,在压紧板304压紧的作用下进行划切,防止背光板在进行划切时出现裂纹,在冲切机构4进行冲切时,直接沿划切的切口进行冲切,避免直接冲切背光板时出现裂纹,导致背光板后续加工难以进行,从而造成加工效率低的现象。
41.所述的冲切机构4包括支撑弹簧杆40、移动座41、电动伸缩杆42和冲切刀43,所述的支撑架30的下端面通过支撑弹簧杆40安装有移动座41,支撑弹簧杆40前后对称排布,支撑架30的下端面安装有电动伸缩杆42,电动伸缩杆42的移动杆与移动座41相连接,移动座41的下端面安装有冲切刀43,冲切刀43位于划切刀302的正上方,且冲切刀43的尺寸小于矩形通槽35的尺寸,冲切刀43的下端位于刀座301上端面的上方,工作时,当划切刀302停止工作时,启动电动伸缩杆42,电动伸缩杆42通过移动座41推动冲切刀43向下运动对背光板进行冲切,冲切刀43的刀尖从划切口向下进行切割将背光板切断,有了划切口再进行切割大大避免了将背光板切裂的现象。
42.所述的刀座301的下端面开设有安装凹槽305,安装凹槽305左右内壁与划切刀302之间转动连接,划切刀302的前后两侧为刀刃,前后两端为刀刃,使得划切刀302前后移动都能进行切割,划切刀302在进行划切时,先在背光板端面的阻挡下进行翻转,使得刀尖的一个顶角进入到背光板上,然后再进行移动切割,刀尖的一个顶角进入进行切割为点式划切,摩擦力较线式切割小,从而方便了划切刀302的切割。
43.所述的压紧板304的下端面安装有橡胶颗粒板306,橡胶颗粒板306增大压紧板304与背光板之间的摩擦力,同时橡胶颗粒板306避免压紧板304将背光板压出压痕的现象。
44.所述的矩形槽2的内壁左端面安装有缓冲板20,缓冲板20向右下方倾斜放置,缓冲板20在切割的背光板下落时起到缓冲作用,避免直接掉落造成破裂。
45.所述的矩形槽2内设置有收纳盒21,收纳盒21位于缓冲板20的右下方,收纳盒21对切割的背光板进行收集。
46.所述的支撑台1的上端面安装有刻度板10,刻度板10位于矩形槽2的后侧,且与矩形槽2的后端内壁紧贴,刻度板10可以测量切割的背光板尺寸。
47.此外,本发明还提供了一种液晶面板led背光系统制造加工工艺,包括以下步骤:
48.s1、固定:将背光板放置在前后卡板52之间,当背光板的位置确定之后,启动液压缸59,通过液压缸59带动其中一个卡板52进行移动,与液压缸59连接的卡板52移动带动齿条56进行移动,齿条56与齿轮55的啮合从而带动位于液压缸59相连接的卡板52进行移动,前后两个卡板52向背光板进行移动,从而将背光板进行卡紧,同时在前后卡板52移动的作用下将背光板卡紧在支撑台1的中部;
49.s2、划切:启动电动气缸34,电动气缸34推动下压板33向下运动,下压板33向下运动带动压紧板304与划切刀302向下运动,当压紧板304将背光板压紧时,电动气缸34停止工作,压紧板304将背光板压紧,避免背光板在进行划切时产生运动造成划切口弯曲的现象,在电动气缸34停止工作时,划切刀302位于背光板的一侧,且位于矩形槽2内,然后启动正反转电动机303,通过正反转电动机303带动螺纹杆39进行转动,螺纹杆39转动通过限位块37带动刀座301向前进行移动,刀座301移动从而带动划切刀302在背光板上进行移动,划切刀302在背光板的上端面划切出一条切口;
50.s3、冲切:当划切刀302停止工作时,启动电动伸缩杆42,电动伸缩杆42通过移动座41推动冲切刀43向下运动对背光板进行冲切,冲切刀43的刀尖从划切口向下进行切割将背光板切断,
51.s4、收集:缓冲板20在切割的背光板下落时对其进行缓冲,然后背光板在进入到收纳盒21内进行收集。
52.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1