一种零件自由边的倒角系统及其控制方法与流程
1.本发明涉及船舶零件加工技术领域,特别是涉及一种零件自由边的倒角系统及一种零件自由边的倒角系统的控制方法。
背景技术:
2.船舶零件自由边(非焊接边)的处理是根据船舶专用海水压载舱和散货船双舷侧处所保护涂层的性能标准(pspc)要求来进行的,为防止较大自由边锐度对油漆的喷涂影响,避免油漆的撕裂脱落,需对零件的自由边进行倒角,倒角处理为至少r2的圆角。在现有技术中,零件自由边的处理都是通过人工手持砂轮机或倒角机,将零件放置在施工平台上,手持砂轮机或倒角机对零件自由边往复运动打磨,以达到r2或r3标准要求,然后再利用r角工装检测,判断是否符合pspc标准要求,这样的方式造成人员投入多、人工负荷重、人工成本高、环境污染严重等一系列问题。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本发明要解决的一个技术问题在于提供一种零件自由边的倒角系统,能够减少人工投入。
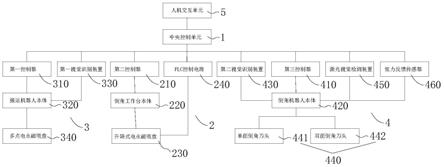
4.本发明提供的一种零件自由边的倒角系统,包括:中央控制单元以及与所述中央控制单元连接的倒角工作台、搬运机器人以及倒角机器人,所述搬运机器人用于将零件搬运至倒角工作台上,所述倒角工作台用于对零件进行定位,所述倒角机器人用于对零件自由边进行倒角。
5.优选地,所述搬运机器人包括第一控制器、与所述第一控制器连接的搬运机器人本体以及安装在搬运机器人本体上的第一视觉识别装置和多点电永磁吸盘。
6.优选地,所述倒角工作台包括第二控制器、与所述第二控制器连接的倒角工作台本体以及安装在倒角工作台本体上的升降式电永磁吸盘,所述中央控制单元通过plc控制电路与升降式电永磁吸盘连接。
7.优选地,所述倒角机器人包括第三控制器、与所述第三控制器连接的倒角机器人本体以及安装在倒角机器人本体上的第二视觉识别装置和倒角刀头。
8.进一步地,所述倒角机器人本体上还安装有激光视觉检测装置和恒力反馈传感器。
9.如上所述,本发明的一种零件自由边的倒角系统,具有以下有益效果:
10.本发明的零件自由边的倒角系统在工作过程中,中央控制单元先通过控制搬运机器人将零件搬运至倒角工作台上,再控制倒角工作台将零件进行定位,最后控制倒角机器人对零件自由边进行倒角。采用本发明的零件自由边的倒角系统,通过中央控制单元控制搬运机器人、倒角工作台以及倒角机器人工作,即可完成对零件自由边的倒角,相对于现有技术中通过人工手持砂轮机或倒角机,将零件放置在施工平台上,手持砂轮机或倒角机对零件自由边往复运动打磨的方式,采用本发明能够大大减少人工投入,降低人工成本和环
境污染。
11.为了解决背景技术中的问题,本发明还提供一种上述零件自由边的倒角系统的控制方法,包括如下步骤:
12.s1,所述中央控制单元控制搬运机器人将零件搬运至倒角工作台上;
13.s2,所述中央控制单元控制倒角工作台将零件进行定位;
14.s3,所述中央控制单元控制倒角机器人对零件自由边进行倒角。
15.优选地,所述s1具体包括:
16.s11,启动中央控制单元,中央控制单元通过第一控制器控制搬运机器人本体,使得第一视觉识别装置移动至上料区域;
17.s12,通过第一视觉识别装置提取到零件的轮廓信息,并实时传输到中央控制单元,计算出零件的质心并确定抓取位置;
18.s13,中央控制单元通过第一控制器控制搬运机器人本体,使得多点电永磁吸盘移动至抓取位置并对零件进行抓取,然后将零件运至倒角工作台上。
19.优选地,所述s2具体包括:
20.s21,中央控制单元通过plc控制电路控制升降式电永磁吸盘,将零件吸附住。
21.优选地,所述s3具体包括:
22.s31,中央控制单元通过第二视觉识别装置确定零件的位置,并通过第三控制器控制倒角机器人本体,使得倒角刀头移动至零件的自由边处,并对零件自由边进行倒角。
23.进一步地,所述零件自由边的倒角系统的控制方法还包括步骤:
24.s4,中央控制单元通过恒力反馈传感器实时监测倒角刀头的工作状态;
25.s5,通过激光视觉检测装置对倒角轨迹进行扫描,并将扫描结果传送至中央控制单元,判断倒角是否符合标准。
26.本发明的一种零件自由边的倒角系统的控制方法由于采用了上述的零件自由边的倒角系统,因此也具有与本发明的零件自由边的倒角系统相同的有益效果。
附图说明
27.图1显示为本发明一种实施例中零件自由边的倒角系统的结构示意图;
28.图2显示为本发明一种实施例中零件自由边的倒角系统的控制方法的流程示意图。
29.附图标号说明
[0030]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中央控制单元
[0031]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
倒角工作台
[0032]
210
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二控制器
[0033]
220
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
倒角工作台本体
[0034]
230
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
升降式电永磁吸盘
[0035]
240
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
plc控制电路
[0036]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
搬运机器人
[0037]
310
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一控制器
[0038]
320
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
搬运机器人本体
[0039]
330
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一视觉识别装置
[0040]
340
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
多点电永磁吸盘
[0041]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
倒角机器人
[0042]
410
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三控制器
[0043]
420
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
倒角机器人本体
[0044]
430
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二视觉识别装置
[0045]
440
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
倒角刀头
[0046]
441
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
单面倒角刀头
[0047]
442
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
双面倒角刀头
[0048]
450
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
激光视觉检测装置
[0049]
460
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
恒力反馈传感器
[0050]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
人机交互单元
具体实施方式
[0051]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0052]
请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
[0053]
如图1所示,本发明提供了一种零件自由边的倒角系统,包括:中央控制单元1以及与中央控制单元1连接的倒角工作台2、搬运机器人3以及倒角机器人4,搬运机器人3用于将零件搬运至倒角工作台2上,倒角工作台2用于对零件进行定位,倒角机器人4用于对零件自由边进行倒角。
[0054]
本发明的零件自由边的倒角系统在工作过程中,中央控制单元1先通过控制搬运机器人3将零件搬运至倒角工作台2上,再控制倒角工作台2将零件进行定位,最后控制倒角机器人4对零件自由边进行倒角。采用本发明的零件自由边的倒角系统,通过中央控制单元1控制搬运机器人3、倒角工作台2以及倒角机器人4工作,即可完成对零件自由边的倒角,相对于现有技术中通过人工手持砂轮机或倒角机,将零件放置在施工平台上,手持砂轮机或倒角机对零件自由边往复运动打磨的方式,采用本发明能够大大减少人工投入,降低人工成本和环境污染。
[0055]
作为一种优选地实施方式,本实施例中的零件自由边的倒角系统还包括人机交互单元5,人机交互单元5连接中央控制单元1,人机交互单元5用于显示、控制操作和参数设定。
[0056]
作为一种优选地实施方式,本实施例中的搬运机器人3包括第一控制器310、与第一控制器310连接的搬运机器人本体320以及安装在搬运机器人本体320上的第一视觉识别装置330和多点电永磁吸盘340(电永磁吸盘是指依靠永磁磁钢产生吸力,用激磁线圈对磁钢的吸力进行控制,起到吸力开关作用的吸盘)。中央控制单元1通过第一控制器310连接控
制搬运机器人本体320运动,搬运机器人本体320带动第一视觉识别装置330和多点电永磁吸盘340移动,通过第一视觉识别装置330实现对零件轮廓的识别,通过多点电永磁吸盘340实现对零件的抓取。更具体的,本实施例中的多点电永磁吸盘340由三个圆柱形的电磁吸盘组成,从而避免一个多点电永磁吸盘340同时吸取多个零件,保证单次抓取单个零件。
[0057]
作为一种优选地实施方式,本实施例中的倒角工作台2包括第二控制器210、与第二控制器210连接的倒角工作台本体220以及安装在倒角工作台本体220上的升降式电永磁吸盘230,中央控制单元1通过plc控制电路240与升降式电永磁吸盘230连接。中央控制单元1通过第二控制器210连接控制倒角工作台本体220配合倒角工作,具体的,通过plc控制电路240连接控制升降式电永磁吸盘230升降和吸附,从而实现对零件的定位。
[0058]
作为一种优选地实施方式,本实施例中的倒角机器人4包括第三控制器410、与第三控制器410连接的倒角机器人本体420以及安装在倒角机器人本体420上的第二视觉识别装置430和倒角刀头440。中央控制单元1通过第三控制器410连接控制倒角机器人本体420运动,倒角机器人本体420带动第二视觉识别装置430和倒角刀头440移动。第一视觉识别装置330和第二视觉识别装置430均与中央控制单元1传输连接,第一视觉识别装置330和第二视觉识别装置430均包括深度相机,深度相机用于零件的轮廓信息的采集和零件位置的确定。本实施例中的倒角刀头440包括单面倒角刀头441和双面倒角刀头442。
[0059]
进一步地,倒角机器人本体420上还安装有激光视觉检测装置450和恒力反馈传感器460。倒角机器人本体420带动激光视觉检测装置450和恒力反馈传感器460移动,激光视觉检测装置450和恒力反馈传感器460均与中央控制单元1传输连接,恒力反馈传感器460由敏感元件、转换元件、变换电路和辅助电源四部分组成,用于保证倒角刀头440接触零件保持恒力,其中敏感元件安装在倒角刀头440上,用来测量倒角刀头440与零件自由边的接触压力,转换元件、变换电路和辅助电源均安装在倒角机器人本体420上;激光视觉检测装置450包括激光传感器,激光传感器用于倒角轨迹信息的采集。
[0060]
本实施例中的零件自由边的倒角系统通过人机交互单元5界面启动工作,中央控制单元1根据搬运机器人本体320的第一视觉识别装置330,识别零件轮廓信息、计算出零件质心,确定抓取位置,第一控制器310控制搬运机器人本体320移动,带动多点电永磁吸盘340进行抓取、搬运、上料及下料工作;中央控制单元1通过plc控制电路240连接控制升降式电永磁吸盘230,按照顶升逻辑算法、将零件顶起,配合单面倒角刀头441和双面倒角刀头442进行倒角工作;中央控制单元1通过零件自由边识别算法计算出倒角边线,结合倒角机器人本体420的第二视觉识别装置430,控制倒角机器人本体420移动,带动单面倒角刀头441和双面倒角刀头442,进行倒角工作;中央控制单元1实时接收恒力反馈传感器460反馈的数据,实时保持恒力,确保倒角质量;激光视觉检测装置450根据倒角路径进行扫描检测,将扫描结果信息反馈给中央控制单元1,中央控制单元1将信息处理,判断是否符合标准,如不符,重复上述倒角流程,直到符合标准为止。
[0061]
如图2所示,本发明还提供一种上述零件自由边的倒角系统的控制方法,包括如下步骤:
[0062]
s1,中央控制单元1控制搬运机器人3将零件搬运至倒角工作台2上;
[0063]
s2,中央控制单元1控制倒角工作台2将零件进行定位;
[0064]
s3,中央控制单元1控制倒角机器人4对零件自由边进行倒角。
[0065]
作为一种优选地实施方式,本实施例中的s1具体包括:
[0066]
s11,将零件按照规则有序放置在上料区域内,启动中央控制单元1,中央控制单元1通过第一控制器310控制搬运机器人本体320,使得第一视觉识别装置330移动至上料区域;更具体的,先将零件按照规则有序摆放在托盘内,再将托盘放置在上料区域。
[0067]
s12,通过第一视觉识别装置330提取到零件的轮廓信息,并实时传输到中央控制单元1,计算出零件的质心并确定抓取位置;更具体的,通过深度相机对零件进行拍摄,再通过二值化处理,从而提取到零件的轮廓信息。
[0068]
s13,中央控制单元1通过第一控制器310控制搬运机器人本体320,使得多点电永磁吸盘340移动至抓取位置并对零件进行抓取,然后将零件运至倒角工作台2上;更具体的,中央控制单元1通过控制第七轴(机器人第七轴又称机器人外部轴、行走轴,地轨)带动搬运机器人3运动从而将零件运至倒角工作台2。
[0069]
作为一种优选地实施方式,本实施例中的s2具体包括:
[0070]
s21,中央控制单元1通过plc控制电路240控制升降式电永磁吸盘230,将零件吸附住;更具体的,中央控制单元1接收到第二视觉识别装置430的对零件的视觉识别信号,通过第二控制器210控制倒角工作台本体220,使得升降式电永磁吸盘230开始工作。
[0071]
作为一种优选地实施方式,本实施例中的s3具体包括:
[0072]
s31,中央控制单元1通过第二视觉识别装置430确定零件的位置,并通过第三控制器410控制倒角机器人本体420,使得倒角刀头440移动至零件的自由边处(识别自由边的方法属于现有技术,例如专利申请号为2019112518442的现有技术记载了一种船舶板材零件打磨边判别方法,也就是一种零件自由边的识别方法),并对零件自由边进行倒角。更具体的,通过中央控制单元1中的算法确定零件单面或者双面倒角,通过单面倒角刀头441或者双面倒角刀头442对零件进行倒角。
[0073]
进一步地,零件自由边的控制方法还包括步骤:
[0074]
s4,中央控制单元1通过恒力反馈传感器460实时监测倒角刀头440的工作状态,确保倒角质量。
[0075]
s5,通过激光视觉检测装置450对倒角轨迹进行扫描,并将扫描结果传送至中央控制单元1,判断倒角是否符合标准。
[0076]
更具体的,在本实施例中,还包括以下步骤:
[0077]
s6,倒角完成后,第三控制器410发送信号给中央控制单元1,中央控制单元1通过第一控制器310控制搬运机器人本体320上的多点电永磁吸盘340移动到零件倒角完成工位;
[0078]
s7,第二视觉识别装置430识别零件的分道流向代码(分道流向代码作为将零件进行分类的识别码)信息,并传送至中央控制单元1;
[0079]
s8,中央控制单元1接收到分道流向代码信息,控制搬运机器人本体320抓取零件成品并搬运至对应的成品理配料斗。
[0080]
更具体的,在本实施例中的s1之前,还包括步骤s0,零件理料工作,将船体钢板切割成符合要求的肘板、补板、垫板、板条和面板等,并按照块状和条状分开理料原则进行有序摆放,操作方式为人工操作。
[0081]
采用本实施例的零件自由边的倒角系统及其控制方法,将船体零件先按照一定规
则有序理料,再进行自动识别质心位置、自动搬运、自动判别自由边、自动倒角、自动完工质量检测及自动分拣下料。采用本实施例中的技术方案意味着只要将零件在托盘内有序摆放,便不再需要人工参与,完全依靠机器人即可将剩余工序自动完成,不仅节省了人工投入,而且改善了传统打磨人工负荷重、噪音大、环境恶劣的一系列问题,从而为实现船舶智能化转型及绿色造船添砖加瓦。
[0082]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1