一种偏心阀的加工通用工装的制作方法
1.本发明涉及一种偏心阀的加工通用工装,特别是针对蝶阀不同规格,不同偏心量可自由调节,实现多口径、多规格的通用加工。
背景技术:
2.目前偏心阀加工的工装,由于阀门的角度偏心α直接做到斜底座上,阀门的尺寸偏心eg直接做到托板上,阀门加工时必须选择对应偏心的斜底座和托板进行组合后加工,相同规格的阀门设计的偏心若有变动,工装就得跟随重新设计制作,不同规格的阀门,需要重新选取工装,特别是对于单件批量小的产品加工,需要频繁的去更换工装,工装的通用性差,且需要制作大量的工装来满足不断扩充的设计需求,既影响生产效率又给后续的工装借用和管理带来麻烦、不便,且占用有限的生产区域资源。
技术实现要素:
3.为了解决现有技术不足,本发明提供一种偏心阀的加工通用工装。
4.本发明的技术方案是,一种偏心阀的加工通用工装,包括底座,底座为底板加两竖直板结构,两竖直板间通过定位轴设有支撑盘,定位轴通过紧固件固定在底座上,支撑盘可绕定位轴转动,两竖直板以定位轴为中心开有圆弧槽,圆弧槽内配合有限位轴,限位轴一端固定在支撑盘的上,另一端连接紧固件,支撑盘通过紧固件固定在底座上,限位轴上设有指针ⅰ,圆弧槽边上设有标尺ⅰ,指针ⅰ与标尺ⅰ的相对偏移量为角度偏心α,支撑盘上设有导轨,导轨上配合有托板,托板可沿导轨自由移动,托板与支撑板通过紧固件固定,托板的上端有定位凸台,定位凸台上配合有定位环,加工件通过定位环、紧固件、压板固定在托板上,支撑盘底部装有传动装置ⅰ、传动装置ⅱ,传动装置ⅰ带动托板相对支撑板做直线移动,传动装置ⅱ带动支撑盘做回转运动,支撑盘中心设有指针ⅱ,托板相对指针ⅱ直线移动处设有凹槽,凹槽边上设有标尺ⅱ,指针ⅱ与标尺ⅱ的相对偏移量为尺寸偏心eg,定位轴的中心为底座的回转中心与支撑板和托板接触面的交点。
5.优选地,传动装置ⅰ为丝杆传动机构,包括丝杆、丝杆座,丝杆的底端与支撑盘上轴孔配合,首端通过压盖限位在支撑盘的另一轴孔内,丝杆的首端连接手轮ⅰ,丝杆座穿过支撑板上设有的通孔通过紧固件固定在托板的底部。
6.优选地,传动装置ⅱ包括万向节、齿轮箱,万向节与支撑盘底部连接,齿轮箱固定在底座上,万向节的螺纹端与齿轮箱的内螺纹端配合,齿轮箱的传动轴连接手轮ⅱ,齿轮箱的传动轴与万向节移动方向垂直。
7.优选地,传动装置ⅱ位于底座的中线上。
8.本发明的有益效果是,本工装结构紧凑、操作灵活、简便,通用性好。针对不同的设计需求,确定了尺寸偏心和角度偏心后,只需操作相应机构通过标尺读数,预先分别将尺寸偏心和角度偏心调节到设计参数即刻。针对不同的口径,只需要更换定位环即可实现不同口径的定位,避免了由于口径不同或设计尺寸的变更,造成工装不停地制作,频繁的进行工
装借还、更换,解决工装材料资源浪费,工装借还、更换影响效率和工装多管理不便的问题。通过本工装的使用为工厂在偏心阀的加工中提升了效率、节约了工装资源、节省了工装成本和管理成本,提升了工装的通用率,带来了可观的效益。
附图说明
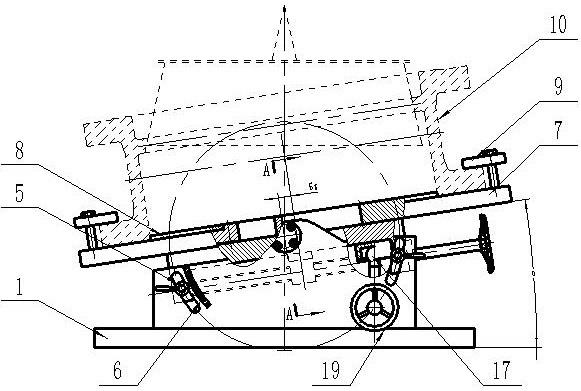
9.图1是本发明的结构侧视图;图2是图1中a
‑
a部位的剖视图;图3是本发明的结构俯视图。
10.图中:1.底座;2.支撑盘;3.定位轴;4.限位轴;5.指针ⅰ;6.标尺ⅰ;7.托板;8.定位环;9.压板;10.加工件;11.指针ⅱ;12.标尺ⅱ;13.丝杆;14.丝杆座;15.压盖;16.手轮ⅰ;17.万向节;18.齿轮箱;19.手轮ⅱ。
具体实施方式
11.如图所示,一种偏心阀的加工通用工装,包括底座1,底座1为底板加两竖直板结构,两竖直板间通过定位轴3设有支撑盘2,定位轴3通过紧固件固定在底座1上,支撑盘2可绕定位轴3转动,两竖直板以定位轴3为中心开有圆弧槽,圆弧槽内配合有限位轴4,限位轴4一端固定在支撑盘2的上,另一端连接紧固件,支撑盘2通过紧固件固定在底座2上,限位轴4上设有指针ⅰ5,圆弧槽边上设有标尺ⅰ6,指针ⅰ5与标尺ⅰ6的相对偏移量为角度偏心α,支撑盘2上设有导轨,导轨上配合有托板7,托板7可沿导轨自由移动,托板7与支撑板2通过紧固件固定,托板7的上端有定位凸台,定位凸台上配合有定位环8,加工件40通过定位环8、紧固件、压板9固定在托板7上,支撑盘2底部装有传动装置ⅰ、传动装置ⅱ,传动装置ⅰ带动托板7相对支撑板2做直线移动,传动装置ⅰ为丝杆传动机构,包括丝杆13、丝杆座14,丝杆13的底端与支撑盘2上轴孔配合,首端通过压盖15限位在支撑盘2的另一轴孔内,丝杆13的首端连接手轮ⅰ16,丝杆座14穿过支撑板2上设有的通孔通过紧固件固定在托板9的底部。传动装置ⅱ带动支撑盘2做回转运动,传动装置ⅱ包括万向节17、齿轮箱18,万向节17与支撑盘2底部连接,齿轮箱18固定在底座1上,万向节17的螺纹端与齿轮箱18的内螺纹端配合,齿轮箱18的传动轴连接手轮ⅱ19,齿轮箱18的传动轴与万向节17移动方向垂直。传动装置ⅱ位于底座1的中线上。支撑盘2中心设有指针ⅱ11,托板7相对指针ⅱ11直线移动处设有凹槽,凹槽边上设有标尺ⅱ12,指针ⅱ11与标尺ⅱ12的相对偏移量为尺寸偏心eg,定位轴3的中心为底座1的回转中心与支撑板2和托板7接触面的交点。
12.针对不同的设计需求,确定了尺寸偏心和角度偏心后,只需操作相应机构通过标尺读数,预先分别将尺寸偏心和角度偏心调节到设计参数即刻。针对不同的口径,只需要更换定位环即可实现不同口径的定位,避免了由于口径不同或设计尺寸的变更,造成工装不停地制作,频繁的进行工装借还、更换,解决工装材料资源浪费,工装借还、更换影响效率和工装多管理不便的问题。
13.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
技术特征:
1.一种偏心阀的加工通用工装,包括底座,其特征在于,所述底座为底板加两竖直板结构,所述两竖直板间通过定位轴设有支撑盘,定位轴通过紧固件固定在底座上,所述支撑盘可绕定位轴转动,所述两竖直板以定位轴为中心开有圆弧槽,圆弧槽内配合有限位轴,所述限位轴一端固定在支撑盘的上,另一端连接紧固件,所述支撑盘通过紧固件固定在底座上,所述限位轴上设有指针ⅰ,所述圆弧槽边上设有标尺ⅰ,所述指针ⅰ与标尺ⅰ的相对偏移量为角度偏心α,所述支撑盘上设有导轨,导轨上配合有托板,托板可沿导轨自由移动,所述托板与支撑板通过紧固件固定,所述托板的上端有定位凸台,定位凸台上配合有定位环,加工件通过定位环、紧固件、压板固定在托板上,所述支撑盘底部装有传动装置ⅰ、传动装置ⅱ,所述传动装置ⅰ带动托板相对支撑板做直线移动,所述传动装置ⅱ带动支撑盘做回转运动,所述支撑盘中心设有指针ⅱ,所述托板相对指针ⅱ直线移动处设有凹槽,所述凹槽边上设有标尺ⅱ,所述指针ⅱ与标尺ⅱ的相对偏移量为尺寸偏心eg,所述定位轴的中心为底座的回转中心与支撑板和托板接触面的交点。2.如权利要求1所述的一种偏心阀的加工通用工装,其特征在于,所述传动装置ⅰ为丝杆传动机构,包括丝杆、丝杆座,所述丝杆的底端与支撑盘上轴孔配合,首端通过压盖限位在支撑盘的另一轴孔内,丝杆的首端连接手轮ⅰ,所述丝杆座穿过支撑板上设有的通孔通过紧固件固定在托板的底部。3.如权利要求2所述的一种偏心阀的加工通用工装,其特征在于,所述传动装置ⅱ包括万向节、齿轮箱,所述万向节与支撑盘底部连接,所述齿轮箱固定在底座上,所述万向节的螺纹端与齿轮箱的内螺纹端配合,所述齿轮箱的传动轴连接手轮ⅱ,所述齿轮箱的传动轴与万向节移动方向垂直。4.如权利要求3所述的一种偏心阀的加工通用工装,其特征在于,所述传动装置ⅱ位于底座的中线上。
技术总结
一种偏心阀的加工通用工装,包括底座,底座为底板加两竖直板结构,两竖直板间通过定位轴设有支撑盘,定位轴通过紧固件固定在底座上,支撑盘可绕定位轴转动,支撑盘底部装有传动装置Ⅰ、传动装置Ⅱ,传动装置Ⅰ带动托板相对支撑板做直线移动,传动装置Ⅱ带动支撑盘做回转运动,定位轴的中心为底座的回转中心与支撑板和托板接触面的交点。本发明的有益效果是,针对不同的口径,只需要更换定位环即可实现不同口径的定位,避免了由于口径不同或设计尺寸的变更,造成工装不停地制作,频繁的进行工装借还、更换,解决工装材料资源浪费,工装借还、更换影响效率和工装多管理不便的问题。更换影响效率和工装多管理不便的问题。更换影响效率和工装多管理不便的问题。
技术研发人员:姚鑫磊 金永芹 骆新杰 汤丹
受保护的技术使用者:江苏神通阀门股份有限公司
技术研发日:2021.08.09
技术公布日:2021/9/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1