一种含有上钉装置的全自动钉枪的制作方法
1.本发明创造涉及钉枪技术领域,尤其是涉及一种含有上钉装置的全自动钉枪。
背景技术:
2.现有钉枪大多为手持式操作,动力源以气动、电动、瓦斯动力为主,气动钉枪价格便宜,打钉力大,需配置气泵类气源产生器,是工厂生产应用最多的钉枪种类,同时市场上家居行业应用较多的钉是k钉和t钉,其中又以k钉应用更为广泛,为优化生产环境,节约生产成本,越来越多的工厂有意愿实现自动打钉作业。
3.现有自动钉枪包含底座,打钉组件,装钉组件和推钉组件,打钉组件内包含钉槽,钉排排列在钉槽内,再由推钉组件和送钉机构将钉打出枪体,此类结构钉排直线平面排列,钉枪沿钉排排列方向尺寸较大,可能影响机器人或作业专机的打钉姿态,由于尺寸限制钉枪可携带钉排数量少,使设备频繁装钉造成生产效率降低。此类结构无法实现钉排位置实时监测,出现卡钉时不能及时发现,产生漏钉,影响打钉质量和效率。
发明创造内容
4.本发明创造的目的在于提供一种含有上钉装置的全自动钉枪,以解决现有技术中存在的上述技术问题。本发明创造提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
5.为实现上述目的,本发明创造提供了以下技术方案:
6.本发明创造提供的含有上钉装置的全自动钉枪,包括:
7.上钉装置,所述上钉装置包括气缸a、顶板、储钉仓、导钉板、撑板、钉排挡板、导块、对射开关、气缸b和整列板,所述储钉仓底部固接所述撑板,所述储钉仓两侧分别固接导钉板,所述导钉板远离所述储钉仓一侧固接所述钉排挡板,所述钉排挡板右下侧安装所述导块,所述储钉仓内设有对射开关,所述储钉仓下方设有所述气缸b,所述气缸b的输出端固接所述整列板;所述气缸a的输出端固接所述顶板,所述气缸a驱动所述顶板进出所述储钉仓;
8.钉枪本体,所述钉枪本体包括钉匣、传动组件、导钉组件、连接组件、动力组件c、动力组件d、打钉组件和结构主体;
9.所述钉匣包括转轴,所述钉匣通过所述转轴连接所述导钉组件和所述连接组件,所述导钉组件包括固定板和加固条,所述导钉组件通过所述固定板安装于所述打钉组件上,所述打钉组件外围套设所述结构主体,所述固定板和所述结构主体之间通过所述加固条连接;
10.所述动力组件d包括无杆气缸、上安装块、下安装块、转接板、过线轮和拉绳块,所述无杆气缸两端与所述上安装块和所述下安装块连接,所述无杆气缸的滑套与所述转接板连接,所述转接板上连接所述拉绳块,所述转接板的一侧与所述连接板卡接,所述上安装块的一侧安装所述过线轮;
11.所述连接组件包括主安装板、传感器安装支架、位移传感器和支撑连接块,所述位
移传感器的主体部分通过所述传感器安装支架固定在所述主安装板上,所述位移传感器的移动部分安装在所述拉绳块上,所述位移传感器、所述过线轮和所述拉绳块之间通过检测绳连接,所述动力组件c包括减速机、电机和电磁阀,所述电机与所述减速机连接并安装于所述主安装板下侧,所述电磁阀固接在所述支撑连接块上;
12.所述传动组件设置在所述主安装板上方,所述电机的输出轴穿过所述主安装板后与所述传动组件连接,所述传动组件与所述转轴连接。
13.优选地,所述钉匣还包括上下板、下挡板、上挡板、多个插片和挡条,所述转轴两端分别套接上下板,两个所述上下板上分别安装所述上挡板和所述下挡板,两个上下板之间嵌装多个所述插片和挡条,
14.优选地,所述导钉组件还包括滑轨滑块、连接板、压紧块、上导正和下导正,所述固定板下端前侧设有上导正和下导正,所述固定板前侧设有滑轨滑块,所述滑轨滑块包括与所述固定板连接的滑轨和与所述滑轨配合的滑块,所述滑块上固接连接板,所述连接板上安装压紧块。
15.优选地,所述传动组件包括前轮、后轮、皮带和张紧组件,所述前轮和所述后轮通过所述皮带连接,所述前轮和所述后轮之间设置所述张紧组件,所述前轮安装在所述转轴的一端,所述后轮安装在所述电机的输出轴上。
16.优选地,所述上钉装置还包括机架和总装板,所述机架上安装所述总装板,所述气缸a通过安装架固定在所述总装板上,所述总装板上安装所述气缸b。
17.优选地,还包括管接头m、管接头n和密封组件,所述密封组件连接在所述结构主体上,所述管接头m、所述管接头n均与所述结构主体连接,所述管接头m与所述结构主体之间设有所述密封组件。
18.本发明创造提供的含有上钉装置的全自动钉枪,应用于机器人或作业专机末端,使传统打钉作业更易于实现自动化,此自动钉枪可储存更多k钉,可通用更多k钉规格,钉匣内的钉排沿插片纵向排列的同时可延转轴周向排列,从而实现钉排的空间布置,增加钉排容量,增加钉枪单次使用时间,提高生产效率;钉枪本体结构巧妙,缩短钉枪本体长度,使结构紧凑;位移传感器和压紧块可实时检测钉排位置,从而监测打钉效果,出现卡钉,缺钉可及时发现,极大的减少了漏钉现象,提高打钉质量和效率可实时检测打钉效果,解决自动化生产中频繁停机上钉使工作效率低下,产品更新换代太快使k钉种类繁多设备无法通用,出现漏钉现象无法及时发现等问题。
附图说明
19.为了更清楚地说明本发明创造实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明创造的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
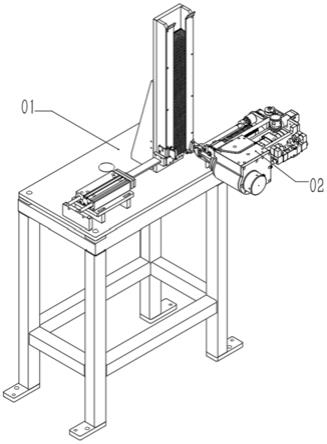
20.图1是本发明创造所述含有上钉装置的全自动钉枪一实施例的结构示意图;
21.图2是本发明创造所述上钉装置的一实施例的结构爆炸示意图;
22.图3是本发明创造所述钉枪本体的一实施例的结构爆炸示意图;
23.图4是本发明创造所述钉匣的一实施例的结构爆炸示意图;
24.图5是本发明创造所述导钉组件的结构示意图;
25.图6是本发明创造所述钉枪本体的一实施例的结构示意图一;
26.图7是本发明创造所述钉枪本体的一实施例的结构示意图二。
27.图中:01、上钉装置;1101、气缸a;1102、顶板;1103、储钉仓;1104、导钉板;1105、钉排挡板;1106、撑板;1107、对射开关;1108、整列板;1109、机架;1110、气缸b;1111、导块;1112、总装板;1113、安装架;19、钉排;02、钉枪本体;1、钉匣;14、螺母;15、上下板;16、转轴;17、下挡板;18、插片;110、挡条;111、上挡板;2、传动组件;21、前轮;22、皮带;23、后轮;24、张紧组件;3、导钉组件;31、上导正;32、下导正;33、压紧块;34、连接板;35、滑轨滑块;36、固定板;37、加固条;4、连接组件;41、传感器安装支架;44、主安装板;45、支撑连接板;5、动力组件c;51、减速机;52、电机;53、电磁阀;6、动力组件d;61、过线轮;62、转接板;63、上安装块;64、拉绳块;65、下安装块;66、气缸本体;7、打钉组件;71、顶杆;8、结构主体;9、密封组件;10、固定法兰;1001、管接头m;1002、管接头n。
具体实施方式
28.为使本发明创造的目的、技术方案和优点更加清楚,下面将对本发明创造的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明创造一部分实施例,而不是全部的实施例。基于本发明创造中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明创造所保护的范围。
29.下面参照附图详细地说明本发明创造的具体实施方式。在各附图中,相同的附图标记表示相同或相应的技术特征。各附图仅作为示意图,并非一定按实际比例绘制的。
30.一种含有上钉装置的全自动k钉枪,应用于机器人或作业专机末端,使传统打钉作业更易于实现自动化,包括:上钉装置和钉枪本体。
31.如图2所示,上钉装置包括机架1109、总装板1112、气缸a1101、顶板1102、储钉仓1103、导钉板1104、撑板1106、钉排挡板1105、导块1111、对射开关1107、气缸b1110和整列板1108,
32.机架通过膨胀螺栓固定在地上,机架上安装总装板,气缸a的缸筒通过安装架固定在总装板上,气缸a的活塞杆上安装顶板,沿顶板的运动方向上设有储钉仓,气缸a驱动顶板进出储钉仓,储钉仓底部固接撑板,钉排手动放置在撑板上,储钉仓内设有对射开关,用于检测储钉仓中钉排有无,撑板两侧对称设有一对导钉板,导钉板靠近储钉仓的侧面与储钉仓连接,于导钉板远离储钉仓的一侧设置钉排挡板,钉排挡板通过螺栓与导钉板固定连接,钉排挡板右下侧安装导块;气缸b固定在总装板上,且气缸b位于储钉仓下方,气缸b的活塞杆上固接整列板。
33.上钉装置工作原理:设备需要上钉时,钉枪本体通过机器人或作业专机移动到导块处进行定位,气缸b拉动整列板后移,推动储钉仓内最下层的钉排到上钉位置,此时气缸a推动顶板朝储钉仓方向运动,将最下层钉排送到钉枪本体内。
34.如图3所示,钉枪本体02包含钉匣1,传动组件2,导钉组件3,连接组件4,动力组件c5,动力组件d6,打钉组件7,结构主体8,密封组件,9,固定法兰10。
35.钉匣1通过转轴16固定在导钉组件3和连接组件4之间,如图2所示,转轴16上套装上下板15,螺母14,轴环13,轴承e12,轴承f11,轴承g116,两个上下板15上分别装有下挡板
17和上挡板111。在上下板15上嵌装插片18和挡条110,钉排19套在插片18上,两个上下板上分别安装下挡板和上挡板,两个上下板之间内嵌安装多个插片和挡条,插片两端分别与上下板插接,挡条设于插片外围。
36.如图4和图5所示,导钉组件3通过固定板36安装在打钉组件7上,加固条37连接在固定板36和结构主体8之间,滑轨滑块35包括与固定板连接的滑轨和与滑轨配合的滑块,滑块上固接连接板34,连接板上安装压紧块33,上导正31和下导正32分别连接在固定板36下侧前端。
37.如图3所示,动力组件d6包含无杆气缸66,无杆气缸66安装在上安装块63和下安装块65之间,无杆气缸66的移动部分(滑套)安装有转接板62和拉绳块64,转接板62连接连接板34,过线轮61安装在上安装块63前侧。
38.位移传感器、过线轮和拉绳块之间通过检测绳连接,检测绳一端与位移传感器的固定部分连接,检测绳绕设于过线轮上后另一端与拉绳块连接。
39.连接组件4上包含主安装板44,主安装板44上固定传感器安装支架41,传感器安装支架41上安装位移传感器42的主体部分,位移传感器42的移动部分安装在拉绳块64上,支撑连接块45连接在主安装板44和结构主体8之间。轴套43固定在主安装板44前侧和钉匣1连接。
40.动力组件c5包含减速机51、电机52和电磁阀53,其中减速机51和电机52连接在主安装板44下侧,电磁阀53固定在支撑连接块45上。
41.传动组件2固定在主安装板44上方,传动组件2包含前轮21和后轮23,前轮21和后轮23由皮带22连接在一起,张紧组件24固定在前轮21和后轮23之间,前轮21安装在转轴11上,后轮23安装在电机52和减速机51的输出轴上。
42.如图6和图7所示,密封组件9连接在结构主体8上,管接头m1001固定在密封组件9上,管接头n1002固定在结构主体8上。
43.其特征在于,钉枪本体02的原理是,电机52通电旋转,通过传动组件2带动钉匣1旋转,使某一插片18到指定位置,无杆气缸66工作,带动转接板62,继而通过连接板34带动压紧块33向下移动,压紧块33压动钉匣1内的钉排19向下移动到上导正31和下导正32之间,管接头n1002通气,打钉组件7内的顶杆71向前移动进行打钉。管接头m1001通气,顶杆71收回,压紧块33再次压动钉排19移动到上导正31和下导正32之间,管接头n1002通气进行下一循环。当钉匣1内插片18上钉排使用结束,压紧块33被无杆气缸66带动上移,电机52通电旋转带动钉匣1旋转,使另一个插片18到指定位置,再进行打钉,如此循环。
44.钉匣1内的钉排19沿插片18纵向排列的同时可延16转轴周向排列,从而实现钉排19的空间布置,增加钉排容量,增加钉枪单次使用时间,提高生产效率。
45.钉匣1通过16转轴固定在导钉组件3和连接组件4之间,16转轴上套装上下板15,螺母14,轴环13,轴承e12,轴承f11,16轴承g,两个上下板15上分别装有下挡板17和上挡板111,在上下板15上嵌装插片18和挡条110。此结构层层嵌套而非整体加工,减轻整体重量,降低生产成本,方便易损件更换。
46.动力组件d6进行压钉操作,可实现灵活压钉,无杆气缸66移动部分(滑套)下移完成压钉操作,无杆气缸66移动部分上移,完成让位动作,为钉匣1旋转提供空间,动力组件d6布置在钉匣1侧面,滑轨滑块35为无杆气缸66导向,增加结构稳定性,缩短钉枪本体02长度,
使结构紧凑。
47.位移传感器42检测钉排19位置:位移传感器42的移动部分连接在拉绳块64上,通过压紧块33可实时检测钉排位置,从而监测打钉效果,出现卡钉,缺钉可及时发现,极大的减少了漏钉现象,提高打钉质量和效率。
48.结构主体8套在打钉组件7外侧,导钉组件3,连接组件4,密封组件9,10固定法兰分别安装在结构主体8外侧,减少加工件数量,降低加工难度。
49.01上钉装置结构简单,功能稳定,1111导块实现机器人或作业专机的准确定位,使上钉操作更稳定,减轻上钉噪音和震动。
50.以上所述,仅为本发明创造的具体实施方式,但本发明创造的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明创造揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明创造的保护范围之内。因此,本发明创造的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1