精密塑胶产品深槽圆弧形产品飞边加工工具的制作方法
1.本实用新型涉及精密塑胶产品深槽圆弧形产品飞边加工技术领域,尤其涉及一种精密塑胶产品深槽圆弧形产品飞边加工工具。
背景技术:
2.现加工精密塑胶产品飞边的方法是依靠有经验的技术员工直接用美工刀手动去除产品飞边,但对于精密深槽圆弧形塑胶产品技术员无法用美工刀去除底部飞边。其困难点主要在于:
3.一、产品小但产品精密度和外观要求极高;
4.二、深槽圆弧行产品现有加工工具无法准确到达拟加工的飞边位置;
5.三、现有的美工刀为长、直行刀口而需要加工的飞边的区域却是深槽圆弧形不能一次将飞边去除地与产品特征一致,需多次加工才能勉强完成;
6.四、此种加工方式生产周期长,效果差,成本高,增加加工工时;
7.五、现有美工刀对安全生产构成一定风险。
技术实现要素:
8.本实用新型提供一种精密塑胶产品深槽圆弧形产品飞边加工工具,旨在解决精密塑胶产品深槽圆弧形产品飞边在加工工序中无法加工、加工效果差、加工制造周期长、工时成本高、损耗高的问题。
9.为实现上述目的,本实用新型提供一种精密塑胶产品深槽圆弧形产品飞边加工工具,所述精密塑胶产品深槽圆弧形产品飞边加工工具包括右手柄、左柄头、左手柄、右柄头、旋转轴、左尖嘴部和右尖嘴部;所述右手柄、左柄头一体设置,左手柄、右柄头一体设置;所述右手柄、左柄头、左手柄、右柄头相互铰接于所述旋转轴上且沿所述旋转轴的中心线对称布置;所述左柄头和所述右柄头分别设置一固定栓,所述左尖嘴部通过一固定栓可拆卸安装于所述左柄头,所述右尖嘴部通过一固定栓可拆卸安装于所述右柄头。
10.优选地,所述精密塑胶产品深槽圆弧形产品飞边加工工具还包括定位件,所述定位件设于所述右手柄和左手柄之间靠近所述旋转轴的位置,所述定位件用于连接固定所述右手柄和所述左手柄。
11.优选地,所述定位件为压簧。
12.优选地,所述左柄头在所述右柄头相对的一面设有第一凹槽以用于将所述左尖嘴部卡设在所述第一凹槽固定;所述右柄头在所述左柄头相对的一面设有第二凹槽以用于将所述右尖嘴部卡设在所述第二凹槽固定。
13.优选地,所述左尖嘴部和所述右尖嘴部均包括嘴身和向前凸出的嘴头,所述嘴身中心开设圆孔,所述圆孔用于通过一固定栓将所述左尖嘴部安装于所述左柄头上以及将所述右尖嘴部安装于所述右柄头上。
14.优选地,所述嘴头呈前窄后宽的形状,在所述嘴头前部设有向内凸起的圆弧,所述
圆弧边缘锋利以进行飞边加工。
15.优选地,所述嘴头探出所述左柄头和/或所述右柄头的前端。
16.本实用新型提供的精密塑胶产品深槽圆弧形产品飞边加工工具,具有以下技术收益:
17.一、解决了现有工具无法加工深槽圆弧形、加工效果差、加工制造周期长、工时成本高、产品损耗高的问题;
18.二、已有加工工具需要多次加工才能完成,而本实用新型提供的精密塑胶产品深槽圆弧形产品飞边加工工具则一次加工完成,缩短生产周期,从而较大地提高了生产效率和降低生产成本;
19.三、本实用新型提供的精密塑胶产品深槽圆弧形产品飞边加工工具对于头部易损部分采用了保护结构,对于大小不同的圆弧采用互换结构,能通过更换尖嘴部以降低工具本身的损耗费用并适应不同的弧形特征需求;
20.四、彻底解决了飞边加工过程中的安全风险,降低加工难度和对技术员工经验要求,提高了员工工作效率和安全性。
附图说明
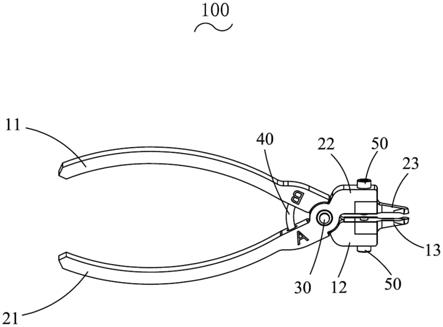
21.图1为本实用新型一实施例提供的精密塑胶产品深槽圆弧形产品飞边加工工具的结构示意图;
22.图2为图1中左尖嘴部和右尖嘴部分离的结构示意图;
23.图3为图2中左尖嘴部的结构示意图;
24.图4为本实用新型一实施例提供的精密塑胶产品深槽圆弧形产品飞边加工工具的使用示意图;
25.图5为图4中的部位a的放大示意图。
26.图中,100、精密塑胶产品深槽圆弧形产品飞边加工工具;11、右手柄;12、左柄头;13、左尖嘴部;131、嘴身;132、嘴头;134、圆弧;135、圆孔;21、左手柄;22、右柄头;23、右尖嘴部;120、第一凹槽;220、第二凹槽;30、旋转轴;40、定位件;50、固定栓;200、镜架。
具体实施方式
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.请结合参阅图1、图2和图3,本实用新型一实施例提供的精密塑胶产品深槽圆弧形产品飞边加工工具100包括右手柄11、左柄头12、左手柄21、右柄头22、旋转轴30、左尖嘴部13和右尖嘴部23;所述右手柄11、左柄头12一体设置,左手柄21、右柄头22一体设置;所述右手柄11、左柄头12、左手柄21、右柄头22相互铰接于所述旋转轴30上且沿所述旋转轴30的中心线对称布置;所述左柄头12和所述右柄头22分别设置一固定栓50,所述左尖嘴部13通过一固定栓50可拆卸安装于所述左柄头12,所述右尖嘴部23通过一固定栓50可拆卸安装于所述右柄头22。所述左柄头12在所述右柄头22相对的一面设有第一凹槽120以用于将所述左
尖嘴部13卡设在所述第一凹槽120固定;所述右柄头22在所述左柄头12相对的一面设有第二凹槽220以用于将所述右尖嘴部23卡设在所述第二凹槽220固定。
29.结合图1和图3所示,所述左尖嘴部13包括嘴身131和向前凸出的嘴头132,所述嘴身131中心开设圆孔135,所述圆孔135用于通过一固定栓50将所述左尖嘴部13安装于所述左柄头12上;所述嘴头132呈前窄后宽的形状,在所述嘴头132前部设有向内凸起的圆弧134,所述圆弧134边缘锋利以进行飞边加工。所述嘴头132探出所述左柄头12和/或所述右柄头22的前端。右尖嘴部23与左尖嘴部13对称设置,其结构与所述左尖嘴部13相同,在此不再赘述。
30.所述精密塑胶产品深槽圆弧形产品飞边加工工具100还包括定位件40,所述定位件40设于所述右手柄11和左手柄21之间靠近所述旋转轴30的位置,所述定位件40用于连接固定所述右手柄11和所述左手柄21。具体在本实用新型一实施例中,所述定位件40为压簧。
31.请结合参阅图1至图5,具体在使用所述精密塑胶产品深槽圆弧形产品飞边加工工具100时,如图4所示,使用所述精密塑胶产品深槽圆弧形产品飞边加工工具100加工一镜架200的镜腿连接部位b,部位b为待飞边加工的圆弧形状,对应地利用圆弧134对部位b进行飞边加工。
32.具体在本实用新型一实施例中,所述精密塑胶产品深槽圆弧形产品飞边加工工具100的制作方法如下:
33.步骤1:对左手柄、右柄头、右手柄、左柄头、左尖嘴部、右尖嘴部进行慢走丝开料,公差区间0.1mm;
34.步骤2:铣床钻孔、攻牙,公差区间0.1mm;
35.步骤3:嘴尖部分热处理,硬度要求52
°
;其目地在于:改善钢材的内部化学及物理结构,消除内应力变形,从而改善钢材的硬度,耐磨性及美观等,具体包括:淬火、回火、退火、正常化、球粒化、表皮硬化和表层淬火,热处理时加热温度、保温时间、冷却速度、冷却剂、工作物件大小形状都必须预先根据需要设计;
36.步骤4:磨床加工左手柄、右柄头、右手柄、左柄头、左尖嘴部、右尖嘴部,公差要求0.02mm,并要求倒角;
37.步骤5:数控铣床cnc精加工左尖嘴部、右尖嘴部的圆弧特征,加工圆弧特征公差要求和拟加工弧形飞边相匹配的公差。
38.步骤6:装配完成精密塑胶产品深槽圆弧形产品飞边加工工具。
39.本实用新型提供的精密塑胶产品深槽圆弧形产品飞边加工工具将加工精密塑胶件深槽圆弧形飞边困难度降低,从而减少了飞边多次加工、缩短了产品加工周期、降低了产品损耗,对现场作业人员经验要求低,较大程度地提高了类似产品生产效率、优良率和产品竞争力。
40.以上所述的仅是本实用新型的实施方式,在此应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出改进,但这些均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1