一种用于带边框产品的自动化挂具的制作方法
1.本实用新型涉及加工挂具技术领域,特别涉及一种用于带边框产品的自动化挂具。
背景技术:
2.在笔记本电脑制造业中,很多壳体是带框结构,在对其进行表面加工前,需要利用其边框装夹在挂具上。如图1所示,传统的挂具包括两端设有定挂头11的直杆1和两端设有动挂头21的弹片2,弹片2是一种两端往外翘起的“几”字形结构,在装夹时,需要先将定挂头11贴住产品5一侧的边框51,然后手动将弹片2的两端往直杆1一侧压弯,令动挂头21卡入产品5的另一侧边框51内,再然后放开弹片2,利用回弹力让动挂头21抵住边框51内壁,完成装夹。
3.但是传统人工或者半人工装夹,产品在装夹过程中造成碰伤/刮伤不良率高低受到工人的熟练程度和情绪的影响,导致报废成本的增加。
4.因此有必要设计一种新的夹具存放结构来避免以上问题。
技术实现要素:
5.本实用新型的主要目的在于提供一种自动化挂具,能够方便挂具在自动化设备上定位,使带边框产品的夹装得以全自动完成。
6.本实用新型通过如下技术方案实现上述目的:一种用于带边框产品的自动化挂具,包括框架,所述框架包括上支撑条、下支撑条、连接于所述上支撑条与所述下支撑条之间的两条连杆以及连接于所述上支撑条外侧的悬挂部,所述连杆上设有若干装夹单元,所述上支撑条的两侧凸出于所述连杆的侧方并且在两端设置有垂直于所述框架平面的上定位孔,所述下支撑条的两侧凸出于所述连杆的侧方并且在两端设置有垂直于所述框架平面的下定位孔。
7.具体的,所述装夹单元包括垂直于所述连杆固定的直杆和相对所述直杆设置的弧形弹片,所述直杆的两侧在背向所述弧形弹片的位置设有定挂头,所述弧形弹片的两侧在背向所述直杆的位置设有动挂头,所述弧形弹片的中部相比两侧靠近所述直杆。
8.进一步的,两个所述连杆之间设有横档,所述横档上固定有t形架,所述弧形弹片的中部固定于所述t形架的横边,所述t形架的竖边固定于所述横档上。
9.进一步的,所述弧形弹片的两端具有往所述直杆一侧弯曲的翘起部。
10.进一步的,所述框架的一侧沿着所述连杆方向并排设置多个所述装夹单元。
11.进一步的,所述框架的正反两面对称设置所述装夹单元。
12.具体的,所述悬挂部的两侧与所述上支撑条之间设置有连接筋。
13.具体的,所述挂具采用钛合金材料制成。
14.本实用新型技术方案的有益效果是:
15.本挂具能够利用上支撑条和下支撑条上的定位孔在自动化设备上进行位置定位,
让附属操作机构能够可以找准产品与夹装单元的相对位置,完成全自动化的夹装,节省了人工,提高了效率,保证了质量。
附图说明
16.图1为现有技术中挂具与产品装夹状态的局部关系图;
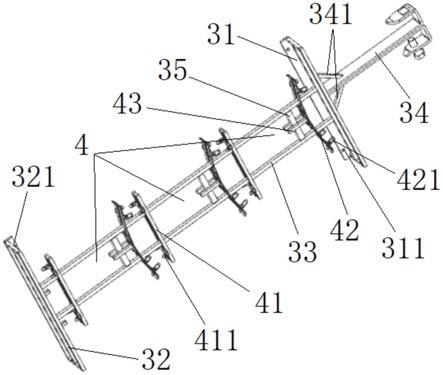
17.图2为本实施例中自动化挂具的立体图;
18.图3为本实施例中装夹单元的局部放大图;
19.图4为本实施例中挂具与产品装夹状态的局部关系图。
20.图中数字表示:
[0021]1‑
直杆,11
‑
定挂头;
[0022]2‑
弹片,21
‑
动挂头;
[0023]3‑
框架,31
‑
上支撑条,311
‑
上定位孔,32
‑
下支撑条,321
‑
下定位孔,33
‑
连杆,34
‑
悬挂部,341
‑
连接筋,35
‑
横档;
[0024]4‑
装夹单元,41
‑
直杆,411
‑
定挂头,42
‑
弧形弹片,421
‑
动挂头,422
‑
翘起部,43
‑
t形架;
[0025]5‑
产品,51
‑
边框。
具体实施方式
[0026]
下面结合具体实施例对本实用新型作进一步详细说明。
[0027]
实施例:
[0028]
如图2至图4所示,本实用新型的一种用于带边框产品的自动化挂具,包括框架3,框架3包括上支撑条31、下支撑条32、连接于上支撑条31与下支撑条32之间的两条连杆33以及连接于上支撑条31外侧的悬挂部34,连杆33上设有若干装夹单元4,上支撑条31的两侧凸出于连杆33的侧方并且在两端设置有垂直于框架3平面的上定位孔311,下支撑条32的两侧凸出于连杆33的侧方并且在两端设置有垂直于框架3平面的下定位孔321。本挂具能够利用上支撑条31上的上定位孔311和下支撑条32上的下定位孔321匹配自动化设备上的定位凸点,然后只要将上支撑条31和下支撑条32固定住即可完成定位,此时附属操作机构能够可以找准产品5与夹装单元4的相对位置,完成全自动化的夹装,节省了人工,提高了效率,保证了质量。
[0029]
如图2至图4所示,装夹单元4包括垂直于连杆33固定的直杆41和相对直杆41设置的弧形弹片42,直杆41的两侧在背向弧形弹片42的位置设有定挂头411,弧形弹片42的两侧在背向直杆41的位置设有动挂头421,弧形弹片42的中部相比两侧靠近直杆41。实际装夹中,自动化夹装设备通过压迫弧形弹片42的两端往直杆41一侧靠近来让动挂头421避开产品5的边框51,等到产品5放上装夹单元4上后撤掉对弧形弹片42的压力,动挂头421顶住边框51内壁并配合定挂头411将产品5撑柱,这样就能完成产品5的固定,这样挂具就能带着产品5进行下一步作业。
[0030]
如图2至图4所示,两个连杆33之间设有横档35,横档35上固定有t形架43,弧形弹片42的中部固定于t形架43的横边,t形架43的竖边固定于横档35上。这样弧形弹片42在框架3上的固定会比较牢固,防止弧形弹片42在受到压力变形后掉落。
[0031]
如图3和图4所示,弧形弹片42的两端具有往直杆41一侧弯曲的翘起部422。弧形弹片42的变形要从直杆41的反向往直杆41一侧施力,翘起部422能够让施力位置从一条边扩大成一个面,避免划伤零件。
[0032]
如图2所示,框架3的一侧沿着连杆33方向并排设置三个装夹单元4。这样每个挂具可以一次性装夹三件产品5,让装夹效率和作业效率都得到提升。实际应用中,框架3每一面设置的装夹单元4数量可以根据产品与挂具的相对大小调整、
[0033]
如图2所示,框架3的正反两面对称设置装夹单元4。产品4一般是挂在挂具两侧同时处理的,所以装夹单元4一般在框架3两面都有,在装夹时,只要翻面即可完成另一侧产品5的夹装。
[0034]
如图2所示,悬挂部34的两侧与上支撑条31之间设置有连接筋341。连接筋341能让悬挂部34与上支撑条31之间进行三角形补强连接,避免挂具使用中下部晃动。
[0035]
挂具采用钛合金材料制成。以往用铝材质挂具,每次使用前必须经过褪氧处理,故而需要建设专用的褪氧线体和多种化学药剂来处理,增加了能耗和环保成本,采用钛合金材料就可以降低能耗,节省环保成本。
[0036]
以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1