一种便于散模预先定位的圆模的制作方法
1.本实用新型涉及圆模技术领域,具体涉及一种便于散模预先定位的圆模。
背景技术:
2.圆压圆模切机是一种切割机,圆压圆模切机的模切方式,一般分为硬切法和软切法两种,由于圆压圆模切机工作时圆模连续旋转,因而其生产效率是各类模切机中最高的。
3.目前,圆模在每次进行工作前,需要对散模模具的位置进行测量,并需要根据图纸位置测量后在进行安装,影响整体安装时间,降低换产效率。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种便于散模预先定位的圆模以解决上述的问题。
5.为实现上述目的,本实用新型提供了如下技术方案:一种便于散模预先定位的圆模,包括圆模本体和固定架,圆模本体的左右两端与固定架的左右两端固定安装,圆模本体包括左定位部和右定位部,左定位部包括第一上模、第一下模、第一定位孔组,第一上模的下端面与第一下模的上端面相贴合,第一定位孔组沿第一上模、第一下模的圆弧面设置,第一上模、第一下模置于自身的圆弧面上的第一定位孔组设置有第一刻度点,右定位部包括第二上模、第二下模、第二定位孔组,第二上模的下端面与第二下模的上端面相贴合,第一上模的右侧面与第二上模的左侧面相贴合,第一下模的右侧面与第二下模的左侧面相贴合,第二定位孔组沿第二上模、第二下模的圆弧面设置,第二上模、第二下模置于自身的圆弧面上的第二定位孔组设置有第二刻度点,圆模本体置于第一上模、第一下模、第二上模、第二下模的连接处设置有零刻度点。
6.采用上述技术方案的优点是:本实用新型通过圆模本体、固定架、左定位部、第一上模、第一下模、第一定位孔组、右定位部、第二上模、第二下模、第二定位孔组、第一刻度点、第二刻度点、零刻度点组成,通过第一刻度点、第二刻度点相配合,得到散模模具在圆模本体上安装时的坐标,并进行记录,使获得安装坐标的散模模具后续在圆模本体上进行安装时,无需再对安装位置进行测量,可直接安装于圆模本体上,节省整体的安装时间,提高换产效率,同时通过第一刻度点、第二刻度点对散模模具的安装坐标进行快速定位,减少散模模具在圆模本体上的测量时间,提高整体的安装效率。
7.优选的,第一定位孔组包括若干组第一定位孔,每组第一定位孔均沿第一上模、第一下模的长度方向设置,所有第一定位孔等距布满第一上模、第一下模的圆弧面。
8.采用上述技术方案的优点是:通过将每个第一定位孔设置成与散模模具的螺纹孔相同的大小,方便散模模具在圆模本体上进行预先安装。
9.优选的,第一刻度点的数量与第一定位孔的数量相等,第一刻度点包括x刻度和y刻度,x刻度设置于每个第一定位孔的底部,y刻度设置于每个第一定位孔的右侧。
10.采用上述技术方案的优点是:通过x刻度、y刻度对散模模具位于左定位部上的部
分进行测量,并记录相对应的每个第一定位孔的x刻度、y刻度坐标,从而得到散模模具在圆模本体上的安装坐标,方便后续直接进行安装,节省安装时间。
11.优选的,第二定位孔组包括若干组第二定位孔,每组第二定位孔均沿第二上模、第二下模的长度方向设置,所有第二定位孔等距布满第二上模、第二下模的圆弧面。
12.采用上述技术方案的优点是:通过将每个第二定位孔设置成与散模模具的螺纹孔相同的大小,方便散模模具在圆模本体上进行预先安装。
13.优选的,第二刻度点的数量与第二定位孔的数量相等,第二刻度点包括a刻度和b刻度,a刻度设置于每个第二定位孔的底部,b刻度设置于每个第二定位孔的右侧。
14.采用上述技术方案的优点是:通过a刻度、b刻度对散模模具位于右定位部上的部分进行测量,并记录相对应的每个第一定位孔的a刻度、b刻度坐标,从而得到散模模具在圆模本体上的安装坐标,方便后续直接进行安装,节省安装时间。
15.优选的,x刻度与a刻度沿同一轴线设置,y刻度与b刻度沿同一轴线设置,x刻度与b刻度为正数,y刻度与a刻度为负数。
16.采用上述技术方案的优点是:通过将x刻度与b刻度为正数,y刻度与a刻度为负数,使x刻度、a刻度和y刻度、b刻度与零刻度点相对应,方便对散模模具在圆模本体上的位置进行定位,且方便对x刻度、a刻度和y刻度、b刻度进行分辨,不易于产生混淆,使后续无需在对散模模具的安装位置进行测量,方便、快速的对安装坐标进行辨认,减少整体的安装时间,提高换产效率。
17.优选的,第一上模、第一下模、第二上模、第二下模一体成型。
18.采用上述技术方案的优点是:通过将第一上模、第一下模、第二上模、第二下模设置为一体成型,提高第一上模、第一下模、第二上模、第二下模安装完成时的结构稳定性。
19.本实用新型具备的有益技术效果是:通过第一定位孔、第二定位孔与x刻度、y刻度、a刻度、b刻度相配合的方式实现对散模模具在圆模本体上的位置进行预先测量,方便后续直接安装,节省安装时间;同时通过将x刻度与b刻度为正数,y刻度与a刻度为负数,使x刻度、a刻度和y刻度、b刻度与零刻度点相对应,方便对散模模具在圆模本体上的位置进行定位,且方便对x刻度、a刻度和y刻度、b刻度进行分辨,不易于产生混淆,使后续无需在对散模模具的安装位置进行测量,方便、快速的对安装坐标进行辨认,减少整体的安装时间,提高换产效率。
附图说明
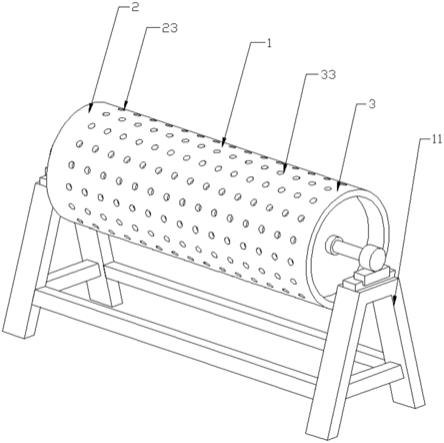
20.图1为本实用新型的立体结构示意图;
21.图2为本实用新型的整体结构示意图;
22.图3为本实用新型的a部放大示意图。
23.附图标记:1、圆模本体;11、固定架;12、零刻度点;2、左定位部;21、第一上模;22、第一下模;23、第一定位孔组;231、第一定位孔;24、第一刻度点;241、x刻度;242、y刻度;3、右定位部;31、第二上模;32、第二下模;33、第二定位孔组;331、第二定位孔;34、第二刻度点;341、a刻度;342、b刻度。
具体实施方式
24.下面结合附图和实施例,对本实用新型进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
25.参照图1
‑
3所示,一种便于散模预先定位的圆模,包括圆模本体1和固定架11,圆模本体1的左右两端与固定架11的左右两端固定安装,圆模本体1包括左定位部2和右定位部3,左定位部2包括第一上模21、第一下模22、第一定位孔组23,第一上模21的下端面与第一下模22的上端面相贴合,第一定位孔组23沿第一上模21、第一下模22的圆弧面设置,第一上模21、第一下模22置于自身的圆弧面上的第一定位孔组23设置有第一刻度点24,右定位部3包括第二上模31、第二下模32、第二定位孔组33,第二上模31的下端面与第二下模32的上端面相贴合,第一上模21的右侧面与第二上模31的左侧面相贴合,第一下模22的右侧面与第二下模32的左侧面相贴合,第二定位孔组33沿第二上模31、第二下模32的圆弧面设置,第二上模31、第二下模32置于自身的圆弧面上的第二定位孔组33设置有第二刻度点34,圆模本体1置于第一上模21、第一下模22、第二上模31、第二下模32的连接处设置有零刻度点12。本实用新型通过圆模本体1、固定架11、左定位部2、第一上模21、第一下模22、第一定位孔组23、右定位部3、第二上模31、第二下模32、第二定位孔组33、第一刻度点24、第二刻度点34、零刻度点12组成,当需要对散模模具在圆模本体1上的位置进行预先测量定位时,先将圆模本体1可转动放置于固定架11上,同时将均为半圆柱形的第一上模21、第一下模22、第二上模31、第二下模32相安装,使第一定位孔组23与第二定位孔组33处于同一水平轴线上,再通过将散模模具放置于圆模本体1上进行测量,并通过第一刻度点24、第二刻度点34相配合,得到散模模具在圆模本体1上安装时的坐标,并进行记录,使获得安装坐标的散模模具后续在圆模本体1上进行安装时,无需再对安装位置进行测量,可直接安装于圆模本体1上,节省整体的安装时间,提高换产效率,同时通过第一刻度点24、第二刻度点34对散模模具的安装坐标进行快速定位,减少散模模具在圆模本体1上的测量时间,提高整体的安装效率。
26.第一定位孔组23包括若干组第一定位孔231,每组第一定位孔231均沿第一上模21、第一下模22的长度方向设置,所有第一定位孔组23等距布满第一上模21、第一下模22的圆弧面。
27.第一刻度点24的数量与第一定位孔231的数量相等,第一刻度点24包括x刻度241和y刻度242,x刻度241设置于每个第一定位孔231的底部,y刻度242设置于每个第一定位孔231的右侧。当散模模具在圆模本体1上进行测量时,通过将每个第一定位孔231设置成与散模模具的螺纹孔相同的大小,使得散模模具在圆模本体1上进行预先安装时,通过第一定位孔231、x刻度241、y刻度242对散模模具位于左定位部2上的部分进行测量,并记录相对应的每个第一定位孔231的x刻度241、y刻度242坐标,从而得到散模模具在圆模本体1上的安装坐标,方便后续直接进行安装,节省安装时间。
28.第二定位孔组33包括若干组第二定位孔331,每组第二定位孔331均沿第二上模31、第二下模32的长度方向设置,所有第二定位孔组33等距布满第二上模31、第二下模32的圆弧面。
29.第二刻度点34的数量与第二定位孔331的数量相等,第二刻度点34包括a刻度341
和b刻度342,a刻度341设置于每个第二定位孔331的底部,b刻度342设置于每个第二定位孔331的右侧。当散模模具在圆模本体1上进行测量时,通过将每个第二定位孔331设置成与散模模具的螺纹孔相同的大小,使得散模模具在圆模本体1上进行预先安装时,通过第二定位孔331、a刻度341、b刻度342对散模模具位于右定位部3上的部分进行测量,并记录相对应的每个第一定位孔231的a刻度341、b刻度342坐标,从而得到散模模具在圆模本体1上的安装坐标,方便后续直接进行安装,节省安装时间。
30.x刻度241与a刻度341沿同一轴线设置,y刻度242与b刻度342沿同一轴线设置,x刻度241与b刻度342为正数,y刻度242与a刻度341为负数。在使用时,通过将x刻度241与b刻度342为正数,y刻度242与a刻度341为负数,使x刻度241、a刻度341和y刻度242、b刻度342与零刻度点12相对应,方便对散模模具在圆模本体1上的位置进行定位,且方便对x刻度241、a刻度341和y刻度242、b刻度342进行分辨,不易于产生混淆,使后续无需在对散模模具的安装位置进行测量,方便、快速的对安装坐标进行辨认,减少整体的安装时间,提高换产效率。
31.第一上模21、第一下模22、第二上模31、第二下模32一体成型。通过将第一上模21、第一下模22、第二上模31、第二下模32设置为一体成型,提高第一上模21、第一下模22、第二上模31、第二下模32安装完成时的结构稳定性。
32.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1