一种多功能平台的制作方法
1.本实用新型涉及机械加工技术领域,特别是指一种多功能平台。
背景技术:
2.两工件组焊拼装位置是产品的关键参数,故需逐件检验,避免不合格报废。通常情况下在本工位进行检验,但检验所需时间降低了生产效率。
技术实现要素:
3.针对现有技术中在本工位进行检验降低生产效率的问题,本实用新型提出了一种多功能平台。
4.为解决上述技术问题,本实用新型提供如下技术方案:
5.一方面,提供了一种多功能平台,包括操作平台以及动力组件;操作平台分别设有点焊区和检验区;动力组件设置于点焊区。
6.可选地,操作平台包括:
7.立柱,立柱与支撑平板固定连接;
8.支撑平板,支撑平板的外周设有凹槽;
9.平台面板,平台面板设置于支撑平板上,通过支撑平板外周的凹槽镶嵌在支撑平板上。
10.点焊区可选地,支撑平板与平台面板的相同位置,均设置有通孔。
11.可选地,点焊区一侧的立柱之间分别设置有连接板。
12.可选地,动力组件包括:
13.气缸,气缸设置于操作平台底部,固定在连接板上;通过定位圈与待焊接工件同轴固定;
14.活塞杆,活塞杆与气缸同轴连接;活塞杆从操作平台底部,贯穿支撑平板与平台面板的通孔。
15.可选地,操作平台还包括:
16.压板,压板呈x型,交叉位置设有与活塞杆8同轴的通孔,设置于辐板上方,用于压紧活塞杆。
17.可选地,检验区一侧的立柱之间设置有底板;通过底板与操作平台的空间,设置有储物柜;储物柜根据使用情况设置为单层或多层;储物柜面向操作者一侧,设置有门;门上设置有开关把手。
18.一方面,提供了一种工装平台,包括上述任意一项的多功能平台,包括工装组件、操作平台以及动力组件;操作平台分别设有点焊区和检验区;点焊区用于对待组装工件组点焊接;检验区用于检验点焊后的工件;动力组件设置于点焊区。
19.本实用新型实施例的上述技术方案至少具有如下有益效果:
20.上述方案中,通过在同一操作平台上分别设置点焊区和检验区,操作平台的平面
可以直接充当工装底板使用,又可同时作为检验平台进行工件的位置检验,大幅度节省了时间,提高了生产效率。通过在操作平台底部设置储物箱,可以将随时使用的工具或量具就近存放,方便使用,也可以节省时间,提高生产效率。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
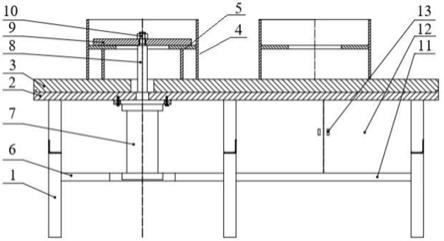
22.图1是本实用新型实施例提供的多功能平台总体结构图;
23.图2是本实用新型实施例提供的多功能平台压板结构图。
24.其中附图标记为:
25.1、立柱;2、支撑平板;3、平台面板;4、待组拼筒体;5、辐板;6、连接板;7、气缸;8、活塞杆;9、压板;10、螺母;11、底板;12、门;13、开关把手。
具体实施方式
26.为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
27.本实用新型实施例提供了一种多功能平台,包括操作平台以及动力组件;操作平台分别设有点焊区和检验区;动力组件设置于点焊区。
28.本实用新型提供的多功能平台,通过在同一操作平台上分别设置点焊区和检验区,操作平台的平面可以直接充当工装底板11使用,又可同时作为检验平台进行工件的位置检验,大幅度节省了时间,提高了生产效率。
29.优选地,如图1所示,操作平台包括:
30.立柱1,立柱1与支撑平板固定连接;
31.支撑平板,支撑平板的外周设有凹槽;
32.平台面板3,平台面板3设置于支撑平板上,通过支撑平板外周的凹槽镶嵌在支撑平板2上。
33.本实施例中,立柱1均匀设置在支撑平板底部,给支撑平板稳定的支撑;平台面板3镶嵌在支撑平板外周设置的凹槽内,使得平台面板3更加稳固不易松动。由此构成了稳定性较强的操作平台。
34.优选地,支撑平板与平台面板3的相同位置,均设置有通孔。
35.本实施例中,支撑平台和平台面板3的通孔位置均设置于点焊区,便于动力组件的操作。
36.优选地,点焊区一侧的立柱1之间分别设置有连接板6。
37.优选地,动力组件包括:
38.气缸7,气缸7设置于操作平台底部,固定在连接板6上;通过定位圈与待焊接工件同轴固定;
39.活塞杆8,活塞杆8与气缸7同轴连接;活塞杆8从操作平台底部,贯穿支撑平板2与
平台面板3的通孔。
40.本实施例中,位于点焊区侧的立柱1之间由连接板6连接,气缸7缸体设置在支撑平板2的底部,活塞杆8穿过支撑平板2和平台面板3的通孔,作用于平台面板3上方。
41.优选地,操作平台还包括:
42.压板9,如图2所示,压板9呈x型,交叉位置设有与活塞杆8同轴的通孔,设置于辐板5上方,用于压紧活塞杆8。
43.本实施例中,进行工件组拼前,把定位圈放在平台面板3上,与待组拼筒体4同轴,把辐板5从上端放入,其中,待组拼筒体4和辐板5为待组焊的两个工件;启动气缸7顶出活塞杆8,伸出辐板5上面,把压板9放在辐板5上卡住活塞杆8,活塞杆8下拉压板9压紧辐板5,通过螺母10固定,进行组点焊。压板9如图,呈“x”型,交叉位置设有与活塞杆8同轴的通孔,交叉角度为
ɑ
;组点焊后工件放于平台的检验区,可在后序工件焊接的间隙进行检验,节省时间。
44.优选地,检验区一侧的立柱1之间设置有底板11;通过底板11与操作平台的空间,设置有储物柜;储物柜根据使用情况设置为单层或多层;储物柜面向操作者一侧,设置有门12;门12上设置有开关把手13。
45.本实施例中,位于检验区一侧的立柱1之间设有底板11,后面和两侧均采用铁皮围住,内部可根据需要设单层或多层,多层可分类存放工具或检具;面向操作者一侧设有两扇门12,门12上对称设置开关把手13,便于开关。本实用新型通过在操作平台底部设置储物箱,可以将随时使用的工具或量具就近存放,方便使用,也可以节省时间,提高生产效率。
46.本实用新型还提供一种工装平台,包括上述任意一项的多功能平台,包括工装组件、操作平台以及动力组件;操作平台分别设有点焊区和检验区;点焊区用于对组装工件组点焊接;检验区用于检验点焊后的工件;动力组件设置于点焊区。
47.本实用新型通过在同一操作平台上分别设置点焊区和检验区,操作平台的平面可以直接充当工装底板11使用,又可同时作为检验平台进行工件的位置检验,大幅度节省了时间,提高了生产效率。
48.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种多功能平台,其特征在于,包括操作平台以及动力组件;所述操作平台分别设有点焊区和检验区;所述动力组件设置于点焊区;所述操作平台包括:立柱,所述立柱与支撑平板固定连接;支撑平板,所述支撑平板的外周设有凹槽;平台面板,所述平台面板设置于所述支撑平板上,通过所述支撑平板外周的凹槽镶嵌在支撑平板上。2.根据权利要求1所述的多功能平台,其特征在于,所述支撑平板与平台面板的相同位置,均设置有通孔。3.根据权利要求2所述的多功能平台,其特征在于,所述点焊区一侧的立柱之间分别设置有连接板。4.根据权利要求3所述的多功能平台,其特征在于,所述动力组件包括:气缸,所述气缸设置于操作平台底部,固定在所述连接板上;通过定位圈与待焊接工件同轴固定;活塞杆,所述活塞杆与所述气缸同轴连接;所述活塞杆从操作平台底部,贯穿所述支撑平板与平台面板的通孔。5.根据权利要求4所述的多功能平台,其特征在于,所述操作平台还包括:压板,所述压板呈x型,交叉位置设有与活塞杆(8)同轴的通孔,设置于辐板上方,用于压紧所述活塞杆。6.根据权利要求1所述的多功能平台,其特征在于,所述检验区一侧的立柱之间设置有底板;通过所述底板与操作平台的空间,设置有储物柜;所述储物柜根据使用情况设置为单层或多层;所述储物柜面向操作者一侧,设置有门;所述门上设置有开关把手。7.一种多功能平台,其特征在于,包括如权利要求1-6任一所述的多功能平台,包括工装组件、操作平台以及动力组件;所述操作平台分别设有点焊区和检验区;所述点焊区用于对待组装工件组点焊接;所述检验区用于检验焊接后的工装组件;所述动力组件设置于点焊区;所述操作平台包括:立柱,所述立柱与支撑平板固定连接;支撑平板,所述支撑平板的外周设有凹槽;平台面板,所述平台面板设置于所述支撑平板上,通过所述支撑平板外周的凹槽镶嵌在支撑平板上。
技术总结
本实用新型提供了一种多功能平台,涉及机械加工技术领域。包括:操作平台以及动力组件;操作平台分别设有点焊区和检验区;动力组件设置于点焊区。通过在同一操作平台上分别设置点焊区和检验区,操作平台的平面可以直接充当工装底板使用,又可同时作为检验平台进行工件的位置检验,大幅度节省了时间,提高了生产效率。通过在操作平台底部设置储物箱,可以将随时使用的工具或量具就近存放,方便使用,也可以节省时间,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:马会民 陈汉杰
受保护的技术使用者:宏源精工车轮股份有限公司
技术研发日:2021.09.18
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1