铸铁管开孔辅助及安装装置的制作方法
1.本实用新型涉及燃气管道维修技术领域,特别涉及铸铁管开孔辅助及安装装置。
背景技术:
2.随着城市规模的不断扩大,城市原有铸铁材质的燃气管道正逐步被钢制管道替换,同时因为城市老旧燃气管改造规划、避让城市其他重要基础设施建设涉及到管道临时搬迁等诸多原因,在改造、搬迁过程中会出现如管道镶接等施工,这些施工需要主动在管道进行开孔施工操作。
3.在现有的镶接施工时需要对镶接处两侧的燃气管道进行人工开孔(每侧两个),其中距离镶接处较远的的一个开孔起到放散管道内的多于燃气的作用,距离镶接处较近的一个开孔应上下游闸阀普遍无法完全关闭等问题需要向其中塞入阻气袋等设备阻断来气。
4.然而,在现有技术中,为保障燃气放散阶段的放散安全,防止人员窒息与燃气爆燃等问题,需要在全封闭的状态下对铸铁管进行开孔作业,且现有的铸铁管全封闭开孔作业设备多为一次性设备,开孔后需要将整体设备全部留在铸铁管上。
5.因此,如何在保证安全的情况,提高施工效率,减少施工成本成为本领域技术人员急需解决的技术问题。
技术实现要素:
6.有鉴于现有技术的上述缺陷,本实用新型提供了一种铸铁管开孔辅助及安装装置,实现的目的是在保证安全的情况下,提高施工效率,减少施工成本。
7.为实现上述目的,本实用新型公开了铸铁管开孔辅助及安装装置,包括打孔器;还包括打孔基座、管塞安装器和管塞;
8.所述打孔基座包括基座固定法兰,以及分别与所述基座固定法兰两面连接,并同轴设置的燃气隔绝管和阀门连接管;
9.所述打孔基座通过在所述基座固定法兰设置多道环绕燃气管道的链条,以捆绑方式固定在所述燃气管道的外壁;
10.所述燃气隔绝管一端为与所述燃气管道的外壁相匹配的内凹结构,另一端与所述基座固定法兰连接;
11.所述内凹结构通过密封结构与所述燃气管道的外壁形成空气密封;
12.所述管塞安装器包括管塞外套筒、管塞内套筒和管塞螺杆;
13.所述管塞外套筒的尺寸与所述阀门连接管相匹配,所述管塞内套筒的尺寸小于所述阀门连接管,所述管塞螺杆的尺寸小于所述打孔器在所述燃气管道上开设的孔;
14.所述管塞外套筒的一端通过固定板以螺纹连接方式与所述管塞内套筒呈螺纹连接;
15.所述管塞内套筒的一端从相应的所述固定板穿出,作为施加旋转动力的内套筒驱动端,另一端沿所述管塞外套筒的长度方向伸出所述管塞外套筒的另一端;
16.所述内套筒驱动端通过固定板以螺纹连接方式与所述管塞螺杆呈螺纹连接;
17.所述管塞螺杆的一端从相应的所述固定板穿出,作为施加旋转动力的管塞驱动端,另一端沿所述管塞内套筒的长度方向延伸,伸出所述管塞内套筒另一端;
18.所述管塞螺杆的另一端设有管塞;
19.所述管塞包括拉紧螺杆、橡胶垫片、下紧固件和上紧固件;
20.所述拉紧螺杆的外径小于所述打孔器在所述燃气管道开设的孔,对应所述燃气管道内部的一端通过铰链连接方式与所述下紧固件靠近中部位置连接,另一端与所述管塞螺杆呈可拆卸连接,螺纹部设有所述橡胶垫片和所述上紧固件;
21.所述下紧固件是一外径小于所述拉紧螺杆的杆件,偏过长度中心位置的部分与所述拉紧螺杆呈铰链连接;
22.所述橡胶垫片与所述螺纹部呈过盈配合,通过弹性套在所述螺纹部;
23.所述上紧固件呈管状结构,内孔是与所述螺纹部匹配的内螺纹,外形与所述管塞内套筒靠近所述燃气管道的另一端的内孔呈相匹配的多边形结构,与所述管塞内套筒多边形的内孔之间为过渡配合,呈能够沿所述管塞内套筒轴线方向往复移动的滑动副连接。
24.优选的,所述打孔基座通过在所述基座固定法兰设置三道环绕所述燃气管道的所述链条,以捆绑方式固定在所述燃气管道的外壁;
25.所述基座固定法兰最靠近所述燃气管道两端的位置,以及对应所述燃气管道两侧的位置均设有链条连接柱;
26.三道环绕所述燃气管道的链条中,两道所述链条设置于所述基座固定法兰最靠近所述燃气管道两端的位置,并分别与相应的所述链条连接柱连接;
27.一道所述链条设置于所述基座固定法兰中部位置,两端分别与所述基座固定法兰对应所述燃气管道两侧的两根所述链条连接柱连接。
28.优选的,所述打孔器包括打孔套筒,以及设置在所述打孔套筒上的打孔螺杆和打孔阀门;
29.所述打孔套筒的侧壁上设有所述打孔阀门,一端通过固定板以螺纹连接方式与所述打孔螺杆呈螺纹连接;
30.所述打孔螺杆的一端从相应的所述固定板穿出,作为施加旋转动力的打孔驱动端,另一端沿所述打孔套筒的长度方向伸出所述打孔套筒的另一端,作为钻孔端设置钻头;
31.打孔时,所述打孔套筒的另一端与所述阀门连接管连接呈一直线,所述钻头沿轴线延伸至待开孔的所述燃气管道的外壁进行打孔。
32.更优选的,所述打孔驱动端设有把手。
33.优选的,所述密封结构包括设置在所述内凹结构的橡胶密封垫;
34.所述燃气隔绝管通过所述橡胶密封垫与所述燃气管道的外壁实现气密封。
35.更优选的,所述燃气隔绝管为双层管结构;
36.所述双层管结构包括内管和外管两根量尺相匹配且同心设置的圆管;所述内管和所述外管之间的夹层内环绕设有多个与轴线平行的密封螺栓;
37.每一所述密封螺栓的螺母均位于所述基座固定法兰朝向所述阀门连接管的一面,螺纹端均顶住所述橡胶密封垫。
38.优选的,所述上紧固件相对所述管塞内套筒外侧的一面设有限位法兰。
39.优选的,所述拉紧螺杆与所述管塞螺杆端部的所述可拆卸连接为螺纹孔连接,所述拉紧螺杆的所述螺纹部的旋向与所述管塞螺杆的旋向相同。
40.优选的,所述阀门连接管上设有球阀。
41.优选的,所述管塞驱动端和所述内套筒驱动端均设有把手。
42.本实用新型的有益效果:
43.本实用新型的应用在保证安全的情况下,能够提高施工效率,减少施工成本。
44.以下将结合附图对本实用新型的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本实用新型的目的、特征和效果。
附图说明
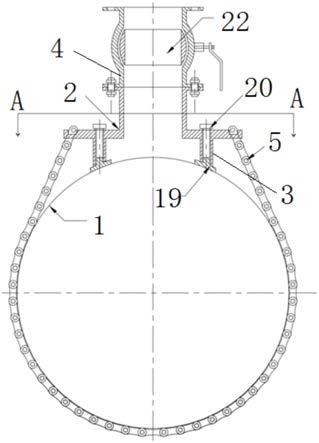
45.图1示出本实用新型一实施例中打孔基座设置在燃气管道上的横截面结构示意图。
46.图2示出本实用新型一实施例中打孔器的结构示意图。
47.图3示出本实用新型一实施例中管塞的下紧固件完全进入燃气管道后的结构示意图。
48.图4示出本实用新型一实施例中管塞的下紧固件进入燃气管道前的局部结构示意图。
49.图5示出本实用新型一实施例中管塞的下紧固件进入燃气管道前另一视角的局部结构示意图。
50.图6示出本实用新型一实施例中管塞的爆炸结构示意图。
51.图7示出本实用新型图1中aa向的剖面结构示意图。
具体实施方式
52.实施例
53.如图1至图7所示,在实际应用中,本实用新型应用于铸铁管开孔辅助及安装装置的施工方法中;包括如下施工步骤:
54.步骤1、寻找准备开孔的燃气管道1;
55.步骤2、挖开燃气管道1上方的覆盖层;
56.步骤3、在燃气管道1外壁需要打孔的位置安装打孔基座;
57.打孔基座包括基座固定法兰2,以及分别与基座固定法兰2两面连接,并同轴设置的燃气隔绝管3和阀门连接管4;
58.打孔基座通过在基座固定法兰2设置多道环绕燃气管道1的链条5,以捆绑方式固定在燃气管道1的外壁;
59.燃气隔绝管3一端为与燃气管道1的外壁相匹配的内凹结构,另一端与基座固定法兰2连接;
60.内凹结构通过密封结构与燃气管道1的外壁形成空气密封;
61.步骤4、确定密封结构已经形成空气密封,每一链条均5均捆绑牢固后,在阀门连接管4上通过法兰片连接球阀22;
62.步骤5、在球阀22的另一端设置打孔器;
63.打孔器包括打孔套筒14,以及设置在打孔套筒14上的打孔螺杆15和打孔阀门16;
64.打孔套筒14的侧壁上设有打孔阀门16,一端通过固定板以螺纹连接方式与打孔螺杆15呈螺纹连接;
65.打孔螺杆15的一端从相应的固定板穿出,作为施加旋转动力的打孔驱动端,另一端沿打孔套筒14的长度方向伸出打孔套筒14的另一端,作为钻孔端设置钻头17;
66.步骤6、打孔器安装完成后,将打孔阀门16连接高压氮气源,并打开球阀 22,向打孔基座和打孔器内加注氮气;当打孔基座内氧气含量小于2%时,停止注入氮气,并关闭打孔阀门16准备打孔;
67.步骤7、打孔时,旋转打孔驱动端的把手18,使钻头17沿轴线延伸至待开孔的燃气管道1的外壁,钻削燃气管道1的外壁,直至贯穿燃气管道1的外壁;
68.步骤8、完成后翻转打孔驱动端的把手18,退出钻头至球阀22外侧后,关闭球阀,拆除打孔器;
69.步骤9、在管塞安装器的管塞螺杆8上安装管塞;
70.管塞安装器包括管塞外套筒6、管塞内套筒7和管塞螺杆8;
71.管塞外套筒6的尺寸与阀门连接管4相匹配,管塞内套筒7的尺寸小于阀门连接管4,管塞螺杆8的尺寸小于打孔器在燃气管道1上开设的孔;
72.管塞外套筒6的一端通过固定板以螺纹连接方式与管塞内套筒7呈螺纹连接;
73.管塞内套筒7的一端从相应的固定板穿出,作为施加旋转动力的内套筒驱动端,另一端沿管塞外套筒6的长度方向伸出管塞外套筒6的另一端;
74.内套筒驱动端通过固定板以螺纹连接方式与管塞螺杆8呈螺纹连接;
75.管塞螺杆8的一端从相应的固定板穿出,作为施加旋转动力的管塞驱动端,另一端沿管塞内套筒7的长度方向延伸,伸出管塞内套筒7另一端;
76.管塞螺杆8的另一端设有管塞;
77.管塞包括拉紧螺杆9、橡胶垫片10、下紧固件11和上紧固件12;
78.拉紧螺杆9的外径小于打孔器在燃气管道1开设的孔,对应燃气管道1内部的一端通过铰链连接方式与下紧固件11靠近中部位置连接,另一端与管塞螺杆8呈可拆卸连接,螺纹部设有橡胶垫片10和上紧固件12;
79.下紧固件11是一外径小于拉紧螺杆9的杆件,偏过长度中心位置的部分与拉紧螺杆9呈铰链连接;
80.橡胶垫片10与螺纹部呈过盈配合,通过弹性套在螺纹部;
81.上紧固件12呈管状结构,内孔是与螺纹部匹配的内螺纹,外形与管塞内套筒7靠近燃气管道1的另一端的内孔呈相匹配的多边形结构,与管塞内套筒 7多边形的内孔之间为过渡配合,呈能够沿管塞内套筒7轴线方向往复移动的滑动副连接;
82.安装完成后,用上紧固件12约束下紧固件11与拉紧螺杆9叠合呈一直线;
83.步骤10、将管塞安装器安装到打孔基座上,将管塞外套筒6与阀门连接管 4连接呈一直线;
84.步骤11、打开球阀22,旋转内套筒驱动端上的把手18,将叠合呈一直线的下紧固件11和拉紧螺杆9送入燃气管道1外壁的孔内;
85.步骤12、当内套筒驱动端上的把手18转不动时,代表橡胶垫片10已经顶住燃气管
道1外壁,接着旋转管塞驱动端上的把手18,使叠合呈一直线的下紧固件11和拉紧螺杆9进一步伸入燃气管道1;
86.步骤13、当管塞驱动端上的把手18转不动时,代表管塞螺杆8已经顶住上紧固件12,下紧固件11已经完全进入燃气管道1,且下紧固件11由偏过程度的中心位置与拉紧螺杆9呈铰链连接,此时已经与拉紧螺杆9呈交叉状态;
87.步骤14、反转管塞驱动端上的把手18,将拉紧螺杆9向外退出,直至被下紧固件11卡死;
88.步骤15、再次旋转管塞驱动端上的把手18,将上紧固件12锁紧拉紧螺杆 9,使橡胶垫片10覆盖并填满拉紧螺杆9与燃气管道的孔之间的间隙;
89.步骤16、拆除所有链条,移除打孔基座和管塞安装器,完成施工。
90.本实用新型通过链条5,以捆绑方式将打孔基座固定在燃气管道1的外壁,在施工完成后能够回收打孔基座,减少了浪费。
91.通过管塞安装器和管塞对燃气管道1上的泄漏点进行封堵,提高施工速度和施工效率。
92.在某些实施例中,在步骤3中,打孔基座通过在基座固定法兰2设置三道环绕燃气管道1的链条5,以捆绑方式固定在燃气管道1的外壁;
93.基座固定法兰2最靠近燃气管道1两端的位置,以及对应燃气管道1两侧的位置均设有链条连接柱13;
94.三道环绕燃气管道1的链条5中,两道链条5设置于基座固定法兰2最靠近燃气管道1两端的位置,并分别与相应的链条连接柱13连接;
95.一道链条5设置于基座固定法兰2中部位置,两端分别与基座固定法兰2 对应燃气管道1两侧的两根链条连接柱13连接。
96.在某些实施例中,在步骤3中,密封结构包括设置在内凹结构的橡胶密封垫19;
97.燃气隔绝管3通过橡胶密封垫19与燃气管道1的外壁实现气密封。
98.在某些实施例中,燃气隔绝管3为双层管结构;
99.双层管结构包括内管和外管两根量尺相匹配且同心设置的圆管;内管和外管之间的夹层内环绕设有多个与轴线平行的密封螺栓20;
100.每一密封螺栓20的螺母均位于基座固定法兰2朝向阀门连接管4的一面,螺纹端均顶住橡胶密封垫19。
101.在某些实施例中,上紧固件12相对管塞内套筒7外侧的一面设有限位法兰21。
102.在某些实施例中,拉紧螺杆9与管塞螺杆8端部的可拆卸连接为螺纹孔连接;
103.拉紧螺杆9的螺纹部的旋向与管塞螺杆8的旋向和螺距均相同。
104.在某些实施例中,完成步骤5后,对打孔器是否存在泄漏进行进行检测,具体步骤如下:
105.步骤5.1、在打孔阀门16连接外部加压空气,对打孔器内进行增压;
106.步骤5.2、待打孔器内压力与燃气管道1内的压力相同后,关闭打孔阀门 16,并安装压力表;
107.步骤5.3、打开打孔阀门16和球阀22,观察压力表的变换;
108.若2小时,压力表度数下降量小于初始数值的10%,则打孔阀门16安装成功;若否,
则重新执行步骤1至步骤5,直至符合要求;
109.步骤5.4、安装成功后,关闭球阀22,打开打孔阀门16泄压。
110.在某些实施例中,完成步骤16后,在上紧固件12和橡胶垫片、10外涂上肥皂液;通过观察肥皂液是否有气泡产生,判断是否存在泄漏。
111.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1