一种木塑件切割码料装置的制作方法
1.本实用新型的一种木塑件切割码料装置,涉及木塑产品生产装置领域。
背景技术:
2.木塑件是一种主要由木材(木纤维素、植物纤维素)为基础材料与热塑性高分子材料(塑料)和加工助剂混合均匀后再经模具设备加热挤出成型而制成的高科技绿色环保新型装饰材料,兼有木材和塑料的性能与特征,是能替代木材和塑料的新型复合材料。
3.挤出机成型的木塑件,例如木塑板或者装饰条都是连续不断的,现有技术一般都是采用人工裁剪成固定的长度,效率低下。
技术实现要素:
4.本实用新型所要解决的技术问题在于克服现有技术的不足而提供一种木塑件切割码料装置。
5.为解决上述技术问题,本实用新型采用如下技术方案:一种木塑件切割码料装置,包括转运组件和码料组件,转运组件用于将挤出机生产出的木塑件直线转运到码料组件上,所述转运组件的前端设置有气动剪,用于将挤出机生产的木塑件剪断。
6.进一步的,转运组件包括支撑台,支撑台上安装有多个沿直线间隔分布的输送辊组,输送辊组包括两个间隔设置的支架,两个支架之间设置有上输送辊和下输送辊,上输送辊和下输送辊上下镜像对称设置,木塑件从上输送辊和下输送辊之间通过,并且上输送辊和下输送辊夹紧木塑件,上输送辊和下输送辊转动,藉由摩擦力引导木塑件向码料组件方向直线移动。
7.进一步的,输送辊组还包括第一齿轮、第二齿轮、输送辊驱动电机,第一齿轮和第二齿轮分别设置在上输送辊和下输送辊的端部上并且二者相啮合,输送辊驱动电机设置在第一齿轮、第二齿轮相对的一侧并且与上输送辊或者下输送辊的轴传动连接。
8.进一步的,上输送辊和下输送辊的外表面设有柔性层。
9.进一步的,上输送辊和下输送辊上均套装有两个弹簧卡箍。
10.进一步的,码料组件包括平台和料桶,料桶设置在平台一旁,平台与转运组件对接,平台前后两侧分别设有一个输送链条,输送链条上间隔的分布有推块,两个输送链条的推块位置相对应设置,平台的长度小于木塑件成品的长度,木塑件成品的两端伸出平台外,两个输送链条同步运转时由推块推着木塑件成品的两端将木塑件成品推到料桶内。
11.进一步的,平台的上表面设有料槽,料槽的底面两端沿着斜向延伸到平台的上表面。
12.进一步的,料桶包括相对设置的左挡板和右挡板,左挡板和右挡板之间有底板,右挡板靠近平台设置。
13.进一步的,右挡板上半段为倾斜向平台上端面延伸设置。
14.进一步的,底板底部有支撑脚将底板抬高。
15.有益效果:本实用新型通过气动剪刀间歇的工作,将连续的木塑件剪断形成一截截的木塑件成品后通过输送辊组送到平台上,在平台上经平台两边的输送链条同步运转由推块推着木塑件成品的两端,从平台中间移动到平台的边缘掉到料桶内码放在一起,待码放到一定数量后捆扎整体的移到别处储存,其相较于现有技术,不需要人员一直待在设备旁,加工效率显著提高。
附图说明
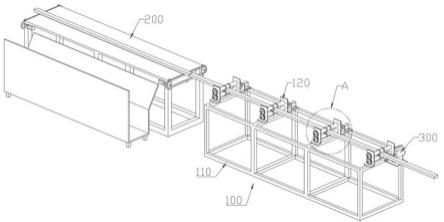
16.图1为本实用新型立体结构示意图;
17.图2为图1中a处放大图;
18.图3为本实用新型码料组件立体结构示意图。
19.附图标记说明:转运组件100,支撑台110,输送辊组120,支架121,上输送辊123,下输送辊124,第一齿轮125,第二齿轮126,输送辊驱动电机127,弹簧卡箍128,码料组件200,平台210,料槽211,料桶220,左挡板221,右挡板222,底板223,支撑脚224,输送链条230,推块231,气动剪300。
具体实施方式
20.下面结合说明书附图以及具体实施例对本实用新型做进一步描述。本领域普通技术人员在基于这些说明的情况下将能够实现本实用新型。此外,下述说明中涉及到的本实用新型的实施例通常仅是本实用新型一部分的实施例,而不是全部的实施例。因此,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
21.参照图1至图3所示的一种木塑件切割码料装置,包括转运组件100和码料组件200,转运组件100对接挤出机的冷却结构,挤出机生产处的木塑件经冷却后到达转运组件100,转运组件100将挤出机生产出的木塑件直线转运到码料组件200上,在转运组件100的前端也就是转运组件100与挤出机之间设置有气动剪300,挤出件挤出的木塑件是连续的,由气动剪300刀间歇的工作将挤出机出来的木塑件剪成固定的一段一段,随转运组件100移动到码料组件200上被码放在一起。
22.具体的,转运组件100包括支撑台110,支撑台110上安装有多个沿直线间隔分布的输送辊组120,输送辊组120包括两个间隔设置的支架121,两个支架121之间设置有上输送辊123和下输送辊124,上输送辊123和下输送辊124上下镜像对称设置,木塑件从上输送辊123和下输送辊124之间通过,并且上输送辊123和下输送辊124夹紧木塑件,上输送辊123和下输送辊124转动,藉由摩擦力引导木塑件向码料组件200方向直线移动。
23.作为优选的实施方式,输送辊组120还包括第一齿轮125、第二齿轮126、输送辊驱动电机127,第一齿轮125和第二齿轮126分别设置在上输送辊123和下输送辊124的端部上并且二者相啮合,输送辊驱动电机127设置在第一齿轮125、第二齿轮126相对的一侧并且与上输送辊123或者下输送辊124的轴传动连接。通过输送辊驱动电机127驱动上输送辊123或者下输送辊124转动,由第一齿轮125和第二齿轮126的配合,使另一个输送辊同步的转动。
24.作为优选的实施方式,上输送辊123和下输送辊124的外表面是柔性的,可以是在外表面包上一层橡胶。其目的是,为了柔性夹持木塑件。
25.作为优选的实施方式,上输送辊123和下输送辊124上均套装有两个弹簧卡箍128,弹簧卡箍128是一个没有封闭的环,在套在输送辊上后通过螺丝将环的两端连接,使环的内圈变小,即可夹紧在输送辊上。两个弹簧卡箍128的在输送辊上的位置可以调整,如此可根据木塑件的宽度调整两个弹簧卡箍128的位置,木塑件被限制在两个弹簧卡箍128之间不会在输送的时候左右偏移。
26.作为优选的实施方式,码料组件200包括平台210和料桶220,平台210与转运组件100对接,截下来的木塑件成品被送到平台210上,平台210前后两侧分别设有一个输送链条230,输送链条230上间隔的分布有推块231,两个输送链条230的推块231位置相对应设置,平台210的长度小于木塑件成品的长度,木塑件成品的两端伸出平台210外,两个输送链条230同步运转时由推块231推着木塑件成品的两端,木塑件成品从平台210中间移动到平台210的边缘并掉到料桶220内码放在一起。
27.作为优选的实施方式,平台210的上表面设有料槽211,料槽211的底面两端沿着斜向延伸到平台210的上表面,该料槽211为了配合木塑件,木塑件在平台210上移动时料槽211可以起到引导作用,料槽211的底面两端沿着斜向延伸到平台210的上表面的目的是,输送链条230同步运转时由推块231推着木塑件成品移动时,料槽211不会干涉到木塑件。
28.作为优选的实施方式,料桶220包括相对设置的左挡板221和右挡板222,左挡板221和右挡板222之间有底板223,右挡板222靠近平台210设置,右挡板222上半段为倾斜向平台210上端面延伸设置,底板223底部有支撑脚224将底板223抬高。木塑件成品沿平台210边缘掉到料桶220内,平台210的右挡板222可以引导木塑件滑到底部,降低直接掉落的冲击力,料桶220的长度小于木塑件的长度,料桶220内码放到一定数量后,可以在两边将木塑件捆扎好,整体的移到别处储存,底板223被支撑脚224抬高的目的也是为了方便捆扎。
29.需要说明的是,在本技术的描述中,需要说明的是,指示的方位或位置关系的术语
[0030]“上端”、“下端”、“底端”为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。而且,术语“包括”、“包括”或者其任何其他变体意在涵盖非排他性的包括,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
…”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1