一种自动化PVC管铣槽装置的制作方法
一种自动化pvc管铣槽装置
技术领域
1.本实用新型涉及机械加工技术领域,尤其涉及一种自动化pvc管铣槽装置。
背景技术:
2.pvc管是由聚氯乙烯树脂与稳定剂、润滑剂等配合后用热压法挤压成型,是最早得到开发应用的塑料管材。pvc管抗腐蚀能力强、易于粘接、价格低、质地坚硬,在工业领域有着广泛的应用。
3.在pvc管的使用中,由于需要架设较长的管线以及在弯道处需要利用弯管连接,为了更好地连接固定和使用pvc管,需要在pvc管上铣槽或者铣孔,但现有的pvc管利用铣床进行铣槽,人工操作铣床进行铣槽,加工效率低下,但现有的自动化机械家加工,需要在厂房布置较长的自动输送线,再利用各种机械手装夹,转运,成套设备占地空间大,建设成本过高。
4.因此,有必要提供一种新的自动化pvc管铣槽装置解决上述技术问题。
技术实现要素:
5.为解决上述技术问题,本实用新型提供一种结构紧凑、占地小和经济实用的自动化pvc管铣槽装置。
6.本实用新型提供的自动化pvc管铣槽装置包括:支撑座、转动机构、防护箱、支撑架、进料组件、夹紧机构和铣槽组件,用于带动pvc管转动改变工位的所述转动机构安装于两个支撑座上,且转动机构包括转动轴和放置架,所述转动轴通过轴承转动安装于两个支撑座上,且转动轴中部套设有放置架,所述放置架上均匀开设有多个圆周分布的v型槽,将转动轴和放置架均包裹在内的所述防护箱固定安装于两个支撑座上,且防护箱的顶端开设有进料口,防护箱的侧壁上开设有加工口,且防护箱位于加工口上固定安装有支撑架,防护箱的底端开设有排料口,用于pvc 管自动下料的所述进料组件固定安装于防护箱上端并位于进料口一侧,用于夹紧固定pvc管的所述夹紧机构固定安装于v型槽和支撑架上,且夹紧机构包括预定位组件、限位挡板和夹紧组件,多个所述预定位组件安装于v型槽内,所述限位挡板固定安装于防护箱内并位于进料口和加工口之间,所述夹紧组件安装于支撑架上并位于防护箱内,用于pvc管加工的所述铣槽组件固定安装于支撑架。
7.优选的,所述转动机构还包括驱动电机、第一齿轮和第二齿轮,所述驱动电机固定安装于其中一个支撑座上,且驱动电机的输出端伸入防护箱内固定连接有第一齿轮,所述第二齿轮套设在转动轴上并与第一齿轮啮合。
8.优选的,所述进料组件包括进料槽、滑杆、第一隔板、第二隔板和电动伸缩杆,所述进料槽切斜设置在防护箱的上端并位于进料口处,所述滑杆滑动安装于进料槽靠近进料口的一端,且滑杆一端固定连接有第一隔板,所述第一隔板位于进料槽的前端,滑杆的另一端固定连接有第二隔板所述第二隔板位于第一隔板的后侧并可伸入进料槽内,所述电动伸缩杆固定安装于进料槽与第二隔板同侧的侧壁上,且电动伸缩杆的伸缩端与滑杆固定连接。
9.优选的,所述预定位组件包括第一双向螺纹杆、转动柄、支撑板、弹簧和第一夹板,所述放置架位于v型槽的下方开设有滑槽,所述第一双向螺纹杆转动安装于滑槽内,且第一双向螺纹杆的一端固定连接有转动柄,两个所述支撑板滑动安装于滑槽内,且两个支撑板对称设置在第一双向螺纹杆上并与第一双向螺纹杆螺纹连接,所述弹簧一端与支撑板固定连接,弹簧另一端固定连接有第一夹板,所述第一夹板位于支撑板的内侧并与滑槽滑动连接。
10.优选的,所述预定位组件还包括安装座和限位杆,所述安装座固定安装于放置架位于v型槽一侧的侧壁上,所述限位杆固定安装于安装座上,且限位杆两端分别插入同侧第一夹板开设的通孔中。
11.优选的,所述夹紧组件包括第二双向螺纹杆、第二夹板、步进电机、第三齿轮和第四齿轮,两个所述第二双向螺纹杆转动安装于支撑架上,两个所述第二夹板对称设置于两个第二双向螺纹杆上并与两个第二双向螺纹杆螺纹连接,两个第二双向螺纹杆的一端穿过支撑架均固定连接有第三齿轮,所述步进电机固定安装于支撑架靠近第三齿轮的侧壁上,所述第四齿轮与步进电机的输出轴固定连接,且第四齿轮与第三齿轮啮合。
12.优选的,所述铣槽组件包括支撑杆、滑动座、丝杠、伺服电机、液压缸、c型框架、驱动轴和旋转电机,两个所述支撑杆固定安装于支撑架上,所述滑动座滑动安装于两个支撑杆上,所述丝杠转动安装于支撑架上并位于两个支撑杆之间,且丝杠穿过滑动座并与滑动座螺纹连接,所述伺服电机固定安装于支撑架的侧壁上,且伺服电机的输出轴与丝杠固定连接,所述液压缸固定安装于滑动座上,且液压缸的伸缩端向下穿过滑动座固定连接有c型框架,所述驱动轴转动安装于c型框架上,且驱动轴的上端固定连接有第一圆锥齿轮,驱动轴的底端固定连接有铣刀,所述旋转电机固定安装于c型框架的侧壁上,且旋转电机的输出轴上套设有第二圆锥齿轮,所述第二圆锥齿轮与第一圆锥齿轮。
13.优选的,所述防护箱位于转动柄一侧的侧壁上通过合页安装有箱门。
14.与相关技术相比较,本实用新型提供的自动化pvc管铣槽装置具有如下有益效果:
15.1、本实用新型提供一种自动化pvc管铣槽装置,通过将转动机构将进料组件上输送的pvc管从进料口转动至加工口,利用夹紧机构对pvc管自动夹持固定,然后利用铣槽组件进行自动铣槽,加工过后,在利用转动机构将加工后的pvc管转动至排料口自动排出,下一个待加工的pvc管进入加工口工位进行加工,整体结构紧凑,自动化加工,占地小,经济实用;
16.2、通过设置防护箱在加工过程中对铣槽产生的碎屑进行隔断防护,减少碎屑飞溅。
附图说明
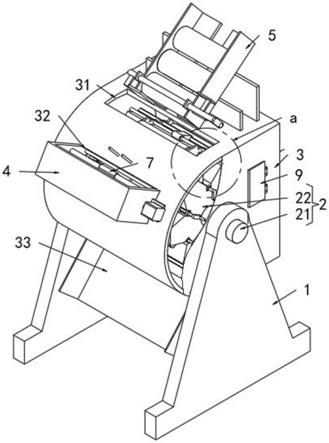
17.图1为本实用新型提供的自动化pvc管铣槽装置的一种较佳实施例的结构示意图;
18.图2为为本实用新型提供的自动化pvc管铣槽装置的另一个视角的结构示意图;
19.图3为图1所示的进料组件的结构示意图;
20.图4为图1所示的保护箱内部的结构示意图;
21.图5为图1所示的铣槽组件的结构示意图;
22.图6为图1所示的a的局部放大图。
23.图中标号:1、支撑座;2、转动机构;21、转动轴;22、放置架; 221、v型槽;222、滑槽;23、驱动电机;24、第一齿轮;25、第二齿轮; 3、防护箱;31、进料口;32、加工口;33、排料口;4、支撑架;5、进料组件;51、进料槽;52、滑杆;53、第一隔板;54、第二隔板;55、电动伸缩杆;6、夹紧机构;61、预定位组件;611、第一双向螺纹杆; 612、转动柄;613、支撑板;614、弹簧;615、第一夹板;616、安装座; 617、限位杆;62、限位挡板;63、夹紧组件;631、第二双向螺纹杆; 632、第二夹板;633、步进电机;634、第三齿轮;635、第四齿轮;7、铣槽组件;71、支撑杆;72、滑动座;73、丝杠;74、伺服电机;75、液压缸;76、c型框架;77、驱动轴;77a、第一圆锥齿轮;78、旋转电机;78a、第二圆锥齿轮;8、铣刀;9、箱门。
具体实施方式
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
25.以下结合具体实施例对本实用新型的具体实现进行详细描述。
26.请参阅图1至图6,本实用新型实施例提供的一种自动化pvc管铣槽装置,自动化pvc管铣槽装置包括:支撑座1、转动机构2、防护箱3、支撑架4、进料组件5、夹紧机构6和铣槽组件7。
27.用于带动pvc管转动改变工位的转动机构2安装于两个支撑座1上,且转动机构2包括转动轴21和放置架22,转动轴21通过轴承转动安装于两个支撑座1上,且转动轴21中部套设有放置架22,放置架22上均匀开设有多个圆周分布的v型槽221,将转动轴21和放置架22均包裹在内的防护箱3 固定安装于两个支撑座1上,且防护箱3的顶端开设有进料口31,防护箱3 的侧壁上开设有加工口32,且防护箱3位于加工口32上固定安装有支撑架 4,防护箱3的底端开设有排料口33,用于pvc管自动下料的进料组件5固定安装于防护箱3上端并位于进料口31一侧,用于夹紧固定pvc管的夹紧机构6固定安装于v型槽221和支撑架4上,且夹紧机构6包括预定位组件61、限位挡板62和夹紧组件63,多个预定位组件61安装于v型槽221内,限位挡板62固定安装于防护箱3内并位于进料口31和加工口32之间,夹紧组件 63安装于支撑架4上并位于防护箱3内,用于pvc管加工的铣槽组件7固定安装于支撑架4上。
28.需要说明的是:使用时,将pvc管放置在进料组件5上,利用进料组件5自动送料,pvc管从进料口31进入放置架22的v型槽221内,在驱动转动轴21转动将进料口31处的pvc管转动至加工口32工位,在预定位组件61 和限位挡板62的作用下,限制pvc管在转动过程中从v型槽221内滑出,然后再利用夹紧组件63将加工口32工位上的预定位组件61将pvc管进行夹紧固定,再利用铣槽组件7进行自动铣槽,加工后,夹紧组件63解除夹紧,再利转动机构2转动放置架22将加工口32的pvc管转动至排料口33自动排出,转动时,进料口31处的pvc管进入加工口32工位,进入下一个自动加工循环。
29.在本实用新型的实施例中,请参阅图1、图2和图4,转动机构2还包括驱动电机23、第一齿轮24和第二齿轮25,驱动电机23固定安装于其中一个支撑座1上,且驱动电机23的输出端伸入防护箱3内固定连接有第一齿轮24,第二齿轮25套设在转动轴21上并与第一齿轮24啮合。
30.需要说明的是:通过编程控制驱动电机23周期转动,驱动电机23通过第一齿轮24
和第二齿轮25的啮合带动转动轴21周期转动,转动轴21带动放置架22周期转动,这样便于自动控制pvc管从进料口31进入加工口32 加工,在从排料口33中排出的自动加工循环。
31.在本实用新型的实施例中,请参阅图1和图3,进料组件5包括进料槽51、滑杆52、第一隔板53、第二隔板54和电动伸缩杆55,进料槽51切斜设置在防护箱3的上端并位于进料口31处,滑杆52滑动安装于进料槽51靠近进料口31的一端,且滑杆52一端固定连接有第一隔板53,第一隔板53 位于进料槽51的前端,滑杆52的另一端固定连接有第二隔板54第二隔板 54位于第一隔板53的后侧并可伸入进料槽51内,电动伸缩杆55固定安装于进料槽51与第二隔板54同侧的侧壁上,且电动伸缩杆55的伸缩端与滑杆52固定连接。
32.需要说明的是:进料组件5使用时,将pvc管放置在进料槽51内,在重力的作用下pvc管自动向下滑动,送料时,控制电动伸缩杆55的伸缩端收缩,电动伸缩杆55带动滑杆52滑动,滑杆52带动第一隔板53从进料槽 51的前端离开,同时带动第二隔板54插入进料槽51的前端的两个pvc管之间,直至,第一隔板53完全离开进料槽51的前端,进料槽51的最前端的 pvc管落入进料口31中,后面的pvc管被第二隔板54隔开,送料后,控制电动伸缩杆55伸缩端伸出拉动滑杆52复位,直至第二隔板54离开进料槽 51,第二隔板54隔断的pvc管进入第一隔板53处,便于进入下一侧送料循环。
33.在本实用新型的实施例中,请参阅图1、图2、图4和图6,预定位组件61包括第一双向螺纹杆611、转动柄612、支撑板613、弹簧614和第一夹板615,放置架22位于v型槽221的下方开设有滑槽222,第一双向螺纹杆611转动安装于滑槽222内,且第一双向螺纹杆611的一端固定连接有转动柄612,两个支撑板613滑动安装于滑槽222内,且两个支撑板613对称设置在第一双向螺纹杆611上并与第一双向螺纹杆611螺纹连接,弹簧614一端与支撑板613固定连接,弹簧614另一端固定连接有第一夹板615,第一夹板615位于支撑板613的内侧并与滑槽222滑动连接.
34.需要说明的是:预定位组件61使用时,通过转动转动柄612带动第一双向螺纹杆611转动,第一双向螺纹杆611驱动两个支撑板613进行相互靠近或者远离,调节两个支撑板613之间的间距,通过弹簧614的拉动调节两个第一夹板615之间的间距,从而对不同长度的pvc管进行预定位限制在v型槽221内。
35.其中,预定位组件61还包括安装座616和限位杆617,安装座616固定安装于放置架22位于v型槽221一侧的侧壁上,限位杆617固定安装于安装座616上,且限位杆617两端分别插入同侧第一夹板615开设的通孔中,这样第一夹板615在调节移动时更加平稳。
36.其中,防护箱3位于转动柄612一侧的侧壁上通过合页安装有箱门9,这样通过开启箱门9便于对防护箱3内部的转动柄612进行转动调节。
37.在本实用新型的实施例中,请参阅图1和图5,夹紧组件63包括第二双向螺纹杆631、第二夹板632、步进电机633、第三齿轮634和第四齿轮 635,两个第二双向螺纹杆631转动安装于支撑架4上,两个第二夹板632 对称设置于两个第二双向螺纹杆631上并与两个第二双向螺纹杆631螺纹连接,两个第二双向螺纹杆631的一端穿过支撑架4均固定连接有第三齿轮634,步进电机633固定安装于支撑架4靠近第三齿轮634的侧壁上,第四齿轮635与步进电机633的输出轴固定连接,且第四齿轮635与第三齿轮 634啮合;
38.需要说明的是:夹紧组件63使用时,当进料口31处的pvc管转动至加工口32工位时,启动步进电机633,步进电机633通过第三齿轮634和第四齿轮635的啮合传动驱动两个
第二双向螺纹杆631转动,两个第二双向螺纹杆631驱动两个第二夹板632伸入v型槽221内并靠近该工位下的第一夹板615,直至接触第一夹板615并挤压夹紧pvc管,然后进行加工,加工后控制步进电机633反转,两个第二双向螺纹杆631驱动两个第二夹板632相互远离直至退出v型槽221,解除夹紧限制。
39.在本实用新型的实施例中,请参阅图1和图5,铣槽组件7包括支撑杆 71、滑动座72、丝杠73、伺服电机74、液压缸75、c型框架76、驱动轴77 和旋转电机78,两个支撑杆71固定安装于支撑架4上,滑动座72滑动安装于两个支撑杆71上,丝杠73转动安装于支撑架4上并位于两个支撑杆71之间,且丝杠73穿过滑动座72并与滑动座72螺纹连接,伺服电机74固定安装于支撑架4的侧壁上,且伺服电机74的输出轴与丝杠73固定连接,液压缸75固定安装于滑动座72上,且液压缸75的伸缩端向下穿过滑动座72固定连接有c型框架76,驱动轴77转动安装于c型框架76上,且驱动轴77的上端固定连接有第一圆锥齿轮77a,驱动轴77的底端固定连接有铣刀8,旋转电机78固定安装于c型框架76的侧壁上,且旋转电机78的输出轴上套设有第二圆锥齿轮78a,第二圆锥齿轮78a与第一圆锥齿轮77a。
40.需要说明的是:铣槽组件7使用时,通过伺服电机74带动丝杠73转动,丝杠73调节滑动座72的位置,便于在pvc管不同部位进行铣槽加工,启动旋转电机78,旋转电机78通过第二圆锥齿轮78a和第一圆锥齿轮77a带动驱动轴77转动,驱动轴77驱动铣刀8进铣槽,再利用液压缸75控制铣槽深度进给,整个加工过程可通过编程控制伺服电机74、液压缸75和旋转电机78自动进行加工,无需人工操作,自动化程度高,加工速度快。
41.本实用新型提供的自动化pvc管铣槽装置的工作原理如下:
42.加工时,将pvc管依次放置在进料组件5上,通过进料组件5间隔将 pvc管输送至进料口31工位下的v型槽221中,进入进料口31处的pvc管在预定位组件61和限位挡板62的作用下被限制在v型槽221内,在控制驱动电机23通过第一齿轮24和第二齿轮25带动转动轴21和放置架22转动,将进料口31处的pvc管转动至加工口32工位下,再控制步进电机633转动,步进电机633通过第三齿轮634和第四齿轮635的啮合传动驱动两个第二双向螺纹杆631转动,两个第二双向螺纹杆631驱动两个第二夹板632伸入v 型槽221内并靠近该工位下的第一夹板615,直至接触第一夹板615并挤压夹紧pvc管,然后再通过伺服电机74带动丝杠73转动,丝杠73调节滑动座 72的位置,便于在pvc管不同部位进行铣槽加工,启动旋转电机78,旋转电机78通过第二圆锥齿轮78a和第一圆锥齿轮77a带动驱动轴77转动,驱动轴77驱动铣刀8进铣槽,再利用液压缸75控制铣槽深度进给,加工后退刀,再控制步进电机633反转,两个第二双向螺纹杆631驱动两个第二夹板632相互远离直至退出v型槽221,解除夹紧限制,驱动电机23在转动,将加工口32工位上的pvc管转动至排料口33进行排出,同时带动进料口31 处的pvc管进行加工口32工位,重复自动铣槽工序,整个装置结构紧凑,占地小,且自动化进料、加工和排料,且加工过程在防护箱3的保护下,减少的加工过程中的碎屑飞溅,在pvc管的自动铣槽加工过程中具有很高地实用价值。
43.本实用新型中涉及的电路以及控制均为现有技术,在此不进行过多赘述。
44.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1