一种用于TPA粉末冶金压机快速换装的夹具的制作方法
本技术涉及夹具工装,更具体地,涉及一种用于tpa粉末冶金压机快速换装的夹具。
背景技术:
1、国内粉末冶金压制模具有tpa模具和3r模具两种,进口电动压机基本采用3r模具,3r模具可以实现快速安装和拆卸模具,从而提高工作效率,具有快速定位,安装精度高等特点。而国产压机目前主要采用的还是tpa模具,tpa模具的上冲头需要采用螺栓紧固装置固定在压机上人工手动紧固,模具安装难度高,安装和拆卸时间长,模具安装精度低。
2、公开号为cn206527570u的中国实用新型专利公开了一种夹具快换装置,包括开设有装夹槽的夹具座、以及与所述装夹槽相匹配的夹具,所述夹具包括夹具体、连接于所述夹具体的与所述装夹槽相匹配的夹具头,所述夹具座上可升降设置有与所述夹具头相配合使用的夹紧滑块。上述技术方案通过夹具头和夹紧滑块配合,实现了夹具的快换,但并不适用于粉末冶金压机的快速换装。目前,暂未找到tpa粉末冶金压机快速换装的夹具。
技术实现思路
1、本实用新型的目的在于针对现有技术中的不足,提供一种用于tpa粉末冶金压机快速换装的夹具,提高了模具安装精度。
2、本实用新型的目的通过以下技术方案实现:
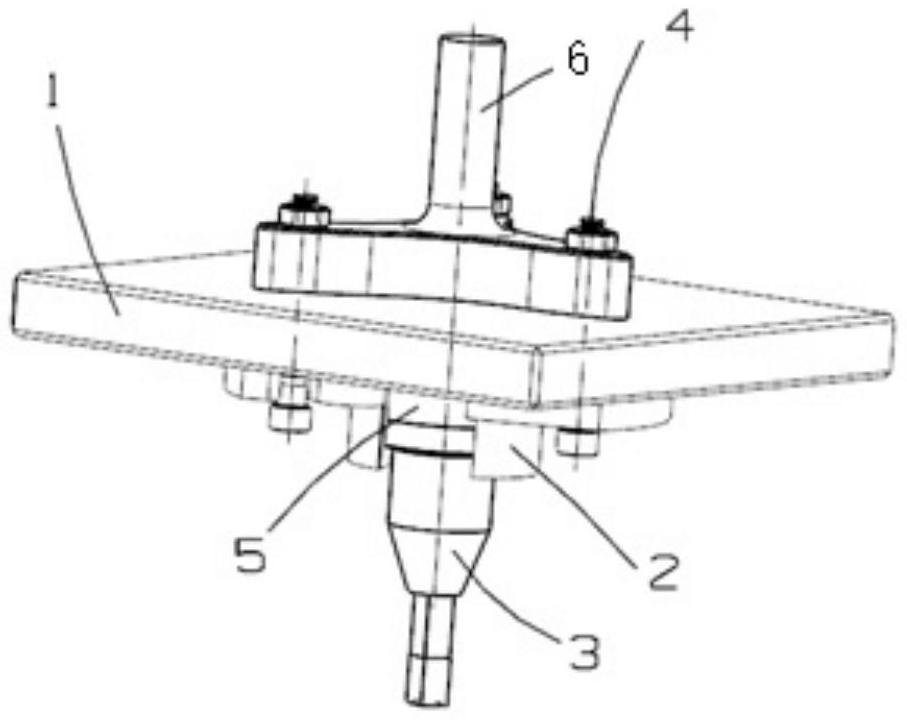
3、一种用于tpa粉末冶金压机快速换装的夹具,包括上冲头、夹板和若干个紧固装置,,所述夹板与tpa粉末冶金压机上的定位板相配合,所述夹板上设有用于安装上冲头的沉孔和用于安装紧固装置的通孔,所述紧固装置之间安装有连接件,所述连接件与驱动装置连接带动紧固装置运动。
4、进一步地,所述紧固装置包括紧固螺栓和螺母。
5、进一步地,所述通孔为包括了大圆孔和小圆孔的葫芦状。
6、进一步地,所述葫芦状通孔上大圆孔的直径大于螺母的直径,小圆孔的直径小于螺母的直径,大于螺栓的公称直径。
7、进一步地,所述夹板为3/4圆状,所述沉孔设置在夹板中心处,所述若干个通孔均匀分布在沉孔周围。
8、进一步地,所述沉孔上设有安装垫片。
9、进一步地,所述长冲头高处夹板0.01~0.1mm。
10、进一步地,所述驱动装置采用气缸驱动。
11、进一步地,所述紧固螺栓倒置安装在tpa粉末冶金压机上。
12、进一步地,所述紧固装置的数量为3个。
13、与现有技术相比,本实用新型的有益效果如下:
14、本实用新型通过气缸驱动夹紧或放松夹板,从而可快速安装和更换上冲头模具,节省了模具安装的时间,提高了生产效率。本实用新型中的各紧固装置受力一致,在移动过程中能保持同步,从而提高上冲头与模体的同轴度和垂直度,还能提高模具的重复定位精度。
技术特征:
1.一种用于tpa粉末冶金压机快速换装的夹具,其特征在于,包括上冲头、夹板和若干个紧固装置,所述夹板与tpa粉末冶金压机上的定位板相配合,所述夹板上设有用于安装上冲头的沉孔和用于安装紧固装置的通孔,所述紧固装置之间安装有连接件,所述连接件与驱动装置连接带动紧固装置运动。
2.根据权利要求1所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述紧固装置包括紧固螺栓和螺母。
3.根据权利要求1所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述通孔为包括了大圆孔和小圆孔的葫芦状。
4.根据权利要求3所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述葫芦状通孔上大圆孔的直径大于螺母的直径,小圆孔的直径小于螺母的直径,大于螺栓的公称直径。
5.根据权利要求1所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述夹板为3/4圆状,所述沉孔设置在夹板中心处,若干个通孔均匀分布在沉孔周围。
6.根据权利要求1所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述沉孔上设有安装垫片。
7.根据权利要求6所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述上冲头高出夹板0.01~0.1mm。
8.根据权利要求1所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述驱动装置采用气缸驱动。
9.根据权利要求2所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述紧固螺栓倒置安装在tpa粉末冶金压机上。
10.根据权利要求1所述的用于tpa粉末冶金压机快速换装的夹具,其特征在于,所述紧固装置的数量为3个。
技术总结
本技术公开了一种用于TPA粉末冶金压机快速换装的夹具,包括上冲头、夹板和若干个紧固装置,所述夹板与TPA粉末冶金压机上的定位板相配合,所述夹板上设有用于安装上冲头的沉孔和用于安装紧固装置的通孔,所述紧固装置之间安装有连接件,所述连接件与驱动装置连接带动紧固装置运动。本技术通过气缸驱动夹紧或放松夹板,从而可快速安装和更换上冲头模具,节省了模具安装的时间,提高了生产效率。本技术中的紧固装置受力一致,在移动过程中能保持同步,从而提高上冲头与模体的同轴度和垂直度,还能提高模具的重复定位精度。
技术研发人员:周焱强,李剑锋,杨俊鹏
受保护的技术使用者:株洲韦凯切削工具有限公司
技术研发日:20211126
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!