工具的制作方法
1.本发明涉及一种工具,该工具构成为能够以可拆卸的方式安装附件。
背景技术:
2.有时在工具上以可拆卸的方式安装各种附件。例如,在具有构成为旋转驱动的顶端工具的研磨机中,作为可拆卸的附件而准备了侧把手。侧把手是为了供用户在用一只手把持研磨机的把手时用另一只手把持而安装的。
3.在这种研磨机中,期望防止在没有安装附件的状态下使用研磨机。例如,下述的专利文献1公开一种研磨机,该研磨机具有检测是否安装有侧把手的传感器。现有技术文献专利文献
4.专利文献1:美国专利申请公开第2018/272494号说明书
技术实现要素:
5.然而,研磨机通常构成为,能够在多个部位选择性安装侧把手。当按照侧把手的每个安装部位而设置单独的传感器时,导致零部件数和成本的增加。尤其是,大型的研磨机具有3个安装部位,因此该问题变得明显。不局限于研磨机,检测是否在多个部位中的任一部位选择性安装有附件的任意的工具均存在这种问题。因此,在构成为能够对多个部位选择性安装附件的工具中,期望减少用于检测有无安装有该附件的传感器的数量。
6.本说明书公开一种工具。该工具可以具有:第1附件;至少2个第1安装部,其用于以可拆卸的方式选择性安装第1附件;单一的第1中间部件,其构成为,以至少2个第1安装部共用的方式设置且具有至少1个被按压部,当第1附件被安装于从至少2个第1安装部中任意选择的1个第1安装部时,至少1个被按压部被第1附件直接或者间接地按压,当至少1个被按压部被按压时,第1中间部件发生位移;和单一的第1传感器,其构成为检测出第1中间部件发生了位移。
7.根据该工具,无论第1附件被安装于至少2个第1安装部中的哪一个,以至少2个第1安装部共用的方式设置的单一的第1中间部件均发生位移。因此,能够通过单一的第1传感器来检测该第1中间部件的位移。即,无需对至少2个第1安装部分别单独地设置用于检测有无安装附件的传感器,因此能够减少传感器的数量。
附图说明
8.图1是本发明的第1实施方式所涉及的研磨机的立体图,表示侧手柄被拆下的状态。图2是研磨机的立体图,表示侧手柄被拆下的状态。图3是研磨机的立体图,表示安装有侧手柄的状态。图4是研磨机的纵剖视图,表示侧手柄被拆下的状态。
图5是第1中间部件的立体图。图6是表示研磨机的内部结构的图,表示侧手柄被拆下的状态。图7是表示研磨机的内部结构的立体图,表示侧手柄被拆下的状态。图8是表示研磨机的内部结构的图,表示安装有侧手柄的状态。图9是表示研磨机的内部结构的立体图,表示安装有侧手柄的状态。图10是表示本发明的第2实施方式所涉及的研磨机的内部结构的图,表示侧手柄被拆下的状态。图11是表示第2实施方式所涉及的研磨机的内部结构的图,表示安装有侧手柄的状态。图12是第2实施方式所涉及的第1中间部件的立体图。图13是本发明的第3实施方式所涉及的研磨机的局部纵剖视图,表示侧手柄被拆下的状态。图14是第3实施方式所涉及的研磨机的局部纵剖视图,表示安装有侧手柄的状态。图15是表示第3实施方式所涉及的研磨机的内部结构的立体图,表示侧手柄被拆下的状态。图16是表示第3实施方式所涉及的研磨机的内部结构的立体图,表示安装有侧手柄的状态。图17是第3实施方式所涉及的第1中间部件的立体图。图18是传感器壳体的立体图。图19是防脱部件的立体图。图20是表示第1中间部件、传感器壳体和防脱部件的配置的立体图。
具体实施方式
9.在1个或者1个以上的实施方式中,工具可以具有:第1附件;至少2个第1安装部,其用于以可拆卸的方式选择性安装第1附件;单一的第1中间部件,其构成为,以至少2个第1安装部共用的方式设置且具有至少1个被按压部,当第1附件被安装于从至少2个第1安装部中任意选择的1个第1安装部时,至少1个被按压部被该第1附件直接或者间接地按压,当该至少1个被按压部被按压时,第1中间部件发生位移;和单一的第1传感器,其构成为检测出第1中间部件发生了位移。
10.根据该工具,无论第1附件被安装于至少2个第1安装部中的哪一个,以至少2个第1安装部共用的方式设置的单一的第1中间部件均发生位移。因此,能够通过单一的第1传感器来检测该第1中间部件的位移。即,无需对至少2个第1安装部分别单独地设置用于检测有无安装附件的传感器,因此能够减少传感器的数量。
11.在1个或者1个以上的实施方式中,可以为,工具具有施力部件,该施力部件对第1中间部件向没有被第1附件直接或者间接按压时的位置施力。根据该结构,当第1附件被拆下时,第1中间部件能够通过施力部件(加载部件)的加载力自动返回到位移前的位置。
12.在1个或者1个以上的实施方式中,可以为,至少1个被按压部具有被按压面,该被按压面相对于第1附件直接或者间接按压至少1个被按压部的按压方向形成角度,以使第1中间部件向不同于所述按压方向的方向位移。根据该结构,能够使第1中间部件容易地向所
期望的方向位移。
13.在1个或者1个以上的实施方式中,可以为,第1中间部件具有第1中间部件主体,该第1中间部件主体具有环或者环的一部分的形状。可以为,至少2个第1安装部分别配置于在环或者环的一部分的周向上彼此分离的位置。根据该结构,第1中间部件具有与至少2个第1安装部的配置对应的形状,因此,能够通过简单的结构使至少2个第1安装部共用单一的第1中间部件。
14.在1个或者1个以上的实施方式中,可以为,至少1个被按压部分别设置在与至少2个第1安装部的位置分别对应的至少2个位置。根据该结构,至少1个被按压部仅被配置在所需的部位,因此,与使至少1个被按压部形成为连续的1个部分的情况相比较,能够使至少1个被按压部紧凑化。
15.在1个或者1个以上的实施方式中,可以为,至少1个被按压部从第1中间部件主体向径向外侧突出。根据该结构,易于形成被第1附件直接或者间接地按压的形状。另外,能够使第1中间部件主体小径化。
16.在1个或者1个以上的实施方式中,可以为,第1中间部件构成为,当至少1个被按压部被按压时沿周向旋转。根据该结构,易于使第1中间部件位移。另外,无需在第1中间部件的旋转轴线延伸的方向上确保第1中间部件的位移空间,因此,能够使该方向上的工具尺寸紧凑。
17.在1个或者1个以上的实施方式中,可以为,第1中间部件主体具有沿周向局部欠缺的缺口部。可以为,施力部件被收容在缺口部内。根据该结构,不会由于设置施力部件而使工具尺寸变大。
18.在1个或者1个以上的实施方式中,可以为,第1中间部件具有倾动轴线。可以为,第1中间部件构成为,当至少1个被按压部被按压时以倾动轴线为中心倾动。
19.在1个或者1个以上的实施方式中,可以为,第1中间部件具有第1磁铁和保持第1磁铁的磁铁保持部。可以为,第1传感器是检测第1磁铁的位移的磁性传感器。
20.在1个或者1个以上的实施方式中,可以为,磁铁保持部从第1中间部件主体向径向外侧突出。根据该结构,在构成为第1中间部件进行旋转的情况下,能够增大从第1中间部件的旋转轴线到第1磁铁的距离。因此,相对于第1中间部件的同一旋转角度而言,第1磁铁的位移量变大,其结果,易于确保磁性传感器的检测精度。
21.在1个或者1个以上的实施方式中,可以为,磁铁保持部设置在周向上的不同于至少1个被按压部的位置。根据该结构,能够在至少1个被按压部的位置以外的周向上的任意位置形成磁铁保持部,因此,磁性传感器的配置自由度提高。换言之,能够以工具尺寸不会变大的方式来确定磁性传感器的配置。
22.在1个或者1个以上的实施方式中,可以为,倾动轴线位于比第1中间部件主体靠径向外侧的位置。可以为,第1磁铁被配置在比第1中间部件主体靠径向外侧、且中间隔着第1中间部件主体而与倾动轴线大致相向的位置。根据该结构,能够增大从第1中间部件的倾动轴线到第1磁铁的距离。即,相对于第1中间部件的同一倾动角度而言,能够增大第1磁铁的位移量。因此,易于确保磁性传感器的检测精度。
23.在1个或者1个以上的实施方式中,可以为,磁性传感器和第1磁铁以在倾动轴线延伸的方向上磁性传感器和第1磁铁相对的方式来配置。根据该结构,能够使用交变磁场工作
类型的磁性传感器来高精度地检测第1磁铁的位移。
24.在1个或者1个以上的实施方式中,可以为,第1传感器是微动开关。可以为,第1中间部件具有接触部,该接触部用于在第1中间部件位移时与微动开关接触来使微动开关成为接通状态。
25.在1个或者1个以上的实施方式中,可以为,接触部设置在周向上的不同于至少1个被按压部的位置。根据该结构,能够在至少1个被按压部的位置以外的周向上的任意位置形成接触部,因此,微动开关的配置自由度提高。换言之,能够以工具尺寸不会变大的方式来确定微动开关的配置。
26.在1个或者1个以上的实施方式中,可以为,工具具有:第2附件;第2安装部,其用于以可拆卸的方式安装第2附件;第2中间部件,其构成为,当第2附件被安装于第2安装部时,被第2附件直接或者间接按压而进行枢转;和第2传感器,其检测出第2中间部件发生了枢转。根据该结构,还能够检测有无安装第2附件。
27.在1个或者1个以上的实施方式中,可以为,第2中间部件具有第2磁铁。可以为,第2传感器是构成为检测第2磁铁的位移的磁性传感器。
28.在1个或者1个以上的实施方式中,可以为,工具具有:电动马达;和控制器,其构成为控制电动马达的驱动。可以为,控制器进行以下控制:当满足第1条件和第2条件双方时允许电动马达的驱动,其中,所述第1条件是指由第1传感器检测到在至少2个第1安装部中的任一方安装有第1附件;所述第2条件是指由第2传感器检测到在第2安装部安装有第2附件,当不满足第1条件和第2条件中的至少一方时禁止电动马达的驱动。
29.在1个或者1个以上的实施方式中,可以为,工具具有:轴承,其以可旋转的方式来支承电动马达的马达轴;和壳体,其具有收容轴承并且支承轴承的圆筒部。可以为,第1中间部件以第1中间部件主体包围圆筒部的外周的方式来配置。根据该结构,无需用于支承第1中间部件的特别的部件,因此能够使工具尺寸紧凑化。
30.在1个或者1个以上的实施方式中,可以为,工具是具有顶端工具的研磨机,该顶端工具构成为通过电动马达来旋转。可以为,第1附件是侧手柄。可以为,第2附件是局部覆盖顶端工具的罩。
31.下面,参照附图对本发明的实施方式更详细地进行说明。
32.a.第1实施方式:下面,参照图1~9对本发明的第1实施方式进行说明。另外,在以下的实施方式中,作为工具而示例出手持式的电动盘式研磨机(下面还简称为研磨机)10。
33.首先,参照图1~4对研磨机10的概要进行说明。如图4所示,研磨机10构成为,驱动被安装于主轴25的大致圆盘状的顶端工具28旋转。主轴25通过由电动马达31提供的旋转驱动力进行旋转。作为能够安装于研磨机10的顶端工具28,准备了砂轮、橡胶垫、刷子、刀片等。使用者按照所期望的加工作业选择合适的顶端工具28,将其安装于研磨机10。根据研磨机10,能够按照顶端工具28的种类对被加工件进行磨削、研磨、切割等加工作业。
34.在以下的说明中,将电动马达31的旋转轴线ax1(换言之,马达轴32)延伸的方向定义为研磨机10的前后方向。将前后方向中的顶端工具28所处的一侧定义为前侧,将其相反侧定义为后侧。另外,将主轴25的旋转轴线ax2(换言之,顶端工具28的旋转轴线)延伸的方向定义为研磨机10的上下方向。将上下方向中的顶端工具28所处一侧定义为下侧,将其相
反侧定义为上侧。另外,将与上下方向及前后方向正交的方向定义为研磨机10的左右方向。将左右方向中的从后侧观察前侧时的右侧定义为研磨机10的右侧,将其相反侧定义为研磨机10的左侧。
35.如图1~4所示,研磨机10具有齿轮壳体(gear housing)20、马达壳体30和把手壳体40。如图4所示,在前后方向、即研磨机10的长度方向上位于齿轮壳体20与把手壳体40之间的马达壳体30内收容有电动马达31。电动马达31通过被收容在齿轮壳体20内的轴承34和在马达壳体30的后端附近被收容在马达壳体30内的轴承35以可旋转的方式被支承。电动马达31通过从外部供给的电力(在本实施方式中为交流电力,但也可以是直流电力)来驱动。
36.如图4所示,在马达壳体30内,还在马达壳体30的后端且下端的附近收容有控制器33。控制器33通过控制向电动马达31的供给电力来控制电动马达31的驱动。控制器33在前后方向上与电动马达31相邻,且被配置在电动马达31的后侧。
37.在齿轮壳体20内收容有用于向顶端工具28传递电动马达31的旋转驱动力的机构。具体而言,在齿轮壳体20内收容有小锥形齿轮23、大锥形齿轮24和主轴25。小锥形齿轮23在电动马达31的马达轴32的前端部被固定在马达轴32的周围。主轴25通过在上下方向上分离配置的轴承,以能够以旋转轴线ax2为中心旋转的方式被支承。旋转轴线ax2与电动马达31的旋转轴线ax1交叉(更具体而言为正交)。大锥形齿轮24在主轴25的上侧被固定在主轴25的周围,且与小锥形齿轮23啮合。齿轮壳体20在其下端部具有用于以可拆卸的方式安装罩400的第2安装部22。第2安装部22具有沿上下方向延伸的圆筒的形状。主轴25在齿轮壳体20内沿上下方向延伸,在下侧从齿轮壳体20(更具体而言,第2安装部22)延伸出。
38.在从齿轮壳体20延伸出的主轴25的下端部,在主轴25的周围安装有内法兰26。在主轴25中的比内法兰26靠下方的位置形成有外螺纹部,在该外螺纹部安装有锁紧螺母27。在内法兰26与锁紧螺母27之间夹持顶端工具28,通过紧固锁紧螺母27来固定顶端工具28相对于主轴25的位置。
39.齿轮壳体20在其后端具有沿前后方向延伸的圆筒部21。上述的轴承34被收容于圆筒部21,且被圆筒部21支承。
40.把手壳体40是在使用研磨机10时供用户用一只手把持的部分。把手壳体40具有大致沿前后方向延伸的圆筒状的形状。在把手壳体40的内部收容有用于驱动电动马达31的开关41。在把手壳体40的下侧设置有操作部件50,该操作部件50构成为,能够在使开关41成为断开状态的断开位置与使开关41成为接通状态的接通位置之间位移。在前后方向上的操作部件50的前端附近设置有锁定开关57,该锁定开关57用于使操作部件50卡止在断开位置,阻止其向接通位置位移。
41.当由用户将操作部件50从断开位置向接通位置操作时,开关41检测到该操作,且将检测信号发送给控制器33。控制器33在接收到该检测信号时,向电动马达31供给电力,驱动电动马达31。当电动马达31被驱动时,马达轴32的旋转一边通过小锥形齿轮23和大锥形齿轮24减速一边传递给主轴25。此时,旋转运动的方向也从绕马达轴32的方向转换为绕主轴25的旋转轴线ax2的方向。根据该机构,伴随着马达轴32的旋转,主轴25绕旋转轴线ax2旋转,其结果,通过内法兰26和锁紧螺母27固定的顶端工具28与主轴25一起旋转。
42.如图1所示,研磨机10还具有侧把手300和罩400作为其附件。侧把手300是为了用户用把持把手壳体40的手以外的另一只手把持而准备的。通过使用侧把手300,用户能够更
稳定地保持研磨机10。侧把手300具有供用户把持的手柄部310和用于安装于齿轮壳体20的安装部320。安装部320具有沿侧把手300的长度方向延伸的圆柱形状,从侧把手300的长度方向上的手柄部310的一端延伸出。在安装部320的外周面形成有外螺纹。
43.如图1、如2所示,齿轮壳体20具有用于以可拆卸的方式来安装侧把手300的3个第1安装部29a~29c。第1安装部29a~29c在绕旋转轴线ax1的周向上被配置在彼此分离的位置。更具体而言,第1安装部29a形成在齿轮壳体20的左侧面,第1安装部29b形成在齿轮壳体20的上表面,第1安装部29c形成在齿轮壳体20的右侧面。3个第1安装部29a~29c分别设置在相对于旋转轴线ax1呈旋转对称的位置。第1安装部29a~29c分别是连通齿轮壳体20的内部和外部的通孔的形态。在形成该通孔的内表面形成有与安装部320的外螺纹旋合的内螺纹。
44.通过将侧把手300的安装部320拧入从3个第1安装部29a~29c中选择出的1个第1安装部,能够将侧把手300安装于齿轮壳体20。用户能够按照使用研磨机10进行的作业的种类,或者按照是右撇子还是左撇子,从第1安装部29a~29c中任意地选择侧把手300的安装部位。在本实施方式中,设置有3个第1安装部29a~29c,但第1安装部的数量并不特别地限定,也可以是2个,也可以是4个以上。例如,也可以仅设置2个第1安装部29a、29c。
45.如图1所示,罩400具有覆盖顶端工具28的一部分的罩主体410和用于安装于第2安装部22的安装部420。罩主体410覆盖顶端工具28的后侧大致一半。在本实施方式中,罩主体410覆盖顶端工具28的上表面和周面,但也可以根据使用的顶端工具28的种类,覆盖上表面、下表面、和上表面与下表面之间的周面。安装部420具有敞开的大致圆环状的形状,从罩主体410的上表面向上方延伸。如图2所示,安装部420在周向上的2个顶端的部位具有相向的2个凸缘421、422。在安装部420以包围齿轮壳体20的第2安装部22的方式来配置的状态下,将螺栓423插入在凸缘421、422形成的螺纹孔且紧固,由此安装部420的圆环形状的半径变小,安装部420被固定于第2安装部22。
46.上述的研磨机10仅能够在侧把手300被安装于齿轮壳体20的第1安装部29a~29c中的任一方的状态下驱动电动马达31。在没有安装侧把手300的状态下,即使用户将操作部件50操作到接通位置,从开关41向控制器33送出检测信号,控制器33也禁止电动马达31的驱动。由后述的单一的传感器70来检测有无安装侧把手300。下面,参照附图对用于进行该检测的结构详细进行说明。
47.如图4所示,研磨机10具有第1中间部件60和传感器70。第1中间部件60具有大致环状的形状,以包围齿轮壳体20的圆筒部21的外周的方式来配置(参照图4、图6、图7)。该第1中间部件60在被弹性挡圈(circlip)69防止脱落的状态下被支承于圆筒部21(参照图6、图7)。根据这种配置,无需用于支承第1中间部件60的特别的部件,因此能够使研磨机10的尺寸紧凑化。
48.第1中间部件60构成为,通过侧把手300被安装于第1安装部29a~29c中的任一方而被侧把手300的安装部320按压,由此进行位移。在本实施方式中,作为这种位移动作,第1中间部件60以旋转轴线ax1为中心旋转规定的角度。还将侧把手300没有被安装于齿轮壳体20的第1安装部29a~29c中的任一方时的第1中间部件60的位置称为非安装位置(参照图6、图7)。还将侧把手300被安装于第1安装部29a~29c中的任一方时的第1中间部件60的位置称为安装位置(参照图8、图9)。
49.如图5所示,第1中间部件60是单一的部件,以第1安装部29a~29c共用的方式设置。第1中间部件60具有第1中间部件主体61。在本实施方式中,第1中间部件主体61具有以电动马达31的旋转轴线ax1为中心的环的形状。但是,第1中间部件60也可以具有呈环的一部分的形状(换言之,没有闭合的环的形状)。在第1中间部件主体61的中央部形成有用于贯插圆筒部21的通孔。
50.第1中间部件60还具有3个被按压部62a~62c。3个被按压部62a~62c在周向上彼此分离配置。被按压部62a是当侧把手300被安装于齿轮壳体20的第1安装部29a时被侧把手300(更具体而言,安装部320的顶端)按压的部分。同样,被按压部62b是当侧把手300被安装于第1安装部29b时被侧把手300按压的部分,被按压部62c是当侧把手300被安装于第1安装部29c时被侧把手300按压的部分。因此,被按压部62a~62c分别配置在与第1安装部29a~29c的角度位置对应的角度位置(参照图6、图7)。
51.被按压部62a~62c分别从第1中间部件主体61向径向外侧突出。因此,易于形成被侧把手300按压的形状。另外,能够使第1中间部件主体61小径化。
52.如图6和图7所示,被按压部62a具有被按压面63a,该被按压面63a相对于构成第1安装部29a的通孔延伸的方向(换言之,侧把手300的安装方向、或者当侧把手300被安装于第1安装部29a时侧把手300按压被按压部62a的方向)形成角度。同样,被按压部62b具有被按压面63b,该被按压面63b相对于构成第1安装部29b的通孔延伸的方向形成角度。同样,被按压部62c具有被按压面63c,该被按压面63c相对于构成第1安装部29c的通孔延伸的方向形成角度。在本实施方式中,被按压面63a~63c相对于侧把手300按压被按压部62a~62c的方向以约45度形成角度(参照图6)。该角度能够按任意的角度设定,以使第1中间部件60向不同于侧把手300按压被按压部62a~62c的方向位移。在代替方式中,该角度也可以设定在30度以上、60度以下的范围内。根据这样形成角度的被按压面63a~63c,能够容易地使第1中间部件60旋转。并且,被按压面63a~63c延伸到比第1中间部件主体61向前侧突出的位置。因此,被按压面63a~63c与侧把手300的安装部320的接触面积增大,能够由侧把手300可靠地按压被按压面63a~63c。
53.将图6、图7和图8、图9进行比较可知,通过在第1安装部29a安装侧把手300,被按压部62a的被按压面63a被侧把手300的安装部320按压,第1中间部件60从图6、图7所示的位置逆时针旋转到图8、图9所示的位置。
54.如图5所示,第1中间部件60还具有磁铁67和保持磁铁67的磁铁保持部66。磁铁67为了通过传感器70检测上述的第1中间部件60的位移(即,旋转动作)而设置。因此,在本实施方式中,传感器70是磁性传感器。
55.如图4、图6所示,传感器70在上下方向上在齿轮壳体20的下端附近被固定于齿轮壳体20。另外,传感器70在前后方向上在与第1中间部件60大致相同的位置被固定在齿轮壳体20的后端附近。传感器70通过沿前后方向配置在马达壳体30的底部配置的信号线连接于控制器33。传感器70的检测结果被输出给控制器33。通过如本实施方式那样,以控制器33和传感器70位于研磨机10的最下部附近且电动马达31位于控制器33与传感器70之间的方式来配置控制器33和传感器70,能够抑制研磨机10的尺寸的增大,另外能够使布线高效化。
56.对应于该传感器70的位置,磁铁保持部66被设置在第1中间部件主体61的最下部附近(参照图6)。如图5所示,磁铁保持部66具有大致长方体的形状,从第1中间部件主体61
向旋转轴线ax1的径向外侧突出。磁铁保持部66以磁铁67和传感器70在上下方向上相向的方式保持着磁铁67。
57.根据该结构,传感器70能够检测有无安装侧把手300而造成的磁铁67的位置的差异。换言之,传感器70能够检测第1中间部件60位于图6、图7所示的非安装位置还是位于图8、图9所示的安装位置。传感器70和磁铁67也可以构成为,仅当第1中间部件60位于非安装位置时传感器70检测到磁场。或者,传感器70和磁铁67也可以构成为,仅当第1中间部件60位于安装位置时传感器70检测到磁场。或者,传感器70和磁铁67也可以构成为,当第1中间部件60在安装位置与非安装位置之间移动而磁铁67横穿传感器70时传感器70检测到磁场。
58.如上所述,磁铁保持部66从第1中间部件主体61向径向外侧突出,据此能够增大从第1中间部件主体61的旋转轴线(换言之,旋转轴线ax1)到磁铁67的距离。因此,相对于第1中间部件主体61的同一旋转角度而言,磁铁67的位移量变大,其结果,易于确保传感器70的检测精度。并且,磁铁67设置在周向上的不同于被按压部62a~62c的位置,因此,传感器70的配置自由度提高。其结果,能够如上述那样配置传感器70,而能够抑制研磨机10的尺寸的增大。但是,磁铁67和传感器70的配置能够任意地设定。例如,磁铁67可以被保持于第1中间部件主体61,或者也可以被保持于被按压部62a~62c中的任一方。
59.如图5所示,第1中间部件60还具有2个缺口部64。缺口部64是沿周向局部欠缺的部分。2个缺口部64被设置在相对于旋转轴线ax1呈180度旋转对称的位置。在本实施方式中,缺口部64位于第1中间部件主体61的内周侧,但也可以位于第1中间部件主体61的外周侧。
60.在2个缺口部64中的每一个缺口部64,突起65从形成缺口部64的第1中间部件主体61的周向侧面开始,向从非安装位置朝向安装位置的方向大致沿周向延伸。如图6~图9所示,突起65为了将作为施力部件的弹簧68保持在缺口部64内而设置。弹簧68是螺旋弹簧的形态,以包围突起65的方式来配置。弹簧68的一端落座于形成缺口部64的第1中间部件主体61的周向侧面(突起65的基端侧的侧面)。弹簧68的另一端落座于齿轮壳体20的弹簧座20a。弹簧座20a从齿轮壳体20的前侧开始向后侧延伸到缺口部64内(在图6~图9中,仅能观察到与上侧的缺口部64对应的弹簧座20a)。
61.该弹簧68向从安装位置朝向非安装位置的方向对第1中间部件60施力。因此,当安装了侧把手300时,第1中间部件60抵抗弹簧68的加载力而从非安装位置逆时针旋转到安装位置,当侧把手300被拆下时,第1中间部件60通过弹簧68的加载力而从安装位置自动返回到非安装位置。通过将弹簧68配置在缺口部64内,能够防止为了确保施力部件的设置空间而导致研磨机10的尺寸的增大。
62.根据上述的研磨机10,无论是侧把手300被安装于第1安装部29a~29c中的哪一个的情况,与第1安装部29a~29c共用的方式设置的单一的第1中间部件60均发生位移(旋转)。并且,单一的传感器70能够检测该第1中间部件60的位移。因此,无需按第1安装部29a~29c设置用于检测有无安装侧把手300的传感器,因此能够减少传感器的数量。
63.b.第2实施方式:参照图10~图12对本发明的第2实施方式进行说明。第2实施方式所涉及的研磨机100仅在代替第1实施方式的第1中间部件60及传感器70而具有第1中间部件160及传感器170的方面不同于第1实施方式。下面,仅对第2实施方式与第1实施方式的不同点进行说明。在图10、图11中,对与第1实施方式相同的结构要素标注与第1实施方式相同的附图标记而
省略对其的说明。
64.如图10和图11所示,传感器170在上下方向上在齿轮壳体20的下端附近被固定于齿轮壳体20。另外,传感器170在前后方向上在与第1中间部件160大致相同的位置被固定在齿轮壳体20的后端附近(图示省略)。传感器170是微动开关的形态,具有致动部171。
65.如图12所示,第1中间部件160具有接触部166。接触部166是用于与传感器170的致动部171接触的部分。因此,接触部166按照传感器170的位置设置在第1中间部件主体61的最下部附近。接触部166设置在周向上的不同于被按压部62a~62c的位置,因此,与第1实施方式同样,传感器170的配置自由度提高。但是,接触部166和传感器170的配置能够任意地设定。
66.在该研磨机100中,在没有安装侧把手300的状态下,第1中间部件160位于非安装位置(图10),接触部166不与致动部171接触。因此,传感器170处于断开状态。与此相对,当安装侧把手300,第1中间部件160旋转到安装位置(图11)时,接触部166与致动部171接触,传感器170变为接通状态。这样一来,能够通过单一的传感器170检测有无安装侧把手300。
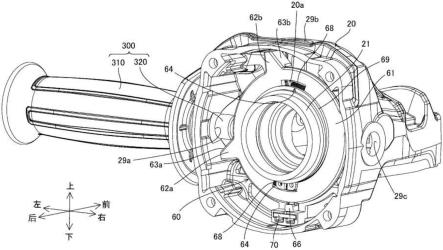
67.c.第3实施方式:参照图13~图20对本发明的第3实施方式进行说明。第3实施方式所涉及的研磨机200主要在代替第1实施方式的第1中间部件60及传感器70而具有第1中间部件260和第1传感器270方面、还对有无安装罩400进行检测方面不同于第1实施方式。下面,仅对第3实施方式与第1实施方式的不同点进行说明。在图13~图20中,对与第1实施方式相同的结构要素标注与第1实施方式相同的附图标记而省略对其的说明。
68.如图13和图14所示,第1中间部件260与第1实施方式同样,以第1中间部件主体261包围圆筒部21的外周的方式来配置。另外,如图17和图20所示,第1中间部件260与第1实施方式同样,具有环状的第1中间部件主体261和被分散配置在与第1安装部29a~29c对应的周向位置的被按压部262a~262c。在被按压部262a~262c形成有朝向前侧且朝向径向外侧的被按压面263a~263c。第1中间部件260还具有突出部264,该突出部264从第1中间部件主体261的最下部向径向外侧突出。倾动轴265从突出部264的右表面和左表面开始分别沿左右方向延伸。倾动轴265具有沿左右方向延伸的倾动轴线ax3。突出部264位于比第1中间部件主体261靠径向外侧的位置,因此,倾动轴线ax3也位于比第1中间部件主体261靠径向外侧的位置。
69.倾动轴265以第1中间部件260能够以倾动轴265为中心倾动(换言之,枢转)的方式使用防脱部件280被安装于齿轮壳体20。如图19所示,防脱部件280具有主体281和突出部282、283。主体281具有与前后方向正交的矩形平板的形状。突出部282、283从主体281的前表面向前侧突出,且在左右方向上分离配置。在突出部282、283分别形成有沿左右方向延伸的半圆状的槽282a、283a。主体281在其左右方向上的两端具有通孔284、285。如图15、图16所示,通过以穿过通孔284、285的方式将螺栓286插入并紧固于形成在齿轮壳体20上的螺纹孔,防脱部件280被固定于齿轮壳体20。
70.在安装防脱部件280之前,将第1中间部件260的倾动轴265从后侧插入形成在齿轮壳体20上的半圆形状的槽(图示省略)内。在该状态下,当从后侧将防脱部件280安装于齿轮壳体20时,由齿轮壳体20的半圆形状的槽和防脱部件280的槽282a、283a形成圆形的孔。倾动轴265以可枢转的方式被保持在该孔内。
71.如图13、图14所示,第1中间部件260还具有突起268,该突起268从第1中间部件主体61向后侧延伸。突起268位于被按压部262b的附近。在突起268的周围,螺旋弹簧的形态的弹簧266以突起268插入弹簧266的内部的方式来配置。弹簧266的一端落座于第1中间部件主体261的后表面,另一端落座于后述的传感器壳体271的防脱部272的前表面。弹簧266对第1中间部件260向前侧施力。
72.在没有安装侧把手300的状态下,如图13和图15所示,第1中间部件260以在纵剖面中与旋转轴线ax1大致正交的角度来配置。与此相对,当在第1安装部29a~29c中的任一方安装侧把手300时,与侧把手300的安装部位对应的被按压面263a~263c中的任一方被按压。如上所述,被按压面263a~263c均朝向前侧且朝向径向外侧,因此,当从径向外侧朝向旋转轴线ax1安装侧把手300时,被按压面263a~263c承受向后的力。据此,如图14和图16所示,第1中间部件260抵抗弹簧266的加载力以倾动轴265为中心向后侧倾动。另一方面,当侧把手300被拆下时,第1中间部件260通过弹簧266的加载力返回图13和图15所示的位置。
73.如图17所示,在被按压部262b的右侧面保持着第1磁铁267。当通过安装侧把手300而使第1中间部件260倾动时,被保持于第1中间部件260的第1磁铁267也一起位移。该位移由磁性传感器的形态的第1传感器270来检测。这样一来,能够通过单一的第1传感器270来检测有无安装侧把手300。第1磁铁267位于比第1中间部件主体261靠径向外侧的位置,且中间隔着第1中间部件主体261而与倾动轴线ax3大致相向,因此,能够增大从倾动轴线ax3到第1磁铁267的距离。即,相对于第1中间部件260的同一倾动角度而言,能够增大第1磁铁267的位移量。因此,易于确保第1传感器270的检测精度。
74.如图20所示,第1传感器270以收容于传感器壳体271的状态来设置。如图18所示,传感器壳体271具有防脱部272、传感器收容部273和安装部274、275。防脱部272具有与前后方向正交的矩形平板的形状。如图13、图14、图20所示,防脱部272支承弹簧266的后端。另外,如图15和图16所示,防脱部272以延伸到比第1中间部件主体261的上端靠下方的位置的方式来配置,据此还作为第1中间部件260的防脱部件来发挥作用。
75.传感器收容部273位于防脱部272的上侧且位于其右侧,具有从防脱部272向前侧延伸的箱形的形状。在传感器收容部273的内部收容第1传感器270。安装部274、275分别从防脱部272的左右端向右侧或左侧延伸。安装部274、275分别具有沿前后方向延伸的通孔276、277。如图15、图16所示,以穿过通孔276、277的方式将螺栓278插入并紧固于形成在齿轮壳体20上的螺纹孔,由此传感器壳体271被固定于齿轮壳体20。
76.根据该传感器壳体271,如图20所示,以第1传感器270和第1磁铁267在左右方向(换言之,倾动轴线ax3延伸的方向)上相对的方式保持第1传感器270。因此,能够使用交变磁场工作类型的磁性传感器作为第1传感器270来高精度地检测第1磁铁267在前后方向上的位移。但是,第1传感器270和第1磁铁267的配置、以及第1传感器270的形式并不特别地限定。例如,在代替实施方式中,也可以为,第1传感器270和第1磁铁267以在前后方向上相对的方式来配置,采用单向工作类型的磁性传感器作为第1传感器270。
77.如图13和图14所示,为了检测有无安装罩400,研磨机200还具有第2中间部件290、第2磁铁294和第2传感器296。第2中间部件290具有:磁铁保持部291,其用于保持第2磁铁294;和被按压部292,其在安装了罩400时被罩400的安装部420按压。磁铁保持部291和被按压部292从左右方向观察形成大致l字形状。在磁铁保持部291与被按压部292的连接部形成
有沿左右方向延伸的通孔293。磁铁保持部291在其顶端(与上述连接部相反侧的端部)保持着第2磁铁294。
78.研磨机200还具有一体的壳体297,该壳体297保持第2中间部件290和第2传感器296。壳体297具有局部敞开的箱形的形状,第2传感器296以与第2磁铁294相向的方式固定在其上侧的内表面。并且,壳体297具有右表面和左表面(图示省略)。该右表面和左表面分别具有沿左右方向延伸的通孔。通过以贯穿这些通孔和通孔293的方式插入销,第2中间部件290以能够以该销为中心枢转的方式被保持于壳体297。这样,通过在共用的一体的壳体297上安装第2传感器296和第2中间部件290来规定第2传感器296和第2中间部件290(更具体而言,第2磁铁294)的相对位置,因此,组装研磨机200时无需调整二者的相对位置。
79.在被按压部292与壳体297的上侧的内表面之间配置有弹簧295。该弹簧295对被按压部292向下侧施力。因此,在没有安装罩400的状态下,被按压部292在侧剖面中沿与前后方向大致平行的方向延伸(图示省略)。与此相对,当在齿轮壳体20的第2安装部22安装罩400时,如图13、图14所示,被按压部292的顶端被安装部420向上侧按压,第2中间部件290抵抗弹簧295的加载力而顺时针枢转。据此,第2磁铁294也沿前后方向位移。通过由第1传感器270检测该位移,能够检测有无安装罩400。
80.第1传感器270和第2传感器296的检测结果被分别输出给控制器33。在本实施方式中,控制器33构成为,仅在从第1传感器270输入的信号表示安装有侧把手300且输入的信号表示安装有罩400的情况下允许电动马达31的驱动。在侧把手300和罩400中的至少一方未被安装的状态下,即使用户将操作部件50操作到接通位置,从开关41向控制器33送出检测信号,控制器33也禁止电动马达31的驱动。
81.以上对本发明的实施方式进行了说明,上述的实施方式仅仅是为了使本发明易于理解,并不限定本发明。本发明在没有脱离其主旨的范围内能够变更、改良,并且在本发明中还包括其等效物。另外,在能够解决上述的技术问题的至少一部分的范围、或者发挥其效果的至少一部分的范围内,技术方案和说明书所记载的各要素能够任意组合或者省略。
82.例如,上述的研磨机10的结构部件的形状及形态仅仅是示例性的,还能够任意地变更,只要确保该结构部件的作用即可。例如,代替向径向外侧突出,第1中间部件60的被按压部62a~62c也可以仅向前侧或者后侧突出。或者,在第3实施方式中,被按压部也可以是沿第1中间部件主体261的外周从被按压部262a的位置连续地延伸到被按压部262c的位置的1个部分。
83.也可以为,当安装了侧把手300时,第1中间部件60、160、260被侧把手300间接地按压。即,也可以设置被侧把手300按压而位移的追加部件,通过该追加部件使第1中间部件60、160、260位移。同样,也可以为,第2中间部件290在安装了罩400时被罩400间接地按压。
84.并且,也可以将具有作为第3实施方式而示例的第2中间部件290、第2磁铁294和第2传感器296的结构适用于第1或者第2实施方式。
85.不局限于磁性传感器或者微动开关,传感器70、170、270也可以是能够检测第1中间部件60、160、260的位移的任意形式的传感器。例如,传感器也可以是光电传感器、超声波式的距离传感器等。
86.并且,也可以代替按照侧把手300(或者,侧把手300及罩400)的安装状态允许或者禁止电动马达31的驱动的结构,或者除了按照侧把手300(或者,侧把手300及罩400)的安装
状态允许或者禁止电动马达31的驱动的结构以外,研磨机10、100、200具有告知部,该告知部用于向用户告知侧把手300(或者,侧把手300和罩400)未被安装。告知的形态可以是发光、发声、文字显示或者这些方式的组合。例如,告知部也可以具有led等发光元件、gui画面、扬声器中的至少一个。
87.并且,上述的实施方式并不限定于研磨机10,还能够适用于构成为能够对多个部位选择性安装附件的任意的工具。附图标记说明
88.10、100、200:研磨机;20:齿轮壳体;20a:弹簧座;21:圆筒部;22:第2安装部;23:小锥形齿轮;24:大锥形齿轮;25:主轴;26:内法兰;27:锁紧螺母;28:顶端工具;29a~29c:第1安装部;30:马达壳体;31:电动马达;32:马达轴;33:控制器;34、35:轴承;40:把手壳体;41:开关;50:操作部件;57:锁定开关;60、160、260:第1中间部件;61、261:第1中间部件主体;62a~62c、262a~262c:被按压部;63a~63c、263a~263c:被按压面;64:缺口部;65:突起;66:磁铁保持部;67:磁铁;68:弹簧;69:弹性挡圈;70、170:传感器;166:接触部;171:致动部;264:突出部;265:倾动轴;266:弹簧;267:第1磁铁;268:突起;270:第1传感器;271:传感器壳体;272:防脱部;273:传感器收容部;274、265:安装部;276、267:通孔;278:螺栓;280:防脱部件;281:主体;282、283:突出部;282a、283a:槽;284、285:通孔;286:螺栓;290:第2中间部件;291:磁铁保持部;292:被按压部;293:通孔;294:第2磁铁;295:弹簧;296:第2传感器;297:壳体;300:侧把手;310:手柄部;320:安装部;400:罩;410:罩主体;420:安装部;421、422:凸缘;423:螺栓;ax1、ax2:旋转轴线;ax3:倾动轴线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1