旋转冲击工具的制作方法
旋转冲击工具
1.相关申请的交叉引用
2.本技术要求于2020年5月1日提交的共同未决的美国临时专利申请号63/018,669的优先权,该专利申请的全部内容通过援引并入本文。
技术领域
3.本发明涉及动力工具,更具体地涉及冲击和液压脉冲工具。
背景技术:
4.冲击工具典型地包括驱动组件,该驱动组件用于将(例如,来自电动马达或气动涡轮的)持续扭矩输入转换成对砧或工具元件的连续冲击,该砧或工具元件进而将冲击传递至工件。轴向冲击工具被配置成将冲击沿砧或工具元件的纵向轴线递送至砧或工具元件,以执行任务(比如,打钉或冲击式钻进)。旋转冲击工具被配置成将旋转冲击(即离散地施加的扭矩)沿绕纵向轴线的旋转方向递送至砧或工具元件。旋转冲击工具可以使用撞击冲击机构或液压脉冲冲击机构来将持续扭矩输入转换成旋转冲击。
技术实现要素:
5.在一方面,本发明提供了一种旋转冲击工具,该旋转冲击工具包括壳体、支撑在该壳体中的电动马达、以及用于将来自该马达的持续扭矩输入转换成对工件的连续旋转冲击的冲击机构。该冲击机构包括砧和锤,该锤可相对于该砧既旋转地又轴向地移动,以对该砧赋予连续旋转冲击。该锤被配置成在对该砧赋予连续旋转冲击时沿旋转方向绕轴线旋转。该冲击机构还包括:用于使该锤沿轴向方向朝向该砧偏置的弹簧、以及用于使该砧沿该旋转方向绕该轴线偏置的装置。
6.在一些实施例中,该冲击机构包括凸轮轴,该凸轮轴由该马达驱动以绕该轴线旋转,并且该锤可沿该凸轮轴轴向地移动。
7.在一些实施例中,该凸轮轴包括平行于该轴线延伸的孔,并且用于偏置该砧的装置包括接纳在该孔内的销以及被配置成使该销偏置成与该砧接合的弹簧。
8.在一些实施例中,该砧包括面向该锤的后面以及形成在该后面中的凹槽,并且该销被配置成响应于该凸轮轴相对于该砧的旋转而沿该凹槽行进。
9.在一些实施例中,该凹槽包括相对于该后面成角度定向的倾斜表面,其中,该销可与该倾斜表面接合,并且该销与该倾斜表面之间的接合沿该旋转方向绕该轴线对该砧赋予力矩。
10.在一些实施例中,用于偏置该砧的装置包括垫圈,该垫圈定位在该凸轮轴与该垫圈之间。
11.在一些实施例中,该砧包括面向该锤的后面以及形成在该后面中的凹槽,该垫圈包括具有远端的板簧,并且该板簧的远端被配置成响应于该凸轮轴相对于该砧的旋转而沿该凹槽行进。
12.在一些实施例中,用于偏置该砧的装置包括在该砧与该砧与该凸轮轴之间的粘性区域。
13.在一些实施例中,用于偏置该砧的装置包括磁体。
14.在一些实施例中,该砧包括穿过该凸轮轴向后延伸的向后延伸部。
15.在一些实施例中,该电动马达包括转子,并且用于偏置该砧的装置包括在该转子与该向后延伸部之间延伸的弹簧。
16.在一些实施例中,传感器被配置成检测该向后延伸部的旋转。
17.在另一方面,本发明提供了一种旋转冲击工具,该旋转冲击工具包括壳体、支撑在该壳体中的电动马达、以及用于将来自该马达的持续扭矩输入转换成对工件的连续旋转冲击的冲击机构。该冲击机构包括布置在该马达前方的砧。该砧包括向后延伸部。该冲击机构进一步包括锤,该锤可相对于该砧既旋转地又轴向地移动,以对该砧赋予连续旋转冲击。该锤被配置成在对该砧赋予连续旋转冲击时沿旋转方向绕轴线旋转。该冲击机构还包括用于使该锤沿轴向方向朝向该砧偏置的弹簧。该旋转冲击工具进一步包括定位在该马达后方的传感器。该传感器被配置成检测该向后延伸部的旋转。
18.在一些实施例中,响应于检测到的该向后延伸部的旋转,可以调节该马达的操作。
19.在一些实施例中,磁体定位在该砧的向后延伸部上。该传感器被配置成检测该磁体的旋转。
20.在一些实施例中,该向后延伸部延伸穿过该马达。
21.在又一方面,本发明提供了一种动力工具,该动力工具包括壳体、布置在该壳体中的马达、以及撞击机构,该撞击机构用于将来自该马达的持续扭矩输入转换成对工件、紧固件或工具刀头的连续轴向冲击。该撞击机构包括被配置成将连续轴向冲击递送至工件、紧固件或工具刀头的砧,以及用于使该砧沿轴向方向朝向该工件、紧固件或工具刀头偏置的装置。
22.在一些实施例中,该动力工具是掌上钉机(palm nailer)。
23.在一些实施例中,该动力工具是旋转锤。
24.在一些实施例中,用于偏置该砧的装置包括压缩弹簧。
25.通过考虑以下详细描述和附图,本发明的其他特征和方面将变得清楚。
附图说明
26.图1是根据本发明的实施例的旋转冲击驱动器的立体图。
27.图2是图1的冲击驱动器的局部截面视图。
28.图2a是图1的冲击驱动器的局部截面视图,其中一些部分被移除。
29.图2b是根据本发明的另一实施例的冲击驱动器的局部截面视图。
30.图3a是图1的冲击工具的、根据本发明的另一实施例的另一冲击机构的组装后的截面视图。
31.图3b是图3a的第一冲击机构的分解立体图。
32.图4是图3a中所示的冲击机构的输出轴的截面视图。
33.图5是图3a的冲击机构的一部分的组装后的截面视图。
34.图6是根据本发明的另一实施例的另一冲击机构的立体图。
35.图7是图6的冲击机构的分解视图。
36.图8是图6的冲击机构的、沿图6中的截面4-4截取的截面视图。
37.图9是图6的冲击机构的截面视图,展示了缩回阶段的概况。
38.图10a至图10c是图6的冲击机构的截面视图,展示了缩回阶段的操作。
39.图11a至图11c是图6的冲击机构的截面视图,展示了返回阶段的操作。
40.图12是根据本发明的另一实施例的凸轮轴的分解视图,该凸轮轴用于与旋转冲击驱动器(比如,图1的冲击驱动器)一起使用。
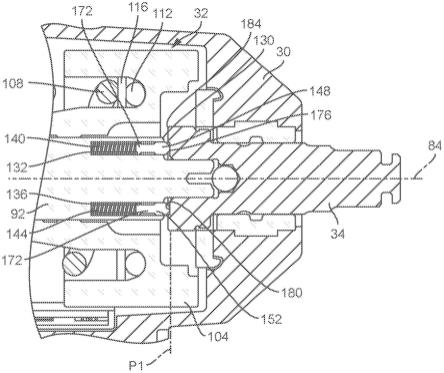
41.图13是图12的旋转冲击驱动器的放大截面视图。
42.图14是图12的旋转冲击驱动器的砧的平面视图。
43.图15是图14的砧的局部截面视图。
44.图16是图14的砧的截面视图。
45.图17是图12的凸轮轴的销的平面视图,该销接合抵靠图14的砧的成角度的表面。
46.图17a是图14的砧和图12的旋转冲击工具的锤的平面视图。
47.图18至图20是根据本发明的不同实施例的图14的砧的平面视图。
48.图21是单板簧构件的立体图。
49.图22是双板簧构件的立体图。
50.图23是布置在螺母上的承窝的截面视图,其中,没有对承窝施加偏置。
51.图24是布置在螺母上的承窝的截面视图,其中,对砧施加偏置。
52.图25是根据本发明的另一实施例的旋转冲击工具的示意性截面视图。
53.图26是根据本发明的另一实施例的旋转冲击工具的示意性截面视图。
54.图27是根据本发明的另一实施例的旋转冲击工具的示意性截面视图。
55.图28是根据本发明的另一实施例的旋转冲击工具的示意性截面视图。
56.图29是根据本发明的另一实施例的砧的截面视图。
57.图30是根据本发明的另一实施例的承窝上的螺母的截面视图。
58.图31是根据本发明的另一实施例的动力工具的示意图。
59.在详细解释本发明的任何实施例之前,应当理解的是,本发明的应用不限于在以下描述中阐述的或在以下附图中展示的构造细节和部件布置。本发明能够具有其他实施例并且能够以各种不同的方式来实践或执行。此外,应当理解,本文所使用的措辞和术语是为了描述的目的而不应当视为限制性的。
具体实施方式
60.图1至图2a展示了呈旋转冲击工具或冲击驱动器10形式的动力工具。冲击驱动器10包括:马达壳体14,电动马达18被支撑在该马达壳体中(图2);端盖20,该端盖联接至马达壳体14的后端;齿轮箱22,该齿轮箱至少部分地容纳齿轮组件26;以及冲击壳体30,该冲击壳体容纳冲击机构32。齿轮组件26和冲击机构32是驱动组件33的一部分,该驱动组件用于将来自马达18的持续扭矩输入转换成对工件的连续旋转冲击,如下文进一步详细描述的。
61.冲击机构32包括用于在例如紧固件上执行紧固操作或松动操作的砧34。在图1至图2a的实施例中,砧34具有被配置成接纳承窝的方形驱动端,但是在其他实施例(比如,在图2b中所示的实施例)中,砧34的远端包括纵向孔35,工具刀头可接纳在该纵向孔中,使得
工具刀头可以响应于从砧34接收扭矩而在例如紧固件上执行紧固操作或松动操作。图2b的实施例还包括刀头固位组件36,该刀头固位组件有利于固位工具刀头以及从砧34的纵向孔35移除工具刀头。在一些实施例中,刀头固位组件36与2020年1月9日提交的美国专利申请号16/783,113中描述的刀头固位组件相似或相同,该专利申请的全部内容通过援引并入本文。
62.如下文进一步详细描述的并且如图2所示,齿轮组件26将来自马达18的扭矩传递至冲击机构32,该冲击机构将周期性旋转冲击递送至砧34,从而使砧34旋转。马达18优选地是带有具有多个定子绕组78的定子76的无刷直流(“bldc”)马达(图2)。马达18还包括转子80或马达输出轴,在一些实施例中,该转子或马达输出轴包括多个永磁体。
63.转子80可绕轴线84旋转以向齿轮组件26提供旋转输入,并且冲击机构32联接至齿轮组件26的输出。因此,齿轮组件26提供转子80与冲击机构32之间的减速。
64.继续参考图2,所展示的齿轮组件26包括形成在转子80上的螺旋小齿轮86、与螺旋小齿轮86啮合的多个螺旋行星齿轮88、以及与行星齿轮88啮合并且就旋转而言固定在齿轮箱22内的螺旋环齿轮90。行星齿轮88安装在冲击机构32的凸轮轴92上,使得凸轮轴92充当行星架。相应地,转子80的旋转使行星齿轮88旋转,然后行星齿轮沿环齿轮90的内圆周行进旋转,从而使凸轮轴92旋转。转子80由第一或前轴承96及第二或后轴承100可旋转地支撑,该第二或后轴承进而由端盖20支撑。
65.现在将参考图2描述冲击驱动器10的冲击机构32。冲击机构32包括从冲击壳体30延伸的砧34。冲击机构32被配置成:当砧34上的反作用扭矩(例如,由于工具元件与正在被作业紧固件之间的接合)超过某个阈值时,将马达18和齿轮组件26提供的持续旋转力或扭矩转换成撞击旋转力或间歇性地施加到砧34上的扭矩。在所展示的冲击驱动器10的实施例中,冲击机构32包括凸轮轴92、支撑在凸轮轴92上并且可相对于该凸轮轴轴向滑动的锤104、以及砧34。
66.冲击机构32进一步包括锤弹簧108,该锤弹簧使锤104朝向冲击驱动器10的前部(即,朝向图2中的右侧)偏置。换言之,锤弹簧108沿轴线84使锤104沿轴向方向朝向砧34偏置。推力轴承112和推力垫圈116定位在锤弹簧108与锤104之间。推力轴承112和推力垫圈116允许锤弹簧108和凸轮轴92在每次冲击撞击之后当锤104上的凸耳118(图2a)与对应的砧凸耳120接合并且锤104的旋转瞬间停止时继续相对于锤104旋转。
67.凸轮轴92进一步包括凸轮凹槽124,对应的凸轮球128被接纳在凸轮凹槽中(图2)。凸轮球128与锤104驱动式接合,使得凸轮球128在凸轮凹槽124内的移动在锤凸耳118和砧凸耳120接合、砧34的旋转被卡住并且凸轮轴92继续旋转时允许锤104沿凸轮轴92的相对轴向移动。
68.在冲击驱动器10的操作中,操作者按压触发器62来启用马达18,该马达经由转子80持续地驱动齿轮组件26和凸轮轴92。随着凸轮轴92旋转,凸轮球128驱动锤104沿作业旋转方向绕轴线84与凸轮轴92共同旋转,并且锤凸耳118分别接合砧凸耳120的从动表面以提供冲击并沿作业旋转方向可旋转地驱动砧34。在每次冲击之后,锤104沿着凸轮轴92背离砧34向后移动或滑动,使得锤凸耳118与砧凸耳120脱离接合。锤弹簧108储存了锤104的一些向后能量,从而为锤104提供返回机构。在锤凸耳118与相应的砧凸耳120脱离接合之后,随着锤弹簧108释放其储存的能量,锤104继续沿作业旋转方向旋转并朝着砧34向前移动或滑
动,直到锤凸耳118的驱动表面重新接合砧凸耳120的从动表面以引起另一次冲击。
69.图3a至图5展示了旋转冲击机构1000的另一实施例,该旋转冲击机构可以例如结合到图1的冲击工具10中(例如,代替冲击机构32)。具体地,参考图3a和图3b,旋转冲击机构1000包括锤或气缸1026,该锤或气缸联接成与齿轮组件26的输出共同旋转(图2)。旋转冲击机构1000还包括凸轮轴1038(其目的在下文详细解释),该凸轮轴附接至气缸1026以绕纵向轴线1034与该气缸共同旋转。虽然凸轮轴1038被示出为独立于气缸1026的部件,但是凸轮轴1038可以替代性地与气缸1026一体地形成为单件。
70.参考图5,气缸1026包括部分地限定腔1046的圆柱形内表面1042、以及从内表面1042延伸的一对径向向内延伸的突出部1050,这对径向向内延伸的突出部在纵向轴线1034的相反侧上。换言之,突出部1060彼此间隔180度。旋转冲击机构1000进一步包括砧或输出轴1054(图3a至图4),该砧或输出轴具有布置在腔1046内的后部分1058、以及前部分1062。在图3a至图5的实施例中,前部分1062从壳体14延伸,并且前部分在其中包括用于接收工具刀头的六角接收部1066(图4)。
71.旋转冲击机构1000还包括从输出轴1054突出以抵接气缸1026的内表面1042的一对脉冲叶片1070(图3和图5),并且一对滚珠轴承1074定位在凸轮轴1038与相应脉冲叶片1070之间。输出轴1054具有双入口孔眼1078(图4),双入口孔眼中的每个入口孔眼在腔1046与输出轴1054内的单独的高压腔1082之间延伸并使这两者选择性地流体连通。输出轴1054还包括双出口孔眼1086(图4),双出口孔眼由孔眼螺钉1090(图3a和图3b)可变地阻挡,从而限制可以从输出轴腔1082穿过孔眼1086排放到气缸腔1046的液压流体的体积流速。凸轮轴1038布置在输出轴腔1082内并且被配置成选择性地密封入口孔眼1078。
72.参考图3a,腔1046与由端盖1098限定的囊袋腔1094连通,该端盖被附接成与气缸1026(统称为“气缸组件”)共同旋转,该囊袋腔位于腔1046附近并且由板1102分开,该板具有用于使腔1046、1094之间的液压流体连通的孔口1108。可塌缩囊袋1104定位在囊袋腔1094内,该可塌缩囊袋具有内部容积1142,该内部容积填充有气体(比如,在大气温度和压力下的空气)。囊袋1104被配置成可塌缩,以补偿在旋转冲击机构1000的操作期间液压流体的热膨胀,该热膨胀可能对性能特征产生消极影响。
73.如图3a和图3b所示,在端盖1098旋入气缸1026之前,可塌缩囊袋1104弯曲成环形形状并且设置在同样是环形的囊袋腔1094中。替代性地,可塌缩囊袋1104可以采取允许囊袋通过配件而与腔1094设置的任何形状,并且仍有效地补偿腔1046、1094中的液压流体的热膨胀。在端盖1098旋到气缸1026之后,可塌缩囊袋1104经由配件卡在腔1094内,该可塌缩囊袋通过腔1094自身的形状而维持其环形形状。
74.在操作中,在启用马达18(例如,通过按压触发器62)时,来自马达18的扭矩经由齿轮组件26(图2)传递至气缸1026,使得气缸1026和凸轮轴1038相对于输出轴1054一起旋转,直到气缸1026上的突出部1050冲击相应的脉冲叶片1070,从而将第一旋转冲击递送至输出轴1054。就在第一旋转冲击之前,入口孔眼1078由凸轮轴1038阻挡,因此在相对高的压力下将液压流体密封在输出轴腔1082中,这样将滚珠轴承1074和脉冲叶片1070径向向外地偏置,以使脉冲叶片1070与气缸的内表面1042维持接触。在突出部1050与脉冲叶片1070之间的初始冲击后的短时间段(例如,1ms)内,气缸1026与输出轴1054一起旋转。
75.同样在此时,液压流体穿过出口孔眼1086以通过孔眼螺钉1090的位置确定的相对
较慢的速率排出,从而阻尼脉冲叶片1070的径向向内移动。一旦滚珠轴承1074向内移位与突出部1050的尺寸相对应的距离,则脉冲叶片1070移动跨过突出部1050并且扭矩不再传递至输出轴1054。在此之后,凸轮轴1038再次独立于输出轴1054旋转并且移动到不再密封入口孔眼1078的位置,从而使得流体被吸入输出轴腔1082中并且允许滚珠轴承1074和脉冲叶片1070再次径向向外地移位。于是,该循环随着气缸1026继续旋转而重复,在气缸每旋转360度期间出现两次扭矩传递。以此方式,输出轴1054接收来自气缸1026的离散扭矩脉冲。
76.图6至图11c展示了旋转冲击机构2000的另一实施例,该旋转冲击机构可以结合到冲击工具10中(例如,代替冲击机构32)。具体地,参考图6至图8,旋转冲击机构2000包括砧2026、锤2030和气缸2034。气缸2034的从动端2038联接至电动马达18(图2)以接收来自该电动马达的扭矩,从而使气缸2034旋转。气缸2034至少部分地限定腔室2042(图8),该腔室包含不可压缩的流体(例如,液压流体、油等)。腔室2042被密封并且还由固定至气缸2034的端盖2046部分地限定。腔室2042中的液压流体减少旋转冲击机构2000的由冲击锤2030和砧2026而产生的磨损和噪音。
77.继续参考图6至图8,砧2026至少部分地定位在腔室2042内并且包括输出轴2050。在图6至图11c的实施例中,输出轴2050在其中包括用于接收工具刀头的六角接收部2054。输出轴2050从腔室2042延伸并且延伸穿过端盖2046。砧2026绕由输出轴2050限定的旋转轴线2058旋转。
78.继续参考图6至图8,锤2030至少部分地定位在腔室2042内。锤2030包括面向砧2026的第一侧2062以及与第一侧2062相反的第二侧2066。锤2030进一步包括锤凸耳2070以及在侧2062、2066之间延伸的中心孔口2074。如下文中更加详细地讨论的,中心孔口2074允许腔室2042中的液压流体穿过锤2030。锤凸耳2070与砧2026上形成的凸耳2078相对应。旋转式旋转冲击机构2000进一步包括锤对准销2082以及定位在腔室2042内的锤弹簧2086(即,第一偏置构件)。锤对准销2082联接至气缸2034并且被接纳在锤2030的外周向表面2094上形成的对应凹槽2090内,以就旋转而言使锤2030与气缸2034成一体,从而使锤2030与气缸2034共同旋转。销2082还允许锤2030在气缸2034内沿旋转轴线2058轴向地滑动。换言之,锤对准销2082在凹槽2090内滑动,使得锤2030能够沿轴线2058相对于气缸2034平移。锤弹簧2086使锤2030朝向砧2026偏置。
79.冲击机构2000进一步限定行程扭矩(trip torque),该行程扭矩在冲击循环开始之前确定砧2026上所需的反作用扭矩阈值。在一个实施例中,行程扭矩等于由于密封阻力的扭矩、由于弹簧2086的扭矩、以及由于锤2030与砧2026的转速差的扭矩的总和。特别地,密封阻力扭矩是o形环与砧2026之间的静态摩擦。弹簧扭矩对总行程扭矩的贡献尤其基于弹簧2086的弹簧刚度、凸耳2070的高度、以及砧凸耳2078与锤凸耳2070之间的摩擦系数。砧2026与锤2030的转速差所产生的扭矩仅包括在冲击期间的扭矩计算中,而对确定行程扭矩阈值(即,流体快速移动穿过孔眼2122的阻尼力)几乎没有影响。在一些实施例中,行程扭矩在大约10英寸-磅力(in-lbf)与大约30in-lbf之间的范围内。在其他实施例中,行程扭矩大于20in-lbf。增加行程扭矩增加了锤2030与砧2026共同旋转(即,在持续驱动中)的时间量。
80.参考图7和图8,旋转冲击机构2000进一步包括定位在腔室2042内的阀组件2098,该腔室允许穿过阀组件2098的各种的流体流速。如在下文中更加详细地描述的,阀组件2098调节腔室2042中的液压流体的流量,以减少锤2030返回砧2026所用的时间量。换言之,
阀组件2098减少完成单个冲击循环所用的时间量。特别地,穿过阀组件2098的流速随着锤2030在气缸2034内沿轴线2058平移而变化。阀组件2098包括阀壳体2102(例如,凹垫圈)、阀(例如,环形盘2106)、以及定位在阀壳体2102与盘2106之间的弹簧2110(即,第二偏置构件)。阀壳体2102包括后孔口2108并且限定腔2114,盘2106和弹簧2110定位在该腔中。弹簧2110使盘2106朝向锤2030偏置,并且锤弹簧2086使阀壳体2102朝向锤2030偏置。特别地,阀壳体2102包括周向凸缘2118,弹簧2086抵靠该周向凸缘安置,以使阀壳体2102朝向锤2030偏置。换言之,阀壳体2102至少部分地定位在弹簧2086与锤2030之间。参考图8,锤2030限定凹部2120,并且利用凹部2120至少部分地接纳阀组件2102。
81.参考图7,盘2106包括中心孔口2122以及至少一个辅助开口2126。盘2106的孔口2122与形成在锤2030(图8)中的孔口2074流体连通。在所展示的实施例中,辅助开口2126围绕孔口2122周向地定位并且被形成为盘2106的外部周边中的凹槽。在其他实施例中,辅助开口可以是形成在盘2106上的任何位置中的孔口。在另外的替代性实施例中,辅助开口可以被形成为中心孔口2122的一部分以形成一个单个孔口,其中,在至少一部分操作期间,该单个孔口的小于整个孔口与孔口2074流体连通。换言之,辅助开口可以被形成为与中心孔口2122续接的切口或扇形部,这些切口或扇形部在冲击机构2000的操作期间有时被锤2066阻挡、有时被锤打开。
82.继续参考图8,中心孔口2122限定孔眼直径2123,并且锤2030限定锤直径2031。锤直径2031与孔眼直径2123的比率r很大,并且有利地允许减小对公差的依赖并移除需要校准的特征。另外,大比率r使得泄露路径相对于由锤2030移动的流体来说不那么显著。此外,冲击工具2010在旋转冲击机构2000内包含的总流体量更大。因此,锤2030的每次打击所移动的流体体积更大。在一个实施例中,旋转冲击机构2000中的总流体大于大约18,000立方毫米(18ml)。在另一实施例中,旋转冲击机构2000中的总流体大于大约20,000立方毫米(20ml)。在另一实施例中,旋转冲击机构2000中的总流体大于大约22,000立方毫米(22ml)。类似地,在一个实施例中,锤2030的每次打击所移动的流体量大于大约1000立方毫米(1ml)。在另一实施例中,锤2030的每次打击所移动的流体大于大约1250立方毫米(1.25ml)。在另一实施例中,锤2030的每次打击所移动的流体为大约1500立方毫米(1.5ml)。锤2030的每次打击所移动的流体量越大,则流体泄露路径对工具2010性能的影响成比例地越小。另外,通过移动更大面积的流体,旋转冲击机构2000在相同扭矩量下经受更小的压力。
83.盘2106可在第一位置(图8)与第二位置(图11b)之间移动,该第一位置允许腔室2042中从锤2030的第二侧2066到第一侧2062的第一液压流体流速,该第二位置允许腔室2042中从锤2030的第一侧2062到第二侧2066的第二液压流体流速。在所展示的实施例中,第二流体流速大于第一流体流速,并且当锤2030沿轴线2058朝向砧2026移动时,盘2106处于第二位置(图11b)。特别地,锤2030限定第二侧2066上的后表面2130,并且当盘2106处于第一位置(图8)时,盘2106接合后表面2130。相比之下,当盘2106处于第二位置(图11b)时,盘2106与后表面2130间隔开。
84.参考图7和图8,当盘2106处于第一位置时,液压流体流过中心孔口2122但不流过辅助开口2126。换言之,当阀组件2098处于关闭状态(图8)时,弹簧2110使盘2106抵靠锤2030偏置,从而使后表面2130阻挡辅助开口2126,而中心开口2122与锤2030中形成的孔口
2074保持流体连通(图8)。当盘2106处于第二位置时,液压流体流过中心孔口2122和辅助开口2126。换言之,当阀组件2098处于打开状态(图11b)时,盘2106与锤2030分开,这使辅助开口2126畅通并且将辅助开口2126置于与锤2030的中心孔口2074流体连通。结果,阀组件2098在一个方向上提供增大的液压流体流速,这允许在锤2030沿轴线2058朝向砧2026平移时流体压力平衡地更快。
85.继续参考图7和图8,冲击工具2010进一步包括在气缸2034中限定的膨胀腔室2134。膨胀腔室2134包含液压流体并且通过形成在气缸2034内的通路2138(例如,销孔)而与腔室2042流体连通。塞子2142定位在膨胀腔室2134内并且被配置成在膨胀腔室2134内平移以改变膨胀腔室2134的容积。换言之,塞子2142相对于气缸2134移动以改变膨胀腔室2134的容积。通路2138的尺寸被最小化以限制膨胀腔室2134与腔室2142之间的流动并消除在短时间段内产生大的压力的风险,否则可能导致大量的流体流入膨胀腔室2134中。在一些实施例中,通路2138的直径在大约0.4mm与大约0.6mm之间的范围内。在另外的实施例中,通路2138的直径为大约0.5mm。在所展示的实施例中,塞子2142包括环形凹槽2146以及定位在环形凹槽2146内的o形环2150。o形环2150密封塞子2142与膨胀腔室2134之间的滑动接口。因此,塞子2142在膨胀腔室2134内轴向地移动以适应温度和/或压力变化,使得密封后的旋转式旋转冲击机构2000内的流体膨胀或收缩。因此,气缸2034中不需要囊袋或类似的可压缩构件来适应压力变化。
86.随着使用时间延长,旋转冲击机构2000的输出扭矩可能劣化,这是因为密封后的旋转式旋转冲击机构2000内的流体产生热量,并且随着温度升高,流体粘度改变。使用具有较高粘度指数(vi)的流体以减少由于温度变化而产生的粘度变化,从而提供更一致的性能。在一个实施例中,流体粘度指数大于大约2035。在另一实施例中,流体粘度指数大于大约2080。在另一实施例中,流体粘度指数在大约2080与大约2110之间的范围内。在冲击机构2000的实施例中,冲击工具10包括温度传感器,该温度传感器感测旋转冲击机构2000内的流体温度并将该流体温度传达至控制器。控制器被配置成然后对变化的流体温度进行电补偿,以便在不同温度下输出一致的扭矩。
87.在冲击机构2000的操作期间,锤2030和气缸2034一起旋转,并且锤凸耳2070旋转地冲击对应的砧凸耳2078,以向砧2026和输出轴2050赋予连续旋转冲击。当砧2026失速时,锤凸耳2070斜越过砧凸耳2078,使得锤2030抵抗锤弹簧2086的偏置而背离砧2026平移。
88.图9展示了锤缩回阶段的概况,并且图10a至图10c展示了缩回阶段的逐步操作。图10a展示了当锤凸耳2070首先接触砧凸耳2078时的旋转冲击机构2000。图10b展示了当锤2030开始背离砧2026平移时的旋转冲击机构2000。随着锤2030背离砧2026移动,腔室2042中、在锤2030的第一侧2062的液压流体处于低压,而腔室2042中、在锤2030的第二侧2066的液压流体处于高压(图9)。此外,阀组件2098与锤2030一起背离砧2026平移。液压流体穿过盘2106的中心孔口2122和锤孔口2074行进,从而从第二侧2066流到第一侧2062。在缩回阶段结束时(图10c),锤弹簧2086被压缩,并且锤凸耳2070几乎旋转地越过砧凸耳2078。
89.一旦锤凸耳2070旋转地越过砧凸耳2078,则弹簧2086使锤2030朝向砧2026偏置回处于锤返回阶段(图11a至图11c)。图11a展示了当锤2030开始朝向砧2026平移时的旋转冲击机构2000。随着锤2030朝向砧2026移动,腔室2042中、在锤2030的第一侧的液压流体处于标称压力,而腔室2042中、在锤2030的第二侧2066的液压流体处于低压(图11a)。图11b展示
了在锤2030朝向砧2026平移时,阀组件2098处于打开状态的旋转冲击机构2000。在盘2106与后表面2130由于锤2030的两侧2062、2066之间的压力差而分开时,锤弹簧2086使阀壳体2102的凸缘2118保持与锤2030的后表面2130接触。
90.在阀盘2106从锤2030移开的情况下,辅助开口2126置于与锤孔口2074流体连通,从而提供流过阀组件2098的附加流体。换言之,在锤2030朝向砧2026返回时,盘2106背离锤2030偏转,这产生了流过阀组件2098的附加流体。一旦锤2030轴向地返回至砧2026,则阀组件2098返回至关闭状态(图11c),并且冲击组件准备好开始另一冲击和锤缩回阶段。换言之,当锤2030已经返回时,锤2030的两侧2062、2066的压力已经平衡,并且盘2106通过阀弹簧2110的偏置而抵靠锤2030的后表面2130重新安置。因此,当锤2030朝向砧2026返回时,阀组件2098提供流过阀组件2098的附加流体,以便更快地重置锤2030以进行下一次冲击循环。换言之,阀组件2098减少完成冲击循环所用的时间量。
91.图12至图20展示了冲击机构32的另一实施例,下文解释了该冲击机构的某些修改和差异。参考图12和图13,凸轮轴92的前面130包括平行于轴线84延伸的第一纵向孔132和第二纵向孔136。第一弹簧140和第二弹簧144分别安置在第一孔132和第二孔136内。第一偏置销148和第二偏置销152也分别布置在第一孔132和第二孔136中并且分别由弹簧140、144从第一孔132和第二孔136向外偏置。凸轮轴92还包括第一径向孔156(图12)和第二径向孔(未示出,与第一径向孔156相反定位),该第一径向孔和该第二径向孔分别接纳第一横销164和第二横销168。第一横销164和第二横销168通过阻挡第一销148和第二销152中的每一者上的扩口端172而抑制第一偏置销148和第二偏置销152被完全推离第一孔132和第二孔136。因此,横销164、168与销148、152的扩口端172之间的接合使销148、152抵抗弹簧140、144的偏置力而固位在纵向孔132、136内。
92.参考图14至图16,在所展示的实施例中,第一凹槽176和第二凹槽180形成在砧34的后面184中。第一凹槽176和第二凹槽180中的每一者具有平坦表面188,该平坦表面与后面184平行并且限定平面p1,如图16所示。第一凹槽176和第二凹槽180中的每一者还具有一对倾斜表面192,这对倾斜表面分别布置在平坦表面188的相反侧上。倾斜表面192各自相对于平面p1限定角度α(图15)。如图17所示,第一偏置销148和第二偏置销152中的每一者包括与扩口端172相反的截头圆锥形表面196。在所展示的实施例中,截头圆锥形表面196相对于平面p1以同一角度α渐缩。
93.截头圆锥形表面196被配置成与第一凹槽176和第二凹槽180的倾斜表面192接合。具体地,由于第一偏置销148和第二偏置销152由第一弹簧140和第二弹簧144偏置,因而第一弹簧140和第二弹簧144赋予的所施加的力s穿过截头圆锥形表面196传递至第一凹槽176和第二凹槽180的倾斜表面192。如图17所示,所施加的力s可以分解成垂直于轴线84定向的切向力f
t
以及平行于轴线84的轴向力fa。切向力f
t
在作业旋转方向(即,锤104旋转以对砧34赋予旋转冲击的同一方向)上对砧34赋予力矩。在平坦表面188(和平面p1)与后面184之间限定了高度h(图16)。高度h以及角度α取决于应用所期望的切向力f
t
的期望量级可以增大或减小。
94.相较于图1至图2b的实施例,图12至图20的实施例的砧34被旋转地偏置,使得承窝或其所固位的刀头沿“作业方向”(比如紧固件的松动方向或收紧方向)被旋转地偏置。随着凸轮轴92沿作业方向旋转,第一销148和第二销152与该凸轮轴一起旋转,从而反复地移进
和移出第一凹槽176和第二凹槽180。
95.更详细地,第一销148和第二销152在旋转方向上、沿前倾斜表面192向下、沿着平坦表面180、以及沿后倾斜表面192向上移动。随着第一销148和第二销152在它们离开第一凹槽176和第二凹槽180时分别沿后倾斜表面192向上移动,第一销148和第二销152赋予使砧34沿作业旋转方向偏置的切向力f
t
。因此,在锤104沿作业旋转方向旋转地冲击砧34之后,沿同一作业旋转方向对砧34施加力矩,从而减少砧34在沿与作业旋转方向相反的方向的冲击之后所经受的任何角反冲或回弹。这进而减小在(经由承窝或刀头)对紧固件赋予下一次冲击之前对反冲进行补偿所需的砧34的角位移。这还在传递至紧固件的旋转冲击之间减少了冲击机构32内的中间冲击或碰撞的次数(例如,锤104与砧34之间的中间冲击,以使反冲停止并恢复砧34沿作业旋转方向的旋转),这降低了在紧固件驱动过程期间使砧34旋转所需的能量的量。
96.相比之下,在典型的冲击机构(其中,砧未被旋转地偏置)中,在锤每次冲击砧之后,砧响应于(经由承窝或刀头)向紧固件传递旋转冲击而可能倾向于沿与作业旋转方向相反的旋转方向回弹或反冲。因此,在锤向砧递送下一次旋转冲击之前,砧必须在(经由承窝或刀头)向紧固件传递另一旋转冲击之前首先旋转与沿作业旋转方向的反冲相同的角位移。这种“回弹”效应是不期望的,因为该回弹效应可能导致使最终传递至紧固件的旋转冲击能量降低的中间碰撞。
97.图12至图20的实施例有利地增加了最大可达到扭矩水平,提升了达到最大扭矩水平的速度,增大了扭矩的一致性,并且提供了可以估计紧固件上的扭矩的改进手段。根据图12至图20的实施例的冲击机构32还提高了扭矩效率和操作一致性并且减少了振动、噪音和操作时间。图12至图20的实施例对于需要快速驱动紧固件(比如,方头螺栓和甲板螺钉(deck screw))的应用来说是特别有用的。
98.并且,由于存在分别布置在第一凹槽176和第二凹槽180中的每一者的平坦表面188的相反侧上的两个倾斜表面192,因而销148、152与凹槽176、180的组合可操作来沿作业旋转方向对砧34赋予力矩,而不论工具10是用来使紧固件收紧还是松动。换言之,第一凹槽176和第二凹槽180的倾斜表面192中的哪一个被认为是由第一销148和第二销152接合以使砧34沿作业旋转方向偏置的“后”倾斜表面192取决于凸轮轴92和锤104旋转的方向而切换。因此,第一销148和第二销158所施加的偏置总是沿作业旋转方向,使得在图12至图20的实施例中,第一销148和第二销152、弹簧140、144以及凹槽176、180的组合充当偏置装置以使砧34沿作业旋转方向偏置。
99.图17a展示了第一凹槽176和第二凹槽180各自在倾斜表面192中的一个倾斜表面的、倾斜表面192过渡至砧34的后面184的端部处包括边界边200。边界边200各自相对于平面p2限定角度β,该平面平分砧凸耳120的顶点204。如图18至图20所示,取决于所期望的应用,角度β可以在10度与70度之间的范围内增大或减小。在一些实施例中,倾斜表面192可以被形成为平滑的曲面,以在倾斜表面192与砧34的后面184之间提供更平缓的过渡。在一些实施例中,倾斜表面192可以各自包括以不同角度定向的多个相邻表面。
100.在一些实施例中,省去了第一孔132和第二孔136、第一弹簧140和第二弹簧144、以及第一偏置销148和第二偏置销152,而是在凸轮轴92的前面130处布置单板簧垫圈208(图21)或双板簧垫圈212(图22)。在这种实施例中,与垫圈208、212成一体的对应板簧216的远
端214被配置成与倾斜表面192接合,从而以与销148、152相同的方式使砧34沿作业旋转方向偏置,使得在图21和图22的实施例中,垫圈208、212中的每一者充当偏置装置以使砧34沿作业旋转方向偏置。取决于应用,垫圈208、212可以由金属或塑料材料制成。在一些实施例中(未示出),省去了砧34的后面184上的第一凹槽176和第二凹槽180,并且由于摩擦,砧34沿作业方向被旋转地偏置。在一些实施例中,这种摩擦可能在抵靠砧34的后面184通过垫圈208、212、斜垫圈或可压缩垫圈接合的第一销148与第二销152之间产生。在一些实施例中(未示出),类似弹簧的部件可以布置在砧34中以接合抵靠凸轮轴92,使得砧34沿作业方向被旋转地偏置。在一些实施例中,弹簧要么可以联接至砧34要么可以联接至凸轮轴92,以使砧34沿作业旋转方向偏置。在一些实施例中,弹簧可以包括粗锯齿盘弹簧或波形弹簧,粗锯齿盘弹簧或波形弹簧接合抵靠砧34和/或凸轮轴92的倾斜表面以增加扭矩传递。
101.图23是可以联接至砧34的承窝220和紧固件224的示意性展示,其中,砧34(并且因此承窝220)未沿着作业旋转方向rdw被偏置。结果,在砧34和承窝220沿作业旋转方向rdw旋转地冲击紧固件224之后,对承窝220施以反作用力,从而沿相反的旋转方向rdo对承窝220赋予力矩,因此使得承窝220(和所附接的砧34)相对于紧固件224回弹或反冲。如上文所解释的,在下一次冲击之前,砧34必须在承窝220重新接合紧固件224以传递扭矩之前旋转与反冲相同的角距离。
102.相比之下,图24示意性地展示了可以联接至砧34的承窝220和紧固件224,其中,砧34(并且因此承窝)沿作业旋转方向rdw被偏置,如上文根据本披露的实施例所描述的。由于偏置力,承窝220在锤104冲击砧34之前已经在紧固件224上移动至其旋转极限。结果,与图23未提供偏置装置的情况相比,在期间操作,当锤104冲击砧34并且砧34将扭矩传递至承窝220时,从承窝220到紧固件224的扭矩传递更大、更快且更一致。
103.在一些实施例中,砧34通过摩擦联接件沿作业旋转方向被偏置,该摩擦联接件充当偏置装置以使砧34沿作业旋转方向偏置。在一些实施例中,此摩擦联接件经由弹簧和/或可压缩部件来实现。替代性地,可以使用向心调节器。
104.在一些实施例中,砧34通过在砧34与凸轮轴92之间包括粘性区域而沿作业旋转方向被偏置,使得该粘性区域充当偏置装置以使砧34沿作业旋转方向偏置。此粘性区域可以通过具有延伸到凸轮轴92中的突出部的砧34、具有延伸到砧34中的突出部的凸轮轴92、或将粘性力传递至砧34和凸轮轴92中的一者或两者的附加部件而实现。
105.在一些实施例中,砧34通过磁体而沿作业旋转方向被偏置,该磁体使用涡电流将来自凸轮轴92的扭矩提供至砧,使得磁体充当偏置装置以使砧34沿作业旋转方向偏置。此磁体要么可以布置在砧34上要么可以布置在凸轮轴92上。替代性地,可以使用绕组。
106.图25至图30示意性地展示了可以用来使砧34沿作业旋转方向偏置的替代实施例。
107.如图25所示,单个弹簧(比如盘簧)228布置在凸轮轴92与砧34之间,以便使砧34沿作业旋转方向偏置,使得盘簧228充当偏置装置以使砧34沿作业旋转方向偏置。
108.如图26所示,在一些实施例中,液压腔室232布置在凸轮轴92内部以沿作业旋转方向对砧34施加力矩,使得液压腔室232充当偏置装置以使砧34沿作业旋转方向偏置。在图26的实施例中,砧34具有穿过凸轮轴92和马达18延伸至工具10后方的向后延伸部236,其中,布置有传感器240以检测向后延伸部236(并且因此砧34)的旋转。与使用一个或多个上游驱动部件(例如,转子80)来估计砧34的位置相比,通过直接测量砧34的旋转,可以更准确地确
定砧34的旋转位置。
109.如图26中所展示的,传感器240在马达18后方。在一些实施例中,传感器240包括磁体242和定向磁传感器或其他旋转传感器。在一些实施例中,传感器240包括霍尔效应传感器或编码器。响应于传感器240检测到向后延伸部236的旋转,可以调节马达18的操作。在一些实施例中,省去了使砧34沿作业旋转方向偏置的液压腔室232,但是保留向后延伸部236和传感器240。也就是说,向后延伸部236和传感器240可以结合到其他实施例(比如,本文描述和展示的那些实施例)中以监测砧34的位置和/或旋转粘性。
110.如图27所示,在另一实施例中,砧34包括延伸穿过凸轮轴92的向后延伸部244,并且弹簧248布置在转子80的前端与向后延伸部244之间,使得转子80(经由弹簧248)可以用作偏置装置以使砧34沿作业旋转方向偏置。在一些实施例中,替代弹簧248,可以使用马达18的高速而产生的涡电流来使砧34沿作业旋转方向偏置。在一些实施例中,联接至转子80的磁体(未示出)在向后延伸部244上产生涡电流以使砧34沿作业旋转方向偏置。在一些实施例中,转子80可以延伸穿过凸轮轴92的整体或部分以对砧34施以偏置扭矩。
111.如图28所示,在一些实施例中,砧34包括穿过凸轮轴92和马达18延伸至工具10后方的向后延伸部252,其中,布置有传感器256以检测向后延伸部252(并且因此砧34)的旋转。并且,弹簧260布置在凸轮轴92内部以偏置键接构件264,该键接构件与砧34摩擦接合,从而使砧34沿作业旋转方向偏置,使得弹簧260和键接构件264充当偏置装置以使砧34沿作业旋转方向偏置。在一些实施例中,传感器256以与传感器240相同的方式起作用,使得响应于传感器256检测到向后延伸部252的旋转,可以调节马达18的操作。
112.在图29所示的实施例中,砧34包括卡在凹部272内但从这些凹部部分地延伸的一个或多个弹簧268。弹簧268分别使销274偏置出凹部272。在图29的实施例的操作中,锤凸耳118在接触砧凸耳120之前接触销274,从而沿作业旋转方向对砧34赋予力矩,使得弹簧268和销274充当偏置装置以使砧34沿作业方向偏置。随着锤104继续旋转,弹簧268压缩到凹部272中并且锤凸耳118冲击砧凸耳120以沿作业旋转方向驱动砧34。在一些实施例中,弹簧268、凹部272和销274布置在砧34的接合承窝的远侧部分上,使得砧34沿作业旋转方向朝向承窝被偏置。在一些实施例中,弹簧268、凹部272和销274布置在承窝上,使得承窝沿作业旋转方向朝向(例如)螺栓或螺母被偏置。
113.在一些实施例中,砧34和锤104中的一者或两者被磁化,使得砧34沿作业旋转方向由锤104偏置。因此,磁化后的砧34和/或锤104充当偏置装置以使砧34沿作业旋转方向偏置。在操作中,随着锤凸耳118接近砧凸耳120但是在锤凸耳118冲击砧凸耳120之前,由于锤104与砧34之间存在磁斥力,因而沿作业旋转方向对砧34赋予力矩。随后,锤104继续旋转并且锤凸耳118冲击砧凸耳120以沿作业旋转方向驱动砧34。
114.在一些实施例中,冲击壳体30包括绕组,这些绕组充当偏置装置以使砧凸耳120沿作业旋转方向偏置。绕组可以置于砧凸耳120的前方或包围砧凸耳的圆周。在一些实施例中,印刷电路板或电路集成到冲击壳体30中或附近以提供照明并使砧34沿作业旋转方向偏置。在一些实施例中,锤104对砧34的冲击推动部件旋转地渐进,从而使砧34沿冲击方向偏置。
115.如图30的实施例所示,外部块体276经由粘性材料层280联接至承窝220。随着承窝220从砧34接收扭矩,由于锤104向砧34递送的能有的反复的冲击,使得外部块体276旋转。
在冲击之间,外部块体276由于其惯性而保持沿作业旋转方向旋转,这使得砧34沿作业旋转方向经由粘性材料层280被偏置。因此,外部块体276和粘性材料层280充当偏置装置以使砧34沿作业旋转方向偏置。在一些实施例中,可以采用棘轮来增大传递至外部块体276的扭矩。在一些实施例中,此外或替代粘性材料层280而包括弹簧(未示出),以便通过将扭矩传递至外部块体276或从该外部块体传递扭矩而使承窝220沿作业旋转方向偏置。
116.上述的使砧34或承窝220沿作业旋转方向偏置的偏置装置中的任何偏置装置均可以与冲击机构32、冲击机构1000或冲击机构2000的实施例一起实施。对于上述的非粘性实施例中的任何非粘性实施例,可以期望的是使砧34或承窝220仅沿一个方向偏置。例如,使砧34或承窝220仅沿与作业旋转方向相反的方向偏置的一个好处在于,工具输出的用于分离的扭矩可能比工具可以输出的用于安置螺栓的扭矩更大。
117.图31示意性地展示了具有壳体288和马达292的动力工具284,该马达布置在壳体288中并且被配置成向撞击机构296提供扭矩。撞击机构296被配置成将来自马达292的持续扭矩输入转换成对工件、紧固件或工具刀头300的连续轴向冲击。具体地,撞击机构296包括砧304,该砧被配置成将连续轴向冲击递送至工件、紧固件或工具刀头300。撞击机构296还包括用于使砧304沿轴向方向朝向工件、紧固件或工具刀头300偏置的装置308。因此,在砧304沿第一方向向工件、紧固件或工具刀头300递送轴向冲击之后,偏置装置308抑制砧304沿与第一方向相反的第二方向回弹。在一些实施例中,动力工具284是掌上钉机(其中,砧304朝向工件被偏置)。在一些实施例中,动力工具284是旋转锤(其中,砧304朝向工件被轴向地弹簧偏置)。在一些实施例中,偏置装置308是压缩弹簧。在其他实施例中,偏置装置308可以是波形弹簧、一对互斥的磁体等。
118.在所附权利要求中阐述了本发明的多种不同特征。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1