一种二次精准轮廓定位工装结构的制作方法
本发明涉及搭建机械手抓料领域,尤其是涉及定位抓料结构领域,具体为一种带有二次轮廓定位工装的机械结构。
背景技术:
1、二次轮廓定位结构被使用于搭建机械手抓料结构中,在抓料机构中被广泛利用。
2、在使用过程中,机械手可以根据编程控制移动到制定的地方对料片进行抓取,在实际应用中,由于对料件的空间位置要求精度比较高,自动上料很难达到很高的精度,往往导致入料的准确率不高,且多次失准,需要重新校验,因此在机械手抓料的准确性低的情况下,也会直接影响机械手的寿命,成本和效率也是受到了极大的影响。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种二次精准轮廓定位工装结构,用于解决现有技术的难点。
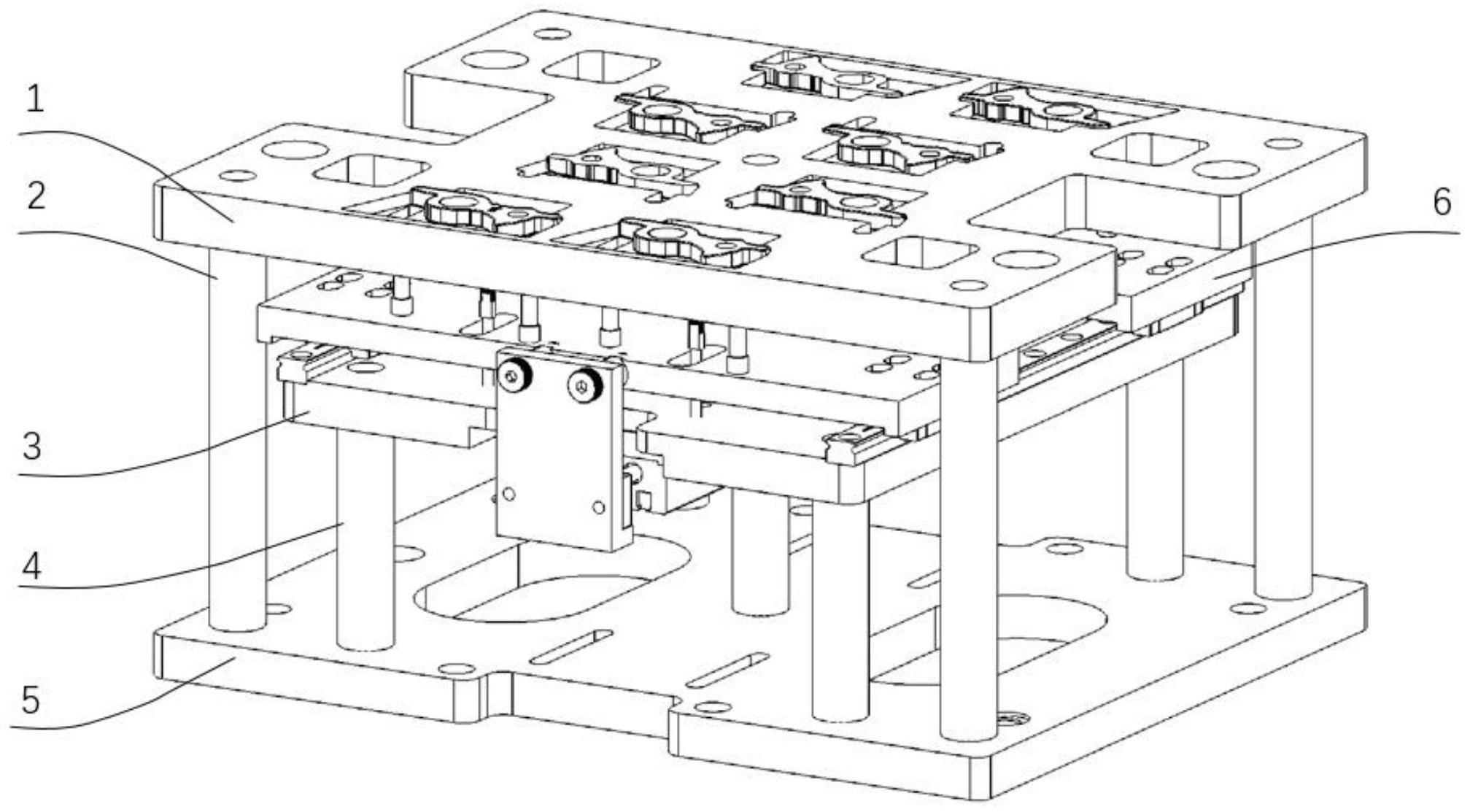
2、为实现上述目的及其他相关目的,本发明提供一种二次精准轮廓定位工装结构,包括:
3、工装底板5;
4、轮廓定位组件,所述轮廓定位组件安装在工装底板5的顶部,所述轮廓定位组件内的轮廓定位板1上表面设置有开口向上的轮廓仿形腔19;
5、检测组件,检测料件的接近传感器安装在轮廓定位板上的方向轮廓内,每个仿形腔的料件都有检测功能;
6、定位气缸支撑件,所述定位气缸支撑件安装在工装底板5的顶部,位于轮廓定位组件的内部;
7、定位推杆组件,所述定位推杆组件通过直线滑轨组件单元安装定位气缸支撑件的顶部;
8、定位气缸组件,所述定位气缸组件安装在定位气缸支撑件上,所述定位气缸组件的一端通过连接板12与定位推杆组件连接并驱动定位推杆组件沿着直线滑轨组件前后移动,所述连接板12和定位气缸组件之间还安装有缓冲组件。
9、根据优选方案,轮廓定位组件包括:
10、轮廓定位板1,所述轮廓定位板1的顶部设置有多个所述轮廓仿形腔19,每个所述轮廓仿形腔19上还设置有定位推杆9穿过的定位孔18;
11、接近传感器21,安装在轮廓定位板1上的方向轮廓内,每个仿形腔的料件都有检测功能,若有缺料情况,通过实时监控,机械手会对应的补充一个料件到仿形腔内;
12、一号等高柱2,所述轮廓定位板1的底部四周和中心通过一号等高柱2安装固定在工装底板5上。
13、根据优选方案,定位孔18设置在轮廓定位板1的两侧,平行设置,且定位孔18的结构成椭圆形。
14、根据优选方案,轮廓仿形腔19设置有8个,阵列状布置。
15、根据优选方案,定位气缸支撑件包括:
16、定位气缸固定板3,所述定位气缸固定板3平行且同轴设置在轮廓定位板1的底部;
17、二号等高柱4,所述定位气缸固定板3的底部四周和中心通过二号等高柱4安装固定在工装底板5上。
18、根据优选方案,定位推杆组件包括:
19、推板6,所述推板6设置有一对,一对所述推板6沿着直线滑轨组件呈相反方向运动,
20、定位推杆9,所述定位推杆9竖直安装在推板6上,当推板6处缩回状态时,定位推杆9 的顶部与定位孔18对准设置。
21、根据优选方案,直线滑轨组件包括:
22、滑块14,所述推板6通过螺钉固定在滑块14上;
23、滑轨13,所述滑块14设置在滑轨13上带动推板6滑动,所述滑轨13固定安装在定位气缸固定板3的两侧。
24、根据优选方案,定位气缸组件包括:
25、定位气缸17,所述定位气缸17设置有一对,分别通过定位气缸调节板15安装在定位气缸固定板3的底部两侧,两者相反设置;
26、连接板12,所述连接板12的顶部通过等高螺钉11与推板6的侧面安装,底部与定位气缸17的气缸轴连接。
27、根据优选方案,定位气缸固定板3的两侧对应连接板12的位置设置有凹入的安装槽20。
28、根据优选方案,缓冲组件采用压缩弹簧10,所述压缩弹簧10套设在等高螺钉11上,设置在连接板12和推板6之间。
29、根据优选方案,压缩弹簧10在每组连接板12上均设置有一对,等高螺钉11也设置有一对。
30、根据优选方案,轮廓定位板1顶部设置有一号导套8,工装底板5的底部设置二号导套 16。
31、根据优选方案,一号导套8和二号导套16分别设置有多个,用于与抓料机构之间的相互定位,实现工装机构快速切换。
32、根据优选方案,定位气缸17上还安装有磁性传感器,当定位气缸17发生机械机械卡死时,气缸行程没有到位,传感器感应无信号,就会快速响应信息,提示工装的异常现象。
33、本发明采用了直线滑轨的运动方式,精确的控制的推杆的运动位置;同时推板的定位螺钉有压缩弹簧,起到压缩缓冲的作用,有效的防止料件的过压,避免了料件飞出工装外,大大的保护可料件;定位气缸上有磁性感应开关,当气缸发生位置异常时,可快速反应报警,实现快速响应。
34、下文中将结合附图对实施本发明的最优实施例进行更详尽的描述,以便能容易地理解本发明的特征和优点。
技术特征:
1.一种二次轮廓定位工装结构,其特征在于,包括:
2.根据权利要求1所述的二次轮廓定位工装结构,其特征在于,所述轮廓定位组件包括:
3.根据权利要求2所述的二次轮廓定位工装结构,其特征在于,所述定位气缸支撑件包括:
4.根据权利要求3所述的二次轮廓定位工装结构,其特征在于,所述定位推杆组件包括:
5.根据权利要求4所述的二次轮廓定位工装结构,其特征在于,所述直线滑轨组件包括:
6.根据权利要求5所述的二次轮廓定位工装结构,其特征在于,所述定位气缸组件包括:
7.根据权利要求6所述的二次轮廓定位工装结构,其特征在于,所述缓冲组件采用压缩弹簧(10),所述压缩弹簧(10)套设在等高螺钉(11)上,设置在连接板(12)和推板(6)之间。
8.根据权利要求7所述的二次轮廓定位工装结构,其特征在于,所述轮廓定位板(1)顶部设置有一号导套(8),工装底板(5)的底部设置二号导套(16)。
技术总结
本发明提供一种二次精准轮廓定位工装结构,用于嵌件注塑自动化等类似零部件搬运过程中的二次精准定位,降低视觉机械手首次定位精度,可提高首次搬运和定位效率,降低成本提高整体结构的可靠性,此结构包括工装底板;轮廓定位组件安装在工装底板的顶部,轮廓定位板上表面设置有开口向上的轮廓仿形腔;每个轮廓仿形腔都有接近传感器检测料件;定位气缸支撑件安装在工装底板的顶部。本发明采用直线滑轨精确控制推杆的运动位置;同时推板的定位螺钉有压缩弹簧,起到压缩缓冲作用,防止料件过压和飞出,大大的保护料件;定位气缸上有磁性感应开关,当气缸发生位置异常时,可快速反应报警,实现快速响应。
技术研发人员:徐尚华
受保护的技术使用者:无锡科里斯特科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!