一种飞机短舱装配工装及装配方法
1.本发明属于飞机部件装配技术领域,具体涉及一种飞机短舱装配工装及装配方法。
背景技术:
2.在航空领域中,短舱是飞机的一种配套设备,飞机短舱在装配过程中,一般为采用短舱工装与短舱机身对接定位后,再通过工装定位以及构型结构夹紧的方式在短舱工装上分段式装配飞机短舱的各个零部件,目前短舱工装主体采用分段式设计,每一段负责对短舱部分区域零件进行定位夹紧,完成后,再对其拆卸并拆出段舱,再进行下一端工装安装,以此方式对短舱进行装配。然而由于飞机短舱的各个零部件数量较多,其装配工装上需要设置较多的定位件,且由于短舱零部件较多,装配工装较复杂,也使得短舱装配过程复杂且周期较长。
技术实现要素:
3.本发明的目的在于提供一种飞机短舱装配工装及装配方法,以解决现有技术中存在的问题。
4.为实现上述目的,本发明提供如下技术方案:一种飞机短舱装配工装,包括支撑框架、外形卡板组件、铰链定位板组件、框定位组件和若干个定位基座;
5.所述外形卡边组件包括依次设置于支撑框架顶端的第一外形卡板、第二外形卡板、第三外形卡板和第四外形卡板,所述第一外形卡板、所述第二外形卡板、所述第三外形卡板和所述第四外形卡板均通过所述定位基座连接于所述支撑框架上;
6.所述铰链定位板组件设置于所述第二外形卡板和第三外形卡板之间,所述铰链定位板组件包括若干个铰链定位板,若干个所述铰链定位板均通过所述定位基座一一对称的设置于所述支撑框架顶端的相对两侧;
7.所述框型定位组件包括轴向定位板、框型定位板、第一框型定位件、第二框型定位件和第三框型定位件,所述轴向定位板设置于所述第二外形卡板和第三外形卡板之间,所述轴向定位板的相对两端分别通过所述定位基座固定于所述支撑框架的顶端,所述框型定位板固定于所述轴向定位板上,所述第一框型定位件固定于所述第一外形卡板上,所述第二框型定位件和所述第三框型定位件分别设置于所述框型定位板的相对两端端部。
8.优选的,所述支撑框架顶端的相对两侧边上分别设有若干个校准基座。
9.优选的,所述支撑框架的底端设有四个万向轮。
10.优选的,所述轴向定位板上且对应于所述框型定位板的位置处设有两块安装板,两块所述安装板和所述框型定位板平行设置,且所述框型定位板插接于两块所述安装板之间,所述框型定位板和两块所述安装板之间连接。
11.优选的,所述铰链定位板上还固定设有固定板定位挡块。
12.优选的,所述定位基座和所述支撑框架之间通过螺栓和定位销连接,且所述定位
基座和所述支撑框架之间设有垫块。
13.优选的,所述铰链定位板上穿插有卡簧定位轴销,所述卡簧定位轴销的卡簧槽内设置有卡簧。
14.一种使用飞机短舱装配工装的装配方法,包括以下步骤:
15.步骤一:通过外形卡板组件配合框定位组件对飞机短舱的各个骨架框定位以及固定;
16.步骤二:通过固定板定位挡块对飞机短舱的固定板进行定位组装;
17.步骤三:通过铰链定位板组件将对应的飞机短舱的铰链定位并固定在骨架定位板上;
18.步骤四:对骨架框定位安装飞机短舱的外件;
19.步骤五:拆卸其中的铰链定位板、轴向定位板、第一框型定位件、第二框型定位件、第三框型定位件和固定板定位挡块。
20.与现有技术相比,本发明的有益效果是:
21.本发明公开的一种飞机短舱装配工装,采用外形卡板组件配合框定位组对风机短舱骨架整体定位固定,并通过铰链定位板组件将固定骨架定位板的飞机短舱的铰链进行定位,从而使得安装飞机短舱的外件更加精准,而在逐个安装飞机短舱的外件过程中,依次拆卸第一框型定位件、第二框型定位件、铰链定位板、轴向定位板、第三框型定位件及固定板定位挡块,此时整个飞机短舱位于支撑框架的外形卡板组件上,因此整个飞机短舱装配工作中,采用本发明中飞机短舱装配工装一体式对飞机短舱装配,整体装配工作更加程序化,除了工装本身安装方便外,对短舱装配过程更加简单;
22.本发明公开的一种使用飞机短舱装配工装的装配方法,能够实现对飞机短舱从骨架至外件整体化安装,操作便捷,降低装配周期。
附图说明
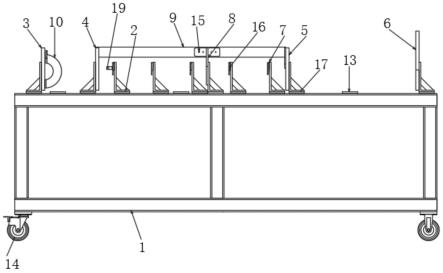
23.图1为本发明的主视示意图;
24.图2为图1的俯视示意图;
25.图3为本发明的铰接定位板连接放大结构示意图;
26.图4为本发明的步骤五实施后主视示意图;
27.图5为本发明的步骤五实施后侧视示意图;
28.图6为飞机短舱构件示意图。
29.图中:支撑框架1、定位基座2、第一外形卡板3、第二外形卡板4、第三外形卡板5、第四外形卡板6、铰链定位板7、轴向定位板8、框型定位板9、第一框型定位件10、第二框型定位件11、第三框型定位件12、校准基座13、万向轮14、安装板15、固定板定位挡块16、垫块17、18卡簧、19卡簧定位轴销。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
31.参阅图1、图2、图3、图4和图5,一种飞机短舱装配工装,包括支撑框架1、外形卡板
组件、铰链定位板组件、框定位组件和20个定位基座2;支撑框架1为矩形体结构,支撑框架1包括底架、顶架、四根支柱和顶板,底架和顶架均为矩形框架结构,在制备时底架和顶架均为采用方钢型材焊接而成,底架和顶架之间通过四根支柱连接,支柱和底架以及顶架之间均采用焊接的方式固定连接,顶板固定焊接于顶架上。
32.外形卡边组件包括从左至右依次设置于支撑框架1上的第一外形卡板3、第二外形卡板4、第三外形卡板5和第四外形卡板6,第一外形卡板3、第二外形卡板4、第三外形卡板5和第四外形卡板6均螺栓固定在定位基座2上,定位基座2螺栓固定在支撑框架1的顶板上。
33.铰链定位板组件设置于第二外形卡板4和第三外形卡板5之间,铰链定位板组件包括十个铰链定位板7,十个铰链定位板7均螺栓固定在定位基座2上部,并且每两个铰链定位板7均对称的设置于支撑框架1的顶板的前后两侧。
34.框型定位组件包括轴向定位板8、框型定位板9、第一框型定位件10、第二框型定位件11和第三框型定位件12,轴向定位板8设置于第二外形卡板4和第三外形卡板5之间,安装时,轴向定位板8的相对两端分别螺栓固定在定位基座2上,而定位基座2螺栓固定在支撑框架1的顶板上,框型定位板9螺丝固定在轴向定位板8上,第一框型定位件10螺丝固定在第一外形卡板3上,第二框型定位件11和第三框型定位件12分别设置在框型定位板9的相对两端端部,安装时,第二框型定位件11和第三框型定位件12分别通过可插拔定位销与框型定位板9连接。
35.为了在组装时能够进行快速的基准定位,支撑框架1顶端的相对两侧边上分别设有若干个校准基座13。
36.为了便于移动整个短舱装配工装,支撑框架1的底端螺栓固定有四个万向轮14。
37.为了便于外形卡板组件和铰链定位板组件的拆装,第一外形卡板3、第二外形卡板4、第三外形卡板5、第四外形卡板6以及铰链定位板7与定位基座2之间均通过可插拔定位销连接。
38.为了便于框型定位板9和轴向定位板8之间的拆装,轴向定位板8上且对应于框型定位板9的位置处设有两块安装板15,两块安装板15和框型定位板9平行设置,安装时,框型定位板8插接于两块安装板15之间,且框型定位板8和两块安装板15之间通过可插拔定位销连接。
39.为了进一步提高飞机短舱上固定板的安装精度,铰链定位板7上还固定设有固定板定位挡块16。
40.定位基座2和支撑框架1之间插入垫块17,且螺栓贯穿垫块17。
41.铰链定位板7上穿插有卡簧定位轴销19,卡簧定位轴销19的卡簧槽内设置有卡簧18,卡簧定位轴销19用于穿插铰链和定位板,在通过卡簧18的限位,可将铰链和定位板固定。
42.在制备时为了最大限度的减轻装配工装整体的重量,第一外形卡板3、第二外形卡板4、第三外形卡板5、第四外形卡板6、铰链定位板7、轴向定位板8、框型定位板9、第一框型定位件10、第二框型定位件11、第三框型定位件12、安装板15和固定板定位挡块16均采用7075铝型材加工而成。
43.参阅图1、图2、图3、图4、图5和图6,一种使用飞机短舱装配工装的装配方法,包括以下步骤:
44.步骤一:通过外形卡板组件配合框定位组件对飞机短舱的各个骨架框定位以及固定,其中骨架框包括钛合金圈和加强圈,具体为:第一框型定位件10插入钛合金圈并螺栓固定钛合金圈的沿螺孔,第二框型定位件11插入加强圈1并螺栓固定加强圈一,第三框型定位件12插入加强圈二并螺栓固定加强圈二,从而实现对飞机短舱的各个骨架框定位以及固定;
45.步骤二:通过固定板定位挡块16对飞机短舱的固定板进行定位组装,并将固定板与骨架框进行固定,具体为:通过螺栓将飞机短舱的固定板锁固在各个固定板定位挡块16;
46.步骤三:通过铰链定位板组件将对应的飞机短舱的铰链定位并固定在骨架定位板上,具体为:用卡簧定位轴销19贯穿各个铰链定位板7和飞机短舱的铰链,并在卡簧定位轴销19的卡簧槽内压入卡簧18,实现对飞机短舱的铰链定位并固定;
47.步骤四:对骨架框定位安装飞机短舱的外件,其中外件包括前缘蒙皮、进气道内外蒙皮,上下风扇罩及反推,具体为:将前缘蒙皮之间螺栓固定,完成后,逐个将进气道内蒙皮插入前缘蒙皮内扣槽内,并通过螺栓将进气道内蒙皮之间相互固定,逐个将进气道外蒙皮套入前缘蒙皮外扣槽内,并通过螺栓将进气道外蒙皮之间相互固定,并将进气道内蒙皮和进气道外蒙皮配合间隙套入钛合金圈,并且钛合金圈内缘设有的安装孔内穿入螺栓,螺栓锁紧进气道内蒙皮内设有的丝孔中,将上风扇罩和下风扇罩逐个扣在加强圈一和加强圈二上,并且上风扇罩和下风扇罩的一端内凹缘插入进气道内外蒙皮一端内凸缘中,上风扇罩和下风扇罩贴合处通过螺栓锁固,反推一端台阶套入上下风扇罩贴合后另一端台阶,并通过铆钉固定;
48.步骤五:拆卸其中的铰链定位板7、轴向定位板8、第一框型定位件10、第二框型定位件11、第三框型定位件12和固定板定位挡块16,具体为:当安装前缘蒙皮和进气道内外蒙皮时,拆卸第一框型定位件10和第二框型定位件11,当安装上下风扇罩时,先拆卸铰链定位板7上的卡簧定位轴销19,再拆卸铰链定位板7,接着拆卸轴向定位板8、第三框型定位件12以及固定板定位挡块16。
49.此时整个飞机短舱位于支撑框架1的外形卡板组件上,如果需要进行展示可推动该工装,通过万向轮14的滚轮在地面上滚动,方便推送至展厅,如果不需要展示,可将飞机短舱从外形卡板组件上取下即可。
50.以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1