一种卫生用品及其裁切模具和裁切工艺的制作方法
1.本发明涉及卫生用品生产制备领域,特别是涉及一种卫生用品及其裁切模具和裁切工艺。
背景技术:
2.现有卫生用品在芯体制备和产品成型阶段,均要经过裁切工艺步骤。现有卫生用品1和其芯体2大多是采用辊筒对产品原料10进行独立分体裁切,每个裁切的卫生用品1和芯体2之间会有6-10mm的边角量空余11,如附图1和2所示,导致原料的3-7%的材料被切掉,造成原料浪费,成本增加。
3.为了解决生产成本的问题,在先发明专利申请cn201910194772.6,发明名称为一种能够节约生产成本的卫生巾裁切模具及其切分工艺,其中辊筒的刀刃采用互不接触的左刀刃和右刀刃,这样裁切完的卫生巾产品还需要直切刀刃进行切分,增加了工艺步骤,降低成本效果有限。在先发明专利申请cn201910195055.5,发明名称为一种用于卫生巾生产线的裁切模具及其切分工艺,其中辊筒的刀刃采用一首尾相接的曲线,生产时需要两个辊筒前后对齐设置,两个辊筒不仅增加设备复杂性,还需要两个滚筒角度的相互配合,否则无法实现产品的对齐切分,工艺设备复杂,步骤繁琐,同样无法真正解决降低成本的问题。
4.由此可见,上述现有的卫生用品裁切模具和裁切工艺在结构、方法与使用上,显然仍存在有不便与缺陷,而亟待加以进一步改进。如何能创设一种新的卫生用品及其裁切模具和裁切工艺,使其通过对模具外周刀刃形状的改进,不仅能减少产品材料浪费,还能完成一次性切分,达到成本的真正控制,且设备简单、步骤简便,成为当前业界极需改进的目标。
技术实现要素:
5.本发明要解决的技术问题是提供一种卫生用品的裁切模具,使其通过对模具外周刀刃形状的改进,不仅能减少产品材料浪费,还能完成一次性切分,达到成本的真正控制,且设备简单、步骤简便,从而克服现有的卫生巾产品裁切模具的不足。
6.为解决上述技术问题,本发明提供一种卫生用品裁切模具,包括辊筒,所述辊筒的周向表面设置有裁切刀刃,所述刀刃的形状为由一条曲线环绕所述辊筒表面一周后不间断的完成折返形成的带分割线的环形结构,且所述曲线的两个端头与所述曲线的折返处两侧分别对接。
7.进一步改进,所述曲线的折返处呈外凸弧形。
8.进一步改进,所述外凸弧形的最大深度不超过10mm。
9.进一步改进,所述环形结构的外部轮廓与卫生用品的外形轮廓一致。
10.进一步改进,所述环形结构的外部轮廓与卫生用品的芯体外周轮廓一致。
11.作为本发明的又一改进,本发明还提供上述卫生用品裁切模具的裁切工艺,通过在卫生用品生产线上设置所述裁切模具,所述生产原料被所述裁切模具的环形刀刃裁切出首尾形状相接的卫生用品,且一次性完成切分。
12.作为本发明的另一改进,本发明还提供一种卫生用品,所述卫生用品由上述的卫生用品裁切模具裁切而成,所述卫生用品的外周形状为首尾形状相接结构。
13.采用这样的设计后,本发明至少具有以下优点:
14.1.本发明卫生用品裁切模具通过对其辊筒外周刀刃形状的改进,使其能一次性完成卫生用品的裁切,尤其是产品首尾相接的形状,能真正解决边角料浪费的问题,使成本可控。
15.2.还通过内切辊筒的设置,能形成与卫生用品相匹配的芯体结构,更优的达到对芯体原料的不浪费效果,进一步降低成本。
16.3.还通过卫生用品裁切工艺的限定,一次性完成卫生用品的裁切,简单方便,快捷高效,使形成的卫生用品首尾形状相接,减少产品之间的边角料浪费。且由于向内凹部处于卫生用品尾端,并不会影响卫生用品的使用,形成外形新颖、美观,具观赏性的新产品。
附图说明
17.上述仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,以下结合附图与具体实施方式对本发明作进一步的详细说明。
18.图1是现有卫生用品外形轮廓裁切后的结构示意图。
19.图2是现有卫生用品芯体外周轮廓裁切后的结构示意图。
20.图3是本发明卫生用品外形轮廓的裁切模具结构示意图。
21.图4是本发明卫生用品外形轮廓裁切后的结构示意图。
22.图5是本发明卫生用品芯体外周轮廓裁切后的结构示意图。
具体实施方式
23.本发明卫生用品裁切模具通过对其辊筒外周刀刃形状的改进,使其能一次性完成卫生用品的裁切,更为重要的是产品首尾相接的形状,真正解决边角量浪费的问题,成本可控。本实施例卫生用品裁切模具以卫生巾产品的裁切模具为例,对本技术技术方案进行详细说明,不应理解为是对本技术的任何限制。其具体实施例如下。
24.参照附图3所示,本实施例卫生用品裁切模具,包括辊筒3,所述辊筒3的周向表面设置有裁切刀刃4。所述刀刃4的形状为由一条曲线环绕所述辊筒表面一周后不间断的完成折返形成的带分割线的环形结构,且所述曲线的两个端头41与所述曲线的折返处42两侧分别对接。所述曲线的两个端头41不对接,产生类似两端重叠的环形跑道结构。
25.本实施例中所述曲线的折返处42呈外凸弧形结构,当然该结构可根据最后成形产品首尾相接形状的结构设定。本实施例中所述折返处42呈外凸弧形结构,且该外凸弧形结构为卫生用品5的前端部,这样与其形状相接的卫生用品5后端部形成内凹结构,如附图4所示。
26.为了保证形成的卫生用品5不影响其吸附使用功能,所述外凸弧形的最大深度不超过10mm。且由于向内凹部处于卫生用品尾端,更不会影响卫生用品的使用,且外形新颖、美观。
27.本实施例中所述刀刃4形成的环形结构的外部轮廓,尤其是其侧部轮廓,可以根据卫生用品5的外形轮廓设定,即卫生用品5的外切辊筒。
28.当所述刀刃4形成的环形结构的外部轮廓与卫生用品芯体6的外周轮廓一致时,形成卫生用品芯体6的内切辊筒。使用该芯体内切辊筒能形成形状与卫生用品5外形轮廓相匹配的卫生用品芯体6,同样均能达到节约材料,控制成本的目的。更优的,所述芯体内切辊筒由于芯体外周规整,能达到不浪费任何材料的技术效果,如附图5所示。
29.利用上述的卫生用品裁切模具,实现卫生用品5的裁切工艺时,通过在现有卫生用品生产线上设置本技术的所述裁切模具,所述生产原料10在被生产线沿所述辊筒3转动方向传动时,所述辊筒3的环形刀刃4对生产原料10进行裁切,一次性裁切出首尾形状相接的卫生用品5,减少产品之间的边角料浪费。且各个裁切产品能在裁切的同时一次性完成切分,简单方便,快捷高效。同样,卫生用品芯体6的裁切工艺同上,一次性完成芯体6的裁切和切分。
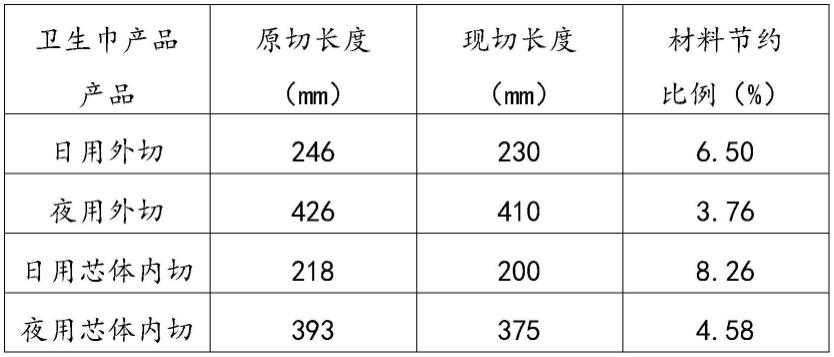
30.本实施例以现在日用240mm和加长夜用420mm的卫生巾产品为例,对现有裁切工艺和本技术裁切工艺导致的材料节约数据进行对比,具体数据如下表1。
31.表1现有裁切工艺和本技术裁切工艺导致的材料节约数据对比
[0032][0033]
从上表1可知,通过本技术裁切模具的改进,本技术裁切工艺能够实现卫生用品外切生产中节约3%-7%材料的技术效果,芯体内切生产中节约4%-9%材料的技术效果,尤其对于芯体内切,可以达到完全不浪费材料的目的,效果尤为显著。
[0034]
在本发明的描述中,需要说明的是,除了本技术中叙述的辊筒外周刀刃的改进,关于所述辊筒的其它部分结构以及其与环境部件的连接关系均采用现有卫生用品生产线设备和结构或做局部微调,实现所述辊筒中改进刀刃对卫生用品原料的裁切。并且,本技术中卫生用品可以为卫生巾、失禁垫、安心垫、吸水巾或纸尿片,还可以为所述卫生用品生产过程中的任意原料层,包括任意芯体层,也可以为多层原料层形成的中间产品或最终产品。
[0035]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,本领域技术人员利用上述揭示的技术内容做出些许简单修改、等同变化或修饰,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1