用于进行准确拾放的打印式基准系统的制作方法
本公开总体上涉及制造飞行器,特别地,涉及制造飞行器的复合部件的方法、设备、系统以及计算机程序产品。
背景技术:
1、由碳纤维组成的复合材料可以是干燥的,或预浸料形式,其中在碳纤维材料中注入树脂。这些复合材料可以采取层片(ply)的形式。可以将这些层片切割成期望形状并敷设在工具中。可以将工具中的层片进行固化,以形成复合部件。
2、这种形成复合部件的过程涉及处理层片的多个步骤。操作人员可以在诸如切割器平板(flatbed)这样的工作区域中敷设层片,在该工作区域中,可以应用切割器至具有期望尺寸的形状。当切口的尺寸较大时,一个或多个操作人员从废料中移出层片,并将该层片运输至另一位置以供进一步加工或存放(storage)。当可以接受时,该过程可以涉及卷起和折叠层片。使用一种进一步的加工,可以将层片放置在工具上,其中层片的边界与激光投影对准。
3、使用操作人员进行这种类型的加工可能比所期望的更慢且更乏味。此外,该过程是劳动密集型的,并且在处理期间容易损坏层片。
4、可以将自动化系统用于处理层片。例如,机器人系统上的末端执行器可以执行拾放(pick and place)操作,其中,具有诸如真空的粘附表面的末端执行器可以将层片移动至不同位置并定位层片,以进行加工。这些自动化系统可能在不同操作期间在准确地定位复合层片方面存在误差。这些误差会导致最终的复合部件超出公差范围。
5、因此,期望具有一种考虑至少一些上面讨论的问题,以及其它可能问题的方法和装置。例如,期望具有这样的一种方法和设备,即,其克服了在用于制造复合部件的期望公差内放置复合层片的技术问题。
技术实现思路
1、本公开的实施方式提供了一种用于制造复合部件的方法。根据复合部件的层片形状模型,在复合层片上标识针对一组基准标记的一组参考位置。在复合层片上的该组参考位置处创建该组基准标记。切割复合层片,以使复合层片具有根据层片形状模型限定的形状。
2、本公开的另一实施方式提供了一种用于制造复合部件的方法。使用自动化制造设备切割复合层片,以使复合层片具有根据复合部件的层片形状模型限定的形状。使用自动化制造设备在复合层片上的一组参考位置处创建一组基准标记。
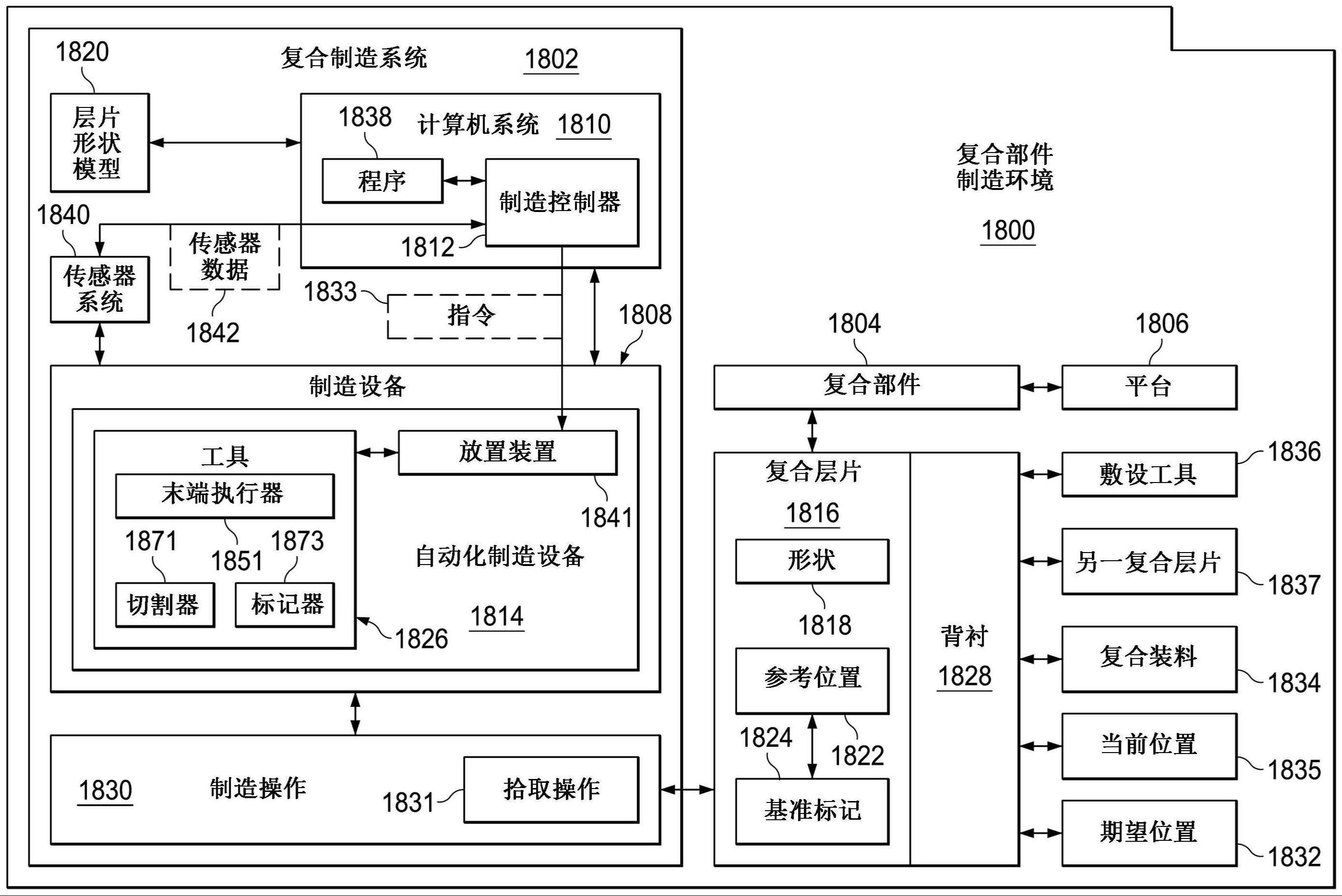
3、本公开的又一实施方式提供了一种复合制造系统,该复合制造系统包括制造设备以及计算机系统中的制造控制器。该制造控制器控制制造设备,以根据复合部件的层片形状模型,在复合层片上标识针对一组基准标记的一组参考位置;在复合层片上的该组参考位置处创建该组基准标记;以及切割复合层片,以使复合层片具有根据层片形状模型限定的形状。
4、本公开的再一实施方式提供了一种复合制造系统,该复合制造系统包括制造设备以及计算机系统中的制造控制器。该制造控制器控制制造设备切割复合层片,以使复合层片具有根据复合部件的层片形状模型限定的形状;以及在复合层片上的一组参考位置处创建一组基准标记。
5、根据本公开的方面,提供了一种用于制造复合部件的方法,所述方法包括以下步骤:根据复合部件的层片形状模型,在复合层片上标识针对一组基准标记的一组参考位置;在复合层片上的该组参考位置处创建该组基准标记;以及切割复合层片,以使复合层片具有根据层片形状模型限定的形状。
6、有利地,所述方法还包括以下步骤:使用传感器系统,使用该组基准标记来标识具有所述形状的复合层片的当前位置;以及生成放置装置的指令,以将具有所述形状的复合层片从当前位置移动至期望位置。
7、优选地,所述方法是这样的方法,即,其中,生成放置装置的指令以将具有所述形状的复合层片从当前位置移动至期望位置的步骤包括:生成放置装置的指令以执行拾取操作,该拾取操作将复合层片从当前位置拾起并将该复合层片放置在期望位置。
8、优选地,所述方法是这样的方法,即,其中,生成放置装置的指令以将具有所述形状的复合层片从当前位置移动至期望位置的步骤包括:生成放置装置的指令,以将处于期望位置的复合层片放置在另一复合层片上,作为形成复合装料(charge)的一部分。
9、优选地,所述方法是这样的方法,即,其中,生成放置装置的指令以将具有所述形状的复合层片从当前位置移动至期望位置的步骤包括:生成放置装置的指令,以将复合层片放置在敷设工具上。
10、优选地,所述方法还包括以下步骤:使用传感器系统标识针对复合层片上的该组基准标记的当前位置;生成放置装置的指令,以相对于该组基准标记,将该放置装置上的末端执行器从当前位置移动至期望位置。
11、优选地,所述方法是这样的方法,即,其中,切割复合层片以使复合层片具有根据层片形状模型限定的形状的步骤包括:利用工具切割复合层片,以使复合层片具有根据层片形状模型限定的形状;并且其中,在复合层片上的该组参考位置处形成该组基准标记的步骤包括:利用工具在复合层片上的该组参考位置处创建该组基准标记。
12、优选地,所述方法是这样的方法,即,其中,在复合层片上的该组参考位置处创建该组基准标记的步骤包括:在切割复合层片以使复合层片具有根据层片形状模型限定的形状之后,在复合层片上的该组参考位置处创建该组基准标记。
13、优选地,所述方法是这样的方法,即,其中,在复合层片上的该组参考位置处创建该组基准标记的步骤包括:在切割复合层片以使复合层片具有根据层片形状模型限定的形状之前,在复合层片上的该组参考位置处创建该组基准标记。
14、优选地,所述方法是这样的方法,即,其中,在复合层片上的该组参考位置处创建该组基准标记的步骤包括:直接在复合层片上的该组参考位置处创建该组基准标记。
15、优选地,所述方法是这样的方法,即,其中,在复合层片上的该组参考位置处创建该组基准标记的步骤包括:直接在复合层片的背衬上的该组参考位置处创建该组基准标记。
16、优选地,所述方法是这样的方法,即,其中,该组基准标记包括墨水、反光墨水、磁性墨水、贴纸、油漆、或液体粉笔中的至少一种。
17、优选地,所述方法是这样的方法,即,其中,该复合层片被加工以形成平台的复合部件,该平台选自包括以下项的组:移动平台,固定平台、陆基结构、水基结构、天基结构、飞行器、商用飞行器、旋翼飞行器、倾转旋翼飞行器、倾斜机翼飞行器、垂直起降飞行器、电动垂直起降载具、个人飞行器、水面舰艇、坦克、人员运载工具、火车、航天器、空间站、卫星、潜水艇、汽车、发电厂、桥梁、水坝、房屋、制造设施以及建筑物。
18、根据本公开的另一方面,提供了一种用于制造复合部件的方法,所述方法包括以下步骤:使用自动化制造设备切割复合层片,以使复合层片具有根据复合部件的层片形状模型限定的形状;以及使用自动化制造设备在复合层片上的一组参考位置处创建一组基准标记。
19、有利地,所述方法还包括以下步骤:根据层片形状模型,在复合层片上标识针对该组基准标记的该组参考位置。
20、优选地,所述方法是这样的方法,即,其中,所述方法还包括以下步骤:使用传感器系统,使用该组基准标记来标识具有所述形状的复合层片的当前位置;以及生成放置装置的指令,以将具有所述形状的复合层片从当前位置移动至期望位置。
21、优选地,所述方法是这样的方法,即,其中,使用自动化制造设备在复合层片上的该组参考位置处创建该组基准标记的步骤包括:在使用自动化制造设备切割复合层片以使复合层片具有根据层片形状模型限定的形状之后,使用该自动化制造设备,在复合层片上的该组参考位置处创建该组基准标记。
22、优选地,所述方法是这样的方法,即,其中,使用自动化制造设备在复合层片上的该组参考位置处创建该组基准标记的步骤包括:在使用自动化制造设备切割复合层片以使复合层片具有根据层片形状模型限定的形状之前,使用该自动化制造设备,在复合层片上的该组参考位置处创建该组基准标记。
23、优选地,所述方法是这样的方法,即,其中,使用自动化制造设备在复合层片上的该组参考位置处创建该组基准标记的步骤包括:使用自动化制造设备,直接在复合层片上的该组参考位置处形成该组基准标记。
24、优选地,所述方法是这样的方法,即,其中,使用自动化制造设备在复合层片上的该组参考位置处创建该组基准标记的步骤包括:使用自动化制造设备,直接在复合层片的背衬上的该组参考位置处创建该组基准标记。
25、根据本公开的又一方面,提供了一种复合制造系统,该复合制造系统包括:制造设备;以及计算机系统中的制造控制器,该制造控制器控制制造设备,以根据复合部件的层片形状模型,在复合层片上标识针对一组基准标记的一组参考位置;在复合层片上的该组参考位置处创建该组基准标记;以及切割复合层片,以使复合层片具有根据层片形状模型限定的形状。
26、有利地,该复合制造系统是这样的复合制造系统,即,其中,该制造控制器控制制造设备,使用传感器系统,使用该组基准标记来标识具有所述形状的复合层片的当前位置;以及生成放置装置的指令,以将具有所述形状的复合层片从当前位置移动至期望位置。
27、优选地,该复合制造系统是这样的复合制造系统,即,其中,在生成放置装置的指令以将具有所述形状的复合层片从当前位置移动至期望位置时,该制造控制器控制制造设备,生成放置装置的指令以执行拾取操作,该拾取操作将复合层片从当前位置拾起并将该复合层片放置在期望位置。
28、优选地,该复合制造系统是这样的复合制造系统,即,其中,在生成放置装置的指令以将具有所述形状的复合层片从当前位置移动至期望位置时,该制造控制器控制制造设备,生成放置装置的指令,以将处于期望位置的复合层片放置在另一复合层片上,作为形成复合装料的一部分。
29、优选地,该复合制造系统是这样的复合制造系统,即,其中,在生成放置装置的指令以将具有所述形状的复合层片从当前位置移动至期望位置时,该制造控制器控制制造设备,生成放置装置的指令,以将复合层片放置在敷设工具上。
30、优选地,该复合制造系统是这样的复合制造系统,即,其中,在切割复合层片以使复合层片具有根据层片形状模型限定的形状时,该制造控制器控制制造设备,利用工具切割复合层片,以使复合层片具有根据层片形状模型限定的形状;并且其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,利用工具在复合层片上的该组参考位置处创建该组基准标记。
31、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,在切割复合层片以使复合层片具有根据层片形状模型限定的形状之后,在复合层片上的该组参考位置处创建该组基准标记。
32、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,在切割复合层片以使复合层片具有根据层片形状模型限定的形状之前,在复合层片上的该组参考位置处创建该组基准标记。
33、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,直接在复合层片上的该组参考位置处创建该组基准标记。
34、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,直接在复合层片的背衬上的该组参考位置处创建该组基准标记。
35、优选地,该复合制造系统是这样的复合制造系统,即,其中,该组基准标记包括墨水、反光墨水、磁性墨水、贴纸、油漆、或液体粉笔中的至少一种。
36、优选地,该复合制造系统是这样的复合制造系统,即,其中,该复合层片被加工以形成平台的复合部件,该平台选自包括以下项的组:移动平台,固定平台、陆基结构、水基结构、天基结构、飞行器、商用飞行器、旋翼飞行器、倾转旋翼飞行器、倾斜机翼飞行器、垂直起降飞行器、电动垂直起降载具、个人飞行器、水面舰艇、坦克、人员运载工具、火车、航天器、空间站、卫星、潜水艇、汽车、发电厂、桥梁、水坝、房屋、制造设施以及建筑物。
37、根据本公开的再一方面,提供了一种复合制造系统,该复合制造系统包括:制造设备;以及在计算机系统中的制造控制器,该制造控制器控制制造设备,切割复合层片,以使复合层片具有根据复合部件的层片形状模型限定的形状;以及在复合层片上的一组参考位置处创建一组基准标记。
38、有利地,该复合制造系统是这样的复合制造系统,即,其中,该制造控制器控制制造设备,根据层片形状模型,在复合层片上标识针对该组基准标记的该组参考位置。
39、优选地,该复合制造系统是这样的复合制造系统,即,其中,该制造控制器控制制造设备,使用传感器系统,使用该组基准标记来标识具有所述形状的复合层片的当前位置;以及生成放置装置的指令,以将具有所述形状的复合层片从当前位置移动至期望位置。
40、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,在切割复合层片以使复合层片具有根据层片形状模型限定的形状之后,在复合层片上的该组参考位置处创建该组基准标记。
41、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,在切割复合层片以使复合层片具有根据层片形状模型限定的形状之前,在复合层片上的该组参考位置处创建该组基准标记。
42、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,直接在复合层片上的该组参考位置处创建该组基准标记。
43、优选地,该复合制造系统是这样的复合制造系统,即,其中,在复合层片上的该组参考位置处创建该组基准标记时,该制造控制器控制制造设备,直接在复合层片的背衬上的该组参考位置处创建该组基准标记。
44、该特征和功能可以在本公开的不同实施方式中独立实现,或者可以在可以参照下列描述和附图看到进一步细节的其它实施方式中组合。
- 还没有人留言评论。精彩留言会获得点赞!