一种多维异形裁切装置及其裁切方法、异形产品生产线与流程
1.本发明涉及订装产品生产技术领域,具体而言,涉及一种多维异形裁切装置及其裁切方法、异形产品生产线。
背景技术:
2.目前,在某些特殊订装产品的生产过程中,需要对该订装产品的订装页进行裁切,以使每页订装页具有相同或者不同的形状,从而满足一些特定的功能,例如在订装页上裁切出索引阶梯,以便于实现用户阅读时的索引功能,又如在订装页上裁切出特殊图案,以增加用户(特别是幼儿)阅读时的趣味性。但是现在裁切订装页的方式一般都是人工裁切,将订装产品翻到需要裁切的订装页后,利用切刀或者剪刀对其进行裁切,这样一来,耗费大量时间,人力成本高,裁切效率低,严重影响异形订装产品的生产效率。
3.有鉴于此,设计制造出一种裁切效率高的多维异形裁切装置及其裁切方法、异形产品生产线特别是在订装产品生产中显得尤为重要。
技术实现要素:
4.本发明的目的在于提供一种多维异形裁切装置,能够实现订装页的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品的生产效率。
5.本发明的另一目的在于提供一种多维异形裁切装置的裁切方法,能够实现订装页的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品的生产效率。
6.本发明的再一目的在于提供一种异形产品生产线,能够实现订装页的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品的生产效率。
7.本发明是采用以下的技术方案来实现的。
8.一种多维异形裁切装置,用于对订装产品的订装页进行裁切,多维异形裁切装置包括基座、裁切机构、位移机构、翻页机构和安装架,裁切机构和位移机构间隔设置,且均安装于基座上,位移机构与安装架连接,位移机构用于带动安装架靠近或者远离裁切机构,安装架用于供订装产品安装,并固定订装产品的背脊,基座设置有工作台,翻页机构安装于安装架上,翻页机构用于在位移机构带动安装架靠近裁切机构时对订装产品进行翻页,以使订装页搭接于工作台上,裁切机构用于对工作台上的订装页进行裁切。
9.可选地,位移机构包括第一驱动件、滑移架、第二驱动件和运动架,第一驱动件与滑移架连接,第一驱动件用于带动滑移架沿第一方向运动,第二驱动件安装于滑移架上,且与运动架连接,安装架与运动架固定连接,第二驱动件用于通过运动架带动安装架沿第二方向运动,第一方向与第二方向垂直。
10.可选地,位移机构还包括第三驱动件和升降架,第三驱动件安装于基座上,且与升降架连接,第一驱动件安装于升降架上,第三驱动件用于通过升降架带动第一驱动件沿第三方向上升或者下降,第一方向、第二方向和第三方向相互垂直。
11.可选地,安装架包括架体、第四驱动件、动夹块和定夹块,第四驱动件安装于架体上,且与动夹块连接,定夹块固定连接于架体上,第四驱动件用于带动动夹块靠近定夹块,以将背脊夹持于动夹块和定夹块之间。
12.可选地,动夹块和定夹块沿背脊的长度方向间隔设置,或者动夹块和定夹块沿背脊的厚度方向间隔设置。
13.可选地,安装架还包括第一限位软垫和第二限位软垫,第一限位软垫和第二限位软垫相对设置,且均安装于架体上,第一限位软垫和第二限位软垫用于对订装页的自由侧进行限位。
14.可选地,翻页机构包括第五驱动件、移动架、第六驱动件、让位架、气泵和真空吸盘,第五驱动件安装于安装架上,且与移动架连接,第五驱动件用于带动移动架沿第四方向运动,第六驱动件安装于移动架上,且与让位架连接,第六驱动件用于带动让位架沿第五方向运动,第四方向与第五方向垂直,真空吸盘安装于让位架上,且与气泵连接,真空吸盘用于吸附订装页。
15.可选地,裁切机构包括第七驱动件、刀具和压持条,第七驱动件安装于基座上,且同时与刀具和压持条连接,第七驱动件用于带动刀具和压持条朝靠近工作台的方向运动,压持条用于将订装页压持于工作台上,刀具用于对订装页进行裁切。
16.可选地,裁切机构还包括旋转刀架,刀具的数量为多个,多个刀具均安装于旋转刀架上,旋转刀架可转动地与第七驱动件连接。
17.可选地,多维异形裁切装置还包括风机和收集箱,风机安装于工作台上,风机的位置与收集箱的位置相对应,风机用于将裁切订装页形成的切屑吸入或者吹入收集箱。
18.可选地,基座的数量为一个,裁切机构、位移机构、翻页机构和安装架的数量均为多个,多个裁切机构和多个位移机构且均安装于基座上,每个位移机构与一个安装架连接,每个翻页机构安装于一个安装架上。
19.可选地,基座和位移机构的数量均为一个,裁切机构、翻页机构和安装架的数量均为多个,位移机构和多个裁切机构均安装于基座上,多个安装架均连接于位移机构上,每个翻页机构安装于一个安装架上。
20.可选地,订装产品由纸张、木板、塑料板或者金属板制成。
21.一种多维异形裁切装置的裁切方法,用于使用上述的多维异形裁切装置,包括:将订装产品安装于安装架上;利用位移机构带动订装产品与裁切机构对齐;利用位移机构带动订装产品靠近裁切机构,并利用翻页机构对订装产品进行翻页,以使订装页搭接于工作台上;利用裁切机构对订装页进行裁切;利用位移机构带动订装产品回退复位,以使订装页脱离工作台。
22.可选地,利用位移机构带动订装产品靠近裁切机构,并利用翻页机构对订装产品进行翻页,以使订装页搭接于工作台上的步骤包括:控制位移机构沿第一方向向前送进,以使订装产品逐渐靠近裁切机构;每次翻页后都需要利用计算公式对位移机构的送进距离进行调整,以保证裁切机构的裁切精度,其中,计算公式为:s=(m-n)*a+l;式中,s为位移机构的送进距离;m为订装产品中订装页的总页数;n为订装产品中已裁切的订装页的页数;a为订装页的厚度;l为订装页的宽度。
23.可选地,利用位移机构带动订装产品靠近裁切机构,并利用翻页机构对订装产品
进行翻页,以使订装页搭接于工作台上的步骤中,利用翻页机构从下至上或者从上至下地对订装产品进行翻页。
24.一种异形产品生产线,包括上述的多维异形裁切装置,该多维异形裁切装置包括基座、裁切机构、位移机构、翻页机构和安装架,裁切机构和位移机构间隔设置,且均安装于基座上,位移机构与安装架连接,位移机构用于带动安装架靠近或者远离裁切机构,安装架用于供订装产品安装,并固定订装产品的背脊,基座设置有工作台,翻页机构安装于安装架上,翻页机构用于在位移机构带动安装架靠近裁切机构时对订装产品进行翻页,以使订装页搭接于工作台上,裁切机构用于对工作台上的订装页进行裁切。
25.本发明提供的多维异形裁切装置及其裁切方法、异形产品生产线具有以下有益效果:
26.本发明提供的多维异形裁切装置,裁切机构和位移机构间隔设置,且均安装于基座上,位移机构与安装架连接,位移机构用于带动安装架靠近或者远离裁切机构,安装架用于供订装产品安装,并固定订装产品的背脊,基座设置有工作台,翻页机构安装于安装架上,翻页机构用于在位移机构带动安装架靠近裁切机构时对订装产品进行翻页,以使订装页搭接于工作台上,裁切机构用于对工作台上的订装页进行裁切。与现有技术相比,本发明提供的多维异形裁切装置由于采用了与安装架连接的位移机构以及安装于安装架上的翻页机构,所以能够实现订装页的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品的生产效率。
27.本发明提供的多维异形裁切装置的裁切方法,能够实现订装页的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品的生产效率。
28.本发明提供的异形产品生产线,包括多维异形裁切装置,能够实现订装页的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品的生产效率。
附图说明
29.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
30.图1为本发明实施例提供的异形产品生产线的结构示意图;
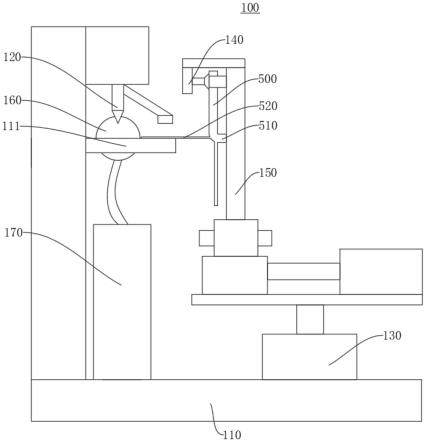
31.图2为本发明实施例提供的多维异形裁切装置的结构示意图;
32.图3为本发明实施例提供的多维异形裁切装置生产出的具有索引阶梯的异形订装产品的结构示意图;
33.图4为本发明实施例提供的多维异形裁切装置生产出的具有特殊图案的异形订装产品的结构示意图;
34.图5为本发明实施例提供的多维异形裁切装置中位移机构的结构示意图;
35.图6为本发明实施例提供的多维异形裁切装置中安装架的结构示意图;
36.图7为本发明实施例提供的多维异形裁切装置中翻页机构一个视角的结构示意图;
37.图8为本发明实施例提供的多维异形裁切装置中翻页机构另一个视角的结构示意
图;
38.图9为本发明实施例提供的多维异形裁切装置中裁切机构的结构示意图。
39.图标:10-异形产品生产线;100-多维异形裁切装置;110-基座;111-工作台;120-裁切机构;121-第七驱动件;122-刀具;123-压持条;130-位移机构;131-第一驱动件;132-滑移架;133-第二驱动件;134-运动架;135-第三驱动件;136-升降架;140-翻页机构;141-第五驱动件;142-移动架;143-第六驱动件;144-让位架;145-气泵;146-真空吸盘;150-安装架;151-架体;152-第四驱动件;153-动夹块;154-定夹块;155-第一限位软垫;156-第二限位软垫;160-风机;170-收集箱;200-机械手;300-第一输送带;400-第二输送带;500-订装产品;510-背脊;520-订装页;521-索引阶梯;522-特殊图案;600-异形订装产品。
具体实施方式
40.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
41.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
43.在本发明的描述中,需要说明的是,术语“内”、“外”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
44.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
45.下面结合附图,对本发明的一些实施方式作详细说明。在不冲突的情况下,下述的实施例中的特征可以相互组合。
46.请结合参照图1至图4,本发明实施例提供了一种异形产品生产线10,用于生产异形订装产品600。其能够实现订装页520的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品600的生产效率。
47.需要说明的是,异形产品生产线10包括多维异形裁切装置100、机械手200、第一输送带300和第二输送带400。其中,第一输送带300和第二输送带400间隔设置,多维异形裁切装置100和机械手200均设置于第一输送带300和第二输送带400之间,第一输送带300用于
输送订装产品500,机械手200用于将订装产品500夹取至多维异形裁切装置100,多维异形裁切装置100用于对订装产品500中的订装页520进行裁切,以在订装页520上形成索引阶梯521或者特殊图案522,生成异形订装产品600,机械手200还用于将异形订装产品600夹取至第二输送带400。
48.在异形订装产品600的生产过程中,首先利用第一输送带300带动订装产品500向前送进;当订装产品500运动至与机械手200相对应的位置时,利用机械手200夹取第一输送带300上的订装产品500,并将其送至多维异形裁切装置100;随后利用多维异形裁切装置100对订装产品500中的订装页520进行裁切,以形成异形订装产品600;裁切完成后,利用机械手200夹取多维异形裁切装置100内的异形订装产品600,并将其送至第二输送带400;接着利用第二输送带400带动异形订装产品600向前送进,以便于进行封装打包等后续工序。
49.当然,可以理解的是,当异形产品生产线10为半自动设备时,其内没有设置机械手200,此时需要通过人工操作的方式实现订装产品500和异形订装产品600的运送。当异形产品生产线10为全自动设备时,其内设置有机械手200,若机械手200电气失灵或者出现机械故障,则可以通过人工操作的方式实现将第一输送带300上的订装产品500送至多维异形裁切装置100的动作,也可以通过人工操作的方式实现将多维异形裁切装置100内的异形订装产品600送至第二输送带400的动作,从而保证异形订装产品600生产的持续性。
50.本实施例中,订装产品500为纸质书籍,订装产品500由纸张制成,但并不仅限于此,在其它实施例中,订装产品500也可以是多层板材(木板、塑料板或者金属板等)的订装件,即订装产品500也可以由木板、塑料板或者金属板制成,对订装产品500的材质不作具体限定。
51.本实施例中,多维异形裁切装置100和机械手200的数量均为多个,每个机械手200的位置与一个多维异形裁切装置100的位置相对应,以同时实现多个订装产品500的裁切功能,进一步地提高生产效率。
52.多维异形裁切装置100包括基座110、裁切机构120、位移机构130、翻页机构140、安装架150、风机160和收集箱170。裁切机构120和位移机构130间隔设置,且均安装于基座110上,基座110用于对裁切机构120和位移机构130进行支撑和限位。位移机构130与安装架150连接,位移机构130用于带动安装架150靠近或者远离裁切机构120,安装架150用于供订装产品500安装,并固定订装产品500的背脊510,以防止订装产品500从安装架150上脱落。基座110设置有工作台111,翻页机构140安装于安装架150上,翻页机构140用于在位移机构130带动安装架150靠近裁切机构120时对订装产品500进行翻页,以使订装页520搭接于工作台111上,裁切机构120用于对工作台111上的订装页520进行裁切,以实现订装页520的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品600的生产效率。
53.本实施例中,基座110、裁切机构120、位移机构130、翻页机构140和安装架150的数量均为一个,多维异形裁切装置100同一时间只能实现一个订装产品500的裁切,生产一个异形订装产品600。但并不仅限于此,在其它一个实施例中,基座110的数量为一个,裁切机构120、位移机构130、翻页机构140和安装架150的数量均为多个,多个裁切机构120和多个位移机构130且均安装于基座110上,每个位移机构130与一个安装架150连接,每个翻页机构140安装于一个安装架150上,使得多维异形裁切装置100可以同一时间实现多个订装产
品500的裁切,生产多个异形订装产品600,进一步地提高生产效率;在其它另一个实施例中,基座110和位移机构130的数量均为一个,裁切机构120、翻页机构140和安装架150的数量均为多个,位移机构130和多个裁切机构120均安装于基座110上,多个安装架150均连接于位移机构130上,每个翻页机构140安装于一个安装架150上,位移机构130能够通过多个安装架150同步带动多个订装产品500运动,以同步实现多个订装产品500的裁切,生产多个异形订装产品600,进一步地提高生产效率。
54.进一步地,风机160安装于工作台111上,风机160的位置与收集箱170的位置相对应,风机160用于将裁切订装页520形成的切屑吸入或者吹入收集箱170,以保证工作台111的洁净度,避免切屑对后续订装页520的裁切产生影响。本实施例中,风机160为吸风机,吸风机与收集箱170连接,吸风机能够将裁切订装页520形成的切屑吸入收集箱170。但并不仅限于此,在其它实施例中,风机160也可以为吹风机,吹风机能够将裁切订装页520形成的切屑吹入收集箱170。
55.值得注意的是,订装产品500的背脊510沿水平方向延伸设置,订装产品500的开口侧朝向裁切机构120设置,订装产品500的翻页方向为从上至下的转动方向。在订装页520裁切的过程中,首先控制位移机构130带动安装架150以及安装于安装架150上的订装产品500朝靠近裁切机构120的方向运动,在此过程中,翻页机构140将订装产品500的订装页520翻开,订装页520在重力作用下向下转动并落至工作台111上;随后控制位移机构130继续带动安装架150朝靠近裁切机构120的方向运动,以推动工作台111上的订装页520靠近裁切机构120;当订装页520运动至预设位置时,订装页520位于裁切机构120的下方,此时控制位移机构130暂停运动,并控制裁切机构120对订装页520进行裁切,裁切完成;接着控制位移机构130带动安装架150回退复位,以使裁切完成的订装页520朝远离裁切机构120的方向运动,在此过程中,裁切完成的订装页520脱离工作台111,并在重力的作用下继续向下转动,以避免对下一页订装页520的裁切产生影响;如此重复,直至将整本订装产品500的订装页520全部裁切。
56.请参照图5,位移机构130包括第一驱动件131、滑移架132、第二驱动件133、运动架134、第三驱动件135和升降架136。第三驱动件135安装于基座110上,且与升降架136连接,第一驱动件131安装于升降架136上,第三驱动件135用于通过升降架136带动第一驱动件131沿第三方向上升或者下降。第一驱动件131与滑移架132连接,第一驱动件131用于带动滑移架132沿第一方向运动。第二驱动件133安装于滑移架132上,且与运动架134连接,安装架150与运动架134固定连接,第二驱动件133用于通过运动架134带动安装架150沿第二方向运动。
57.本实施例中,第一方向、第二方向和第三方向相互垂直,第一驱动件131能够通过滑移架132、第二驱动件133和运动架134带动安装架150沿第一方向运动,第二驱动件133能够通过运动架134带动安装架150沿第二方向运动,第三驱动件135能够通过升降架136、第一驱动件131、滑移架132、第二驱动件133和运动架134带动安装架150沿第三方向运动,第一驱动件131、第二驱动件133和第三驱动件135共同作用,以使安装架150能够沿多维轴方向发生运动,从而实现安装架150在三维空间内任一坐标的位移功能,进而带动订装产品500在三维空间内朝任一坐标发生位移,实现订装产品500位置的精确调整,进而保证对订装页520的裁切精度。具体地,第三方向为竖直方向,第二方向和第三方向均位于水平面上。
这样一来,能够完全通过机械化实现订装产品500的运送,便于对订装页520进行裁切,相较于人工手动运送订装产品500的方案而言,本发明中的多维异形裁切装置100大大提高了生产效率,节省了人力成本。
58.当然,可以理解的是,当多维异形裁切装置100为半自动设备时,其内没有设置位移机构130中的第一驱动件131、第二驱动件133和第三驱动件135,此时需要通过人工操作的方式带动滑移架132、运动架134和升降架136运动,从而带动订装产品500进行位移。当多维异形裁切装置100为全自动设备时,其内设置有位移机构130中的第一驱动件131、第二驱动件133和第三驱动件135,若第一驱动件131、第二驱动件133和第三驱动件135电气失灵或者出现机械故障,则可以通过人工操作的方式通过滑移架132、运动架134和升降架136带动订装产品500进行位移,从而保证异形订装产品600生产的持续性。
59.请参照图6,安装架150包括架体151、第四驱动件152、动夹块153、定夹块154、第一限位软垫155和第二限位软垫156。第四驱动件152安装于架体151上,且与动夹块153连接,第四驱动件152能够带动动夹块153相对于架体151运动。定夹块154固定连接于架体151上,第四驱动件152用于带动动夹块153靠近定夹块154,以将背脊510夹持于动夹块153和定夹块154之间,从而实现背脊510的固定,防止背脊510脱离架体151的情况发生,并且便于对订装产品500进行翻页。
60.本实施例中,动夹块153和定夹块154沿背脊510的长度方向间隔设置,即动夹块153和定夹块154相对设置于背脊510的两端,动夹块153能够在第四驱动件152的带动下沿背脊510的长度方向靠近定夹块154,直至将背脊510夹持于动夹块153和定夹块154之间,实现背脊510的固定功能。但并不仅限于此,在其它实施例中,动夹块153和定夹块154也可以沿背脊510的厚度方向间隔设置,即动夹块153和定夹块154相对设置于背脊510的两侧,动夹块153能够在第四驱动件152的带动下沿背脊510的厚度方向靠近定夹块154,直至将背脊510夹持于动夹块153和定夹块154之间,同样能够实现背脊510的固定功能;动夹块153和定夹块154还可以对裁切完成的订装页520进行夹持,以固定背脊510的位置,防止背脊510脱离架体151的情况发生,并且便于对订装产品500进行翻页。
61.进一步地,第一限位软垫155和第二限位软垫156相对设置,且均安装于架体151上,第一限位软垫155和第二限位软垫156用于对订装页520的自由侧进行限位,以防止订装页520在机械震动、重力或者风力的作用下自动向下转动,并且防止多页订装页520同时向下转动而造成重页裁切,保证订装页520裁切的可靠性。具体地,由于第一限位软垫155和第二限位软垫156均由软质材料制成,所以在订装产品500翻页的过程中第一限位软垫155和第二限位软垫156不会对订装页520造成损伤,保证订装产品500的崭新程度。本实施例中,第一限位软垫155和第二限位软垫156在架体151上的位置可以手动调节或者电动调节,以增大或者减小第一限位软垫155和第二限位软垫156之间的间距,从而便于对不同尺寸的订装产品500进行限位。
62.具体地,在订装产品500的安装过程中,订装产品500的背脊510夹持于动夹块153和定夹块154之间,订装产品500的全部订装页520设置于第一限位软垫155和第二限位软垫156之间,第一限位软垫155和第二限位软垫156均位于订装页520的上半部,以对订装页520施加摩擦阻力,防止订装页520在机械震动、重力或者风力的作用下自动向下转动;在订装产品500的翻页过程中,翻页机构140带动订装页520克服第一限位软垫155和第二限位软垫
156的摩擦阻力向下转动,以使订装页520脱离第一限位软垫155和第二限位软垫156,此后订装页520能够在重力的作用下自动向下转动,并落至工作台111上。
63.请结合参照图7和图8,翻页机构140包括第五驱动件141、移动架142、第六驱动件143、让位架144、气泵145和真空吸盘146。第五驱动件141安装于安装架150的架体151上,且与移动架142连接,第五驱动件141用于带动移动架142沿第四方向运动。第六驱动件143安装于移动架142上,且与让位架144连接,第六驱动件143用于带动让位架144沿第五方向运动。真空吸盘146安装于让位架144上,且与气泵145连接,真空吸盘146用于在气泵145的负压作用下吸附订装页520,以实现订装产品500的翻页功能。
64.本实施例中,第四方向与第五方向垂直,第四方向与第三方向共向,第五方向与第一方向共向,第五驱动件141能够通过移动架142、第六驱动件143和让位架144带动真空吸盘146沿第四方向运动,第六驱动件143能够通过让位架144带动真空吸盘146沿第五方向运动,第五驱动件141和第六驱动件143共同作用,以带动真空吸盘146以及吸附于真空吸盘146上的订装页520运动,从而实现翻页功能。
65.具体地,在订装产品500的翻页过程中,首先控制气泵145产生负压,以将订装页520吸附于真空吸盘146上;随后控制第六驱动件143带动让位架144和真空吸盘146朝靠近裁切机构120的方向运动,在此过程中,真空吸盘146带动订装页520克服第一限位软垫155和第二限位软垫156的摩擦阻力向下转动;当订装页520脱离第一限位软垫155和第二限位软垫156时,控制第六驱动件143暂停运动,控制气泵145暂停产生负压,此时真空吸盘146不再对订装页520进行吸附;接着控制第五驱动件141带动移动架142、第六驱动件143、让位架144和真空吸盘146沿第四方向向上运动,以对订装页520进行让位,此时订装页520在惯性和重力的共同作用下继续向下转动,直至落至工作台111上。
66.本实施例中,翻页机构140带动订装产品从上至下地进行翻页,裁切完成的订装页520在重力作用下自然下垂,并贴合于架体151的下半部分,但并不仅限于此,在其它实施例中,翻页机构140也可以带动订装产品从下至上地进行翻页,裁切完成的订装页520在夹持机构(图未示)的作用下固定贴合于架体151的上半部分,对翻页机构140的翻页方向不作具体限定。
67.当然,可以理解的是,当多维异形裁切装置100为半自动设备时,其内没有设置翻页机构140,此时需要通过人工操作的方式带动订装产品500翻页。当多维异形裁切装置100为全自动设备时,其内设置有翻页机构140,若翻页机构140电气失灵或者出现机械故障,则可以通过人工操作的方式实现订装产品500翻页的动作,从而保证异形订装产品600生产的持续性。
68.请参照图9,裁切机构120包括第七驱动件121、刀具122和压持条123。第七驱动件121安装于基座110上,且同时与刀具122和压持条123连接,第七驱动件121用于带动刀具122和压持条123朝靠近工作台111的方向运动,压持条123用于将订装页520压持于工作台111上,刀具122用于对订装页520进行裁切。具体地,第七驱动件121用于带动刀具122和压持条123沿竖直方向运动,当订装页520运动至预设位置时,订装页520位于刀具122和压持条123的下方,此时控制第七驱动件121带动刀具122和压持条123沿竖直方向向下运动压持条123能够将订装页520压持于工作台111上,以防止订装页520在工作台111上翘起,并且固定订装页520与工作台111的相对位置,提高裁切精度,刀具122能够实现对订装页520的裁
切功能,以在订装页520上裁出索引阶梯521或者特殊图案522。
69.需要说明的是,刀具122的数量可以为一个,也可以为多个;当刀具122的数量为一个时,裁切机构120用于在订装产品500的每页订装页520上切出相同形状但位置不同的索引阶梯521;当刀具122的数量为多个时,多个刀具122均安装于旋转刀架(图未示)上,旋转刀架可转动地与第七驱动件121连接,若要使用不同的刀具122,只需要控制旋转刀架转动到相应的位置,此时裁切机构120用于在订装产品500的每页订装页520上切出不同形状(位置可以相同,也可以不同)的特殊图案522。
70.值得注意的是,由于刀具122的数量为多个,所以多维异形裁切装置100能够通过单一设备实现订装产品500中多页订装页520不同形状的裁切,即多维异形裁切装置100能够通过单一设备生产出异形订装产品600,相较于每台机器安装有不同形状的切刀,多个操作员分别操作多台机器,在一台机器对一部分订装页520裁切完成后,需要将半成品的订装产品500运送至另一台机器对另一部分订装页520进行裁切,如此重复,直至整个异形订装产品600生产完成的方案而言,本发明中的多维异形裁切装置100无需在生产过程中对订装产品500进行运送,从“多机一产品”跃进为“一机一产品”,一方面能够有效减少设备投入数量,以降低运作成本,另一方面能够缩减半成品的运送工序,减少半成品的运送时间,提升产能,减少操作员数量,降低人力成本,这样一来,大大提高了异形订装产品600的生产效率,降低了生产成本,提高了经济效益。
71.本实施例中,刀具122为刀片,其通过物理切割的方式对订装页520进行裁切。但并不仅限于此,在其它实施例中,刀具122可以为激光切割刀,其通过激光切割的方式对订装页520进行裁切;刀具122也可以为水切割刀,其通过高压水流切割的方式对订装页520进行裁切;对刀具122的类型不作具体限定。
72.当然,可以理解的是,当多维异形裁切装置100为半自动设备时,其内没有设置裁切机构120中的第七驱动件121,此时需要通过人工操作的方式带动刀具122对订装页520进行裁切。当多维异形裁切装置100为全自动设备时,其内设置有裁切机构120中的第七驱动件121,若裁切机构120电气失灵或者出现机械故障,则可以通过人工操作的方式带动刀具122对订装页520进行裁切,从而保证异形订装产品600生产的持续性。
73.本实施例中,第一驱动件131、第二驱动件133、第三驱动件135、第四驱动件152、第五驱动件141、第六驱动件143和第七驱动件121均为气缸,每个驱动件都是提供一个维轴运动的动力源,多个驱动件共同作用,以实现多维轴自动化裁切。但并不仅限于此,在其它实施例中,第一驱动件131、第二驱动件133、第三驱动件135、第四驱动件152、第五驱动件141、第六驱动件143和第七驱动件121可以均为液压缸,也可以均为电缸,对第一驱动件131、第二驱动件133、第三驱动件135、第四驱动件152、第五驱动件141、第六驱动件143和第七驱动件121的类型不作具体限定。
74.值得注意的是,在多维异形裁切装置100的工作过程中,首先利用机械手200将第一输送带300上的订装产品500夹取至安装架150上,以使订装产品500的全部订装页520设置于第一限位软垫155和第二限位软垫156之间;随后控制第四驱动件152带动动夹块153靠近定夹块154,以将订装产品500的背脊510夹持于动夹块153和定夹块154之间;接着利用第二驱动件133和第三驱动件135调节安装架150的位置,以使订装产品500的背脊510与工作台111的台面位于同一平面上,并使订装页520需要裁切的位置与裁切机构120对齐;然后利
用第一驱动件131带动安装架150朝靠近裁切机构120的方向运动,在此过程中,翻页机构140将订装产品500最外侧的一页订装页520翻开,以使其在惯性和重力的共同作用下向下转动,此时由于安装架150比较接近工作台111,所以订装页520会落至工作台111上,工作台111对其进行阻挡,防止其继续向下转动;接着利用第一驱动件131带动安装架150继续朝靠近裁切机构120的方向运动,以带动订装页520在工作台111上运动;当订装页520运动至预设位置时,利用第七驱动件121带动刀具122对订装页520进行裁切;裁切完成后,利用第一驱动件131带动安装架150朝远离裁切机构120的方向回退复位,并利用风机160吸除工作台111上的切屑,在此过程中,裁切完成的订装页520脱离工作台111,并在重力的作用下继续向下转动;如此重复,当订装产品500中的全部订装页520都裁切完成后,形成异形订装产品600,此时控制第四驱动件152带动动夹块153远离定夹块154,松开异形订装产品600的背脊510,并利用机械手200将异形订装产品600夹取至第二输送带400上,完成裁切作业。
75.需要说明的是,传统的裁切订装页520的方式一般都是人工裁切,将订装产品500翻到需要裁切的订装页520后,利用切刀或者剪刀对其进行裁切,而在本发明中,采用机电一体化工程技术精准按序自动翻动页片,并设计多种刀具122独立裁切施工方案,加上自动安装订装产品500实现固定,以及裁切工序前后的自动运输和自动上料下料,符合智慧机器操作及工业化闭环生产的纲领,能够有效降低人力成本,减少人工产生的误差,从而减少生产过程的不良品,提高良品率,进而提高经济效益和环境保护效益。
76.此外,在多维异形裁切装置100的工作过程中所收集得到的海量数据可以传送到企业资源共享平台进行分析或者筛选,然后作为物联网系统内其他设备的运作指令,从而实现前瞻性管理。前瞻性管理是物联网其中一种亮点,多维异形裁切装置100的运作资讯可通过网络系统发放所需相关管理资讯到操作员作前瞻预警,让操作员可以实时获知多维异形裁切装置100的生产状态。具体地,多维异形裁切装置100的运作资讯可以在控制台上通过显示器、智能通讯系统等以目视灯号、蜂鸣、电子讯息等方式通知操作员关注生产状态(实时生产量、设备急停、正常生产、接近完成、待工等资讯),保证多维异形裁切装置100运行的稳定性。
77.本发明实施例还提供了一种多维异形裁切装置的裁切方法,包括以下步骤:
78.步骤s110:将订装产品500安装于安装架150上。
79.需要说明的是,在步骤s110中,控制第四驱动件152带动动夹块153靠近定夹块154,以将订装产品500的背脊510夹持于动夹块153和定夹块154之间,并且将订装产品500的全部订装页520设置于第一限位软垫155和第二限位软垫156之间,以完成订装产品500的安装。
80.步骤s120:利用位移机构130带动订装产品500与裁切机构120对齐。
81.需要说明的是,在步骤s120中,利用第二驱动件133和第三驱动件135调节安装架150的位置,以使订装产品500的背脊510与工作台111的台面位于同一平面上,并使订装页520需要裁切的位置与裁切机构120对齐,以保证裁切精度。
82.步骤s130:利用位移机构130带动订装产品500靠近裁切机构120,并利用翻页机构140对订装产品500进行翻页,以使订装页520搭接于工作台111上。
83.具体地,步骤s130包括两个步骤,分别为:
84.步骤s131:控制位移机构130沿第一方向向前送进,以使订装产品500逐渐靠近裁
切机构120。
85.需要说明的是,在步骤s131中,利用第一驱动件131带动安装架150朝靠近裁切机构120的方向运动,以使订装产品500沿第一方向逐渐靠近裁切机构120。
86.步骤s132:每次翻页后都需要利用计算公式对位移机构130的送进距离进行调整,以保证裁切机构120的裁切精度。
87.需要说明的是,在步骤s132中,计算公式为:s=(m-n)*a+l;式中,s为位移机构130的送进距离;m为订装产品500中订装页520的总页数;n为订装产品500中已裁切的订装页520的页数;a为订装页520的厚度;l为订装页520的宽度。具体地,通过上述计算能够消除翻页产生的送进误差,保证每次位移机构130的送进距离都能够将订装页520准确地送至预设位置,从而提高裁切机构120的裁切精度。
88.值得注意的是,在步骤s130中,可以利用翻页机构140从下至上对订装产品500进行翻页,也可以利用翻页机构140从上至下对订装产品500进行翻页,灵活方便。
89.步骤s140:利用裁切机构120对订装页520进行裁切。
90.需要说明的是,在步骤s140中,当订装页520运动至预设位置时,利用第七驱动件121带动刀具122对订装页520进行裁切,以在订装页520上形成索引阶梯521或者特殊图案522。
91.步骤s150:利用位移机构130带动订装产品500回退复位,以使订装页520脱离工作台111。
92.需要说明的是,在步骤s150中,利用第一驱动件131带动安装架150朝远离裁切机构120的方向回退复位,以使订装产品500沿第一方向逐渐远离裁切机构120,从而使得裁切完成的订装页520脱离工作台111,并在重力的作用下继续向下转动至自然下垂状态,并贴合于架体151的下半部分。
93.本发明实施例提供的多维异形裁切装置100,裁切机构120和位移机构130间隔设置,且均安装于基座110上,位移机构130与安装架150连接,位移机构130用于带动安装架150靠近或者远离裁切机构120,安装架150用于供订装产品500安装,并固定订装产品500的背脊510,基座110设置有工作台111,翻页机构140安装于安装架150上,翻页机构140用于在位移机构130带动安装架150靠近裁切机构120时对订装产品500进行翻页,以使订装页520搭接于工作台111上,裁切机构120用于对工作台111上的订装页520进行裁切。与现有技术相比,本发明提供的多维异形裁切装置100由于采用了与安装架150连接的位移机构130以及安装于安装架150上的翻页机构140,所以能够实现订装页520的自动化裁切,有效提高裁切效率,节省人力成本和时间成本,保证异形订装产品600的生产效率。使得多维异形裁切装置的裁切方法步骤简单,自动化程度高;使得异形产品生产线10的生产效率高,经济效益好。
94.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1