一种精密定位切割机的制作方法
1.本实用新型涉及配向膜印刷版制造技术领域。更具体地说,本实用新型涉及一种精密定位切割机。
背景技术:
2.配向膜印刷是使用柔性感光树脂版,通过网纹辊传递油墨的方法进行印刷。在液晶面板显示行业,一般以玻璃基板的尺寸来表示世代线。随着技术的发展,玻璃基板的尺寸逐渐变大,从最初的4代线到如今的10.5代线,基板的尺寸已经发展到2940*3370mm。目前市场常见的高世代线玻璃基板一般指55英寸及以上,即8.5代线及以上的大尺寸玻璃基板。高世代线玻璃基板由于尺寸更大,可切割的大尺寸液晶面板便越多,生产效益也就越高。然而任何一个世代线的面板制造过程中,都离不开配向膜印刷工艺。配向膜印刷工艺中需要用到尺寸精度高度契合的配向膜印刷版。
3.目前市场上针对配向膜印刷版的切割机,在切割前仅靠肉眼对位辨识度低下,切割公差至少
±
3mm,达不到客户实际所需要的印刷版尺寸大小。并且切割过程中刀轮挤压印刷版发生偏移,从而出现印刷版边缘毛刺、分层现象,客户在清洗使用印刷版的过程中,溶剂会从边缘浸液,严重影响配向膜印刷版的使用寿命及配向膜膜面品质。
技术实现要素:
4.本实用新型的目的是提供一种精密定位切割机,以解决现有技术中针对配向膜印刷版的切割机在切割过程中易出现印刷版边缘毛刺、分层现象的技术问题。
5.为了实现根据本实用新型的这些目的和其它优点,提供了一种精密定位切割机,包括:
6.切割机构,其包括工作台面和切割刀轮,工作台面方向水平且用于放置印刷版,切割刀轮用于切割工作台面上的印刷版;
7.龙门架,其固定设置在切割机构的上方;
8.红外线定位仪,其设置在工作台面的上方且固定在龙门架上,红外线定位仪朝向工作台面设置,用于定位印刷版;
9.下压机构,其安装在工作台面的上方且朝向工作台面设置,用于下压固定印刷版。
10.优选的是,在位于所述切割刀轮的切割行程的首末两端分别设置有所述红外线定位仪。
11.优选的是,所述下压机构包括多个下压组件,每个下压组件包括下压气缸,下压气缸的伸缩方向向下设置且伸缩端的底部固定有一块水平设置的压板。
12.优选的是,每个所述下压组件包括多个相互平行且对称设置的所述下压气缸,多个所述下压气缸的伸缩端的底部共同连接有一个压块,压块的底部固定一块所述压板。
13.优选的是,所述下压气缸的缸体与所述龙门架固定连接。
14.优选的是,在位于所述切割刀轮的切割行程的首末两端分别设置有一组所述下压
组件。
15.本实用新型至少包括以下有益效果:本实用新型的精密定位切割机通过设置红外线定位仪对印刷版进行精确对位,配合使用下压机构压合固定印刷版,防止切割过程中印刷版偏移,之后切割刀轮对印刷版进行切割,结束后收回下压机构、取走印刷版完成切割作业,切割公差可由
±
3mm降低到
±
0.5mm,并且印刷版边缘平滑,显著改善了毛刺、分层现象,极大的提升了产品印刷品质及客户满意度。
16.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
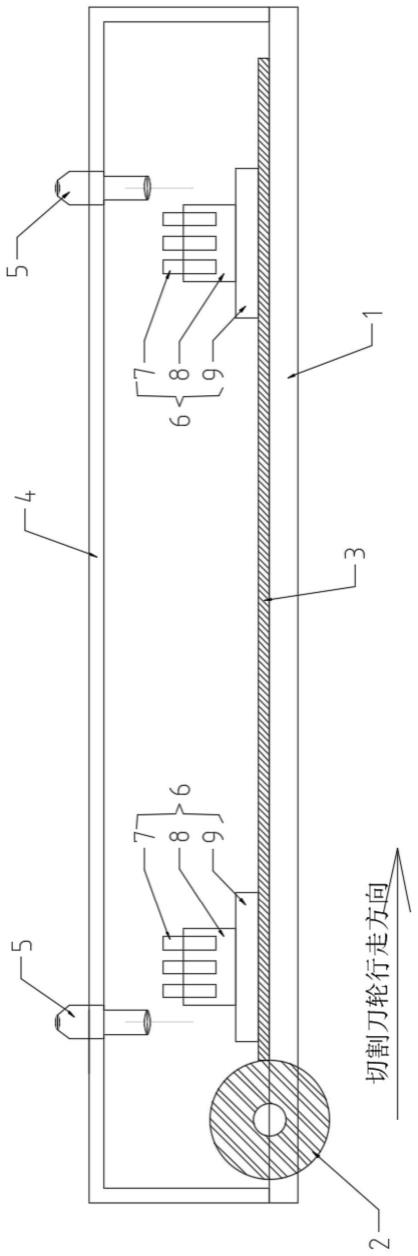
17.图1为本实用新型的主视结构图。
18.说明书附图标记说明:1、工作台面,2、切割刀轮,3、印刷版,4、龙门架,5、红外线定位仪,6、下压机构,7、下压气缸,8、压块,9、压板。
具体实施方式
19.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
20.在本实用新型的描述中,术语“横向”、“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.如图1所示,本实用新型的一种精密定位切割机,包括:
22.切割机构,其包括工作台面1和切割刀轮2,工作台面1方向水平且用于放置印刷版3,切割刀轮2用于切割工作台面1上的印刷版3;
23.龙门架4,其固定设置在切割机构的上方;
24.红外线定位仪5,其设置在工作台面1的上方且固定在龙门架4上,红外线定位仪5朝向工作台面1设置,用于定位印刷版3;
25.下压机构6,其安装在工作台面1的上方且朝向工作台面1设置,用于下压固定印刷版3。
26.切割刀轮2沿工作台面1以确定的方向进行切割,龙门架4固定在切割机构的上方,红外线定位仪5安装在龙门架4上,下压机构6可通过龙门架4安装固定、也可另外在工作台面1位于印刷版3放置区域的外侧设置,确保龙门架4、红外线定位仪5、下压机构6不妨碍切割刀轮2的切割行程,当配向膜印刷版3需要切割时,先将印刷版3平整的放在工作台面1上,使用红外线定位仪5对印刷版3进行精确对位,再使用下压机构6压合固定印刷版3,防止切割过程中印刷版3偏移,切割设备通电开启后使切割刀轮2沿着行走方向对印刷版3进行切割,结束后收回下压机构6,重复前述步骤四次对印刷版3的四边进行切割,全部完成后取走印刷版3完成切割作业,最终切割公差由
±
3mm降低到
±
0.5mm,并且改善毛刺、分层现象,印刷版3边缘平滑,能够极大的提升产品印刷品质及客户满意度。
27.在另一种技术方案中,如图1所示,在位于所述切割刀轮2的切割行程的首末两端
分别设置有所述红外线定位仪5。通过在切割机行程的首末二端分别设置红外线定位仪5来确定切割位置,提高对印刷版3的定位精度。
28.在另一种技术方案中,如图1所示,所述下压机构6包括多个下压组件,每个下压组件包括下压气缸7,下压气缸7的伸缩方向向下设置且伸缩端的底部固定有一块水平设置的压板9。
29.根据印刷版3平面特点、大小设置表面平整的压板9,下压气缸7驱动伸缩的方向竖直,通过在切割行程的首末二端,加装下压气缸7对印刷版3进行压合,在切割前临时固定印刷版3的位置,配合红外线定位仪5的精确定位,从而精准定位切割路径,并在在切割过程中能够防止印刷版3震动或偏移,保证了切割质量。
30.在另一种技术方案中,如图1所示,每个所述下压组件包括多个相互平行且对称设置的所述下压气缸7,多个所述下压气缸7的伸缩端的底部共同连接有一个压块8,压块8的底部固定一块所述压板9。通过对称设置多个下压气缸7共同连接一个压块8,加强各个下压气缸7的同步性,共同顶推一块压板9,可增大压板9面积,给压板9各个侧向施加平衡的下压力,促使压板9平稳、贴合的压紧印刷版3。
31.在另一种技术方案中,如图1所示,所述下压气缸7的缸体与所述龙门架4固定连接。将下压气缸7与龙门架4固定连接,与红外线定位仪5集成安装在龙门架4上,提高安装效率,降低安装成本。
32.在另一种技术方案中,如图1所示,在位于所述切割刀轮2的切割行程的首末两端分别设置有一组所述下压组件。通过在切割机行程的首末二端分别设置一组下压组件,对尺寸较长的印刷版3两端分别进行下压固定,提高对印刷版3固定的稳定性。
33.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里示出与描述的附图。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1