转向节衬套压装工装的制作方法
1.本实用新型涉及转向节生产技术领域,更具体地说涉及一种转向节压衬套时所用的工装。
背景技术:
2.铸造后的转向节上需要压装一个衬套,现有的生产方式是:人工将衬套对准转向节上的衬套压装孔,然后再由冲压头将衬套压入到转向节中。其不足之处是:1、人工将衬套对准衬套压装孔,生产效率较低。2、人工有时会将衬套与衬套压装孔对的不是很准,则容易产生压装不成功,导致生产出废品。
技术实现要素:
3.本实用新型的目的就是针对现有技术之不足,而提供一种转向节衬套压装工装,它能自动让衬套与衬套压装孔对准,能提高生产效率,不会产生压装废品。它还可以针对不同型号的转向节进行衬套压装。
4.本实用新型的技术解决措施如下:
5.转向节衬套压装工装,包括转向节、衬套和底座,转向节置于底座上,转向节上具有衬套压装孔,底座上固定有直线导轨,滑块插套在直线导轨上,工装架与滑块固定在一起,滑块和工装架上螺接有压紧螺钉,压紧螺钉的前端抵压在直线导轨上;
6.工装架上成型有衬套放置孔,弹簧拔珠螺接在工装架上,弹簧拔珠的滚珠压在衬套的衬套导向槽中,衬套插套在衬套放置孔,衬套放置孔与衬套压装孔相对。
7.所述工装架与滑块成型固定在一起或通过螺钉固定在一起。
8.所述直线导轨通过螺钉固定在底座上。
9.所述工装架上成型有工装架螺孔,弹簧拔珠螺接在工装架螺孔中。
10.所述冲压头对着衬套。
11.本实用新型的有益效果在于:
12.它能自动让衬套与衬套压装孔对准,能提高生产效率,不会产生压装废品。它还可以针对不同型号的转向节进行衬套压装。
附图说明
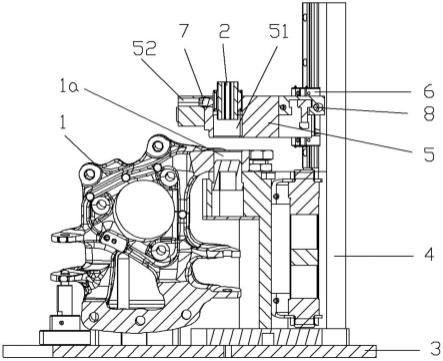
13.图1为本实用新型的结构示意图;
14.图2为工装架与衬套部分的结构示意图。
15.图中:1、转向节;2、衬套;3、底座;4、直线导轨;5、工装架;6、滑块;7、弹簧拔珠;8、压紧螺钉。
具体实施方式
16.实施例:见图1、2所示,转向节衬套压装工装,包括转向节1、衬套2和底座3,转向节
1置于底座3上,转向节1上具有衬套压装孔1a,底座3上固定有直线导轨4,滑块6插套在直线导轨4上,工装架5与滑块6固定在一起,滑块6和工装架5上螺接有压紧螺钉8,压紧螺钉8的前端抵压在直线导轨4上;
17.工装架5上成型有衬套放置孔51,弹簧拔珠7螺接在工装架5上,弹簧拔珠7的滚珠压在衬套2的衬套导向槽21中,衬套2插套在衬套放置孔51,衬套放置孔51与衬套压装孔1a相对。
18.所述工装架5与滑块6成型固定在一起或通过螺钉固定在一起。
19.所述直线导轨4通过螺钉固定在底座3上。
20.所述工装架5上成型有工装架螺孔52,弹簧拔珠7螺接在工装架螺孔52中。
21.所述冲压头对着衬套2。
22.工作原理:现有技术中靠人工将衬套与衬套压装孔对准,本实用新型采用弹簧拔珠7,将衬套2插入衬套放置孔51中时,弹簧拔珠7的滚珠压在衬套2的衬套导向槽21中,这样一是定了衬套2的位置,二是将衬套2夹持在衬套放置孔51中,然后冲压头压衬套2时,衬套2就压入了衬套压装孔1a中。
23.弹簧拔珠7为市售产品,本实用新型在压装时,由于衬套与衬套压装孔1a是自动对准位置,这样可以提高生产效率,同时避免产生压装废品。
24.不同型号的转向节高度不同,所以衬套放置的高度位置不同,本实用新型的压装架5可以上下移动并通过压紧螺钉8固定,这样本实用新型可以针对不同型号的转向节进行衬套压装。
技术特征:
1.转向节衬套压装工装,包括转向节(1)、衬套(2)和底座(3),转向节(1)置于底座(3)上,转向节(1)上具有衬套压装孔(1a),其特征在于:底座(3)上固定有直线导轨(4),滑块(6)插套在直线导轨(4)上,工装架(5)与滑块(6)固定在一起,滑块(6)和工装架(5)上螺接有压紧螺钉(8),压紧螺钉(8)的前端抵压在直线导轨(4)上;工装架(5)上成型有衬套放置孔(51),弹簧拔珠(7)螺接在工装架(5)上,弹簧拔珠(7)的滚珠压在衬套(2)的衬套导向槽(21)中,衬套(2)插套在衬套放置孔(51),衬套放置孔(51)与衬套压装孔(1a)相对。2.根据权利要求1所述的转向节衬套压装工装,其特征在于:工装架(5)与滑块(6)成型固定在一起或通过螺钉固定在一起。3.根据权利要求1所述的转向节衬套压装工装,其特征在于:直线导轨(4)通过螺钉固定在底座(3)上。4.根据权利要求1所述的转向节衬套压装工装,其特征在于:工装架(5)上成型有工装架螺孔(52),弹簧拔珠(7)螺接在工装架螺孔(52)中。5.根据权利要求1所述的转向节衬套压装工装,其特征在于:冲压头对着衬套(2)。
技术总结
转向节衬套压装工装,包括转向节、衬套和底座,转向节置于底座上,转向节上具有衬套压装孔,底座上固定有直线导轨,滑块插套在直线导轨上,工装架与滑块固定在一起,滑块和工装架上螺接有压紧螺钉,压紧螺钉的前端抵压在直线导轨上;工装架上成型有衬套放置孔,弹簧拔珠螺接在工装架上,弹簧拔珠的滚珠压在衬套的衬套导向槽中,衬套插套在衬套放置孔,衬套放置孔与衬套压装孔相对。它能自动让衬套与衬套压装孔对准,能提高生产效率,不会产生压装废品。它还可以针对不同型号的转向节进行衬套压装。装。装。
技术研发人员:潘亨 徐江 吕辉 王金伟 褚忠宇 靳金全
受保护的技术使用者:浙江万丰精密制造有限公司
技术研发日:2022.03.16
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1