一种壳体合口对接微调装置的制作方法
1.本实用新型涉及高炉冶金设备技术领域,尤其涉及一种壳体合口对接微调装置。
背景技术:
2.高炉热风炉是提高入炉空气温度的加热设备,一般高炉配备有多个热风炉。随着高炉炉役到炉龄中后期,原有热风炉逐渐满足不了送风要求,需要建设新的热风炉体及相应辅助设备。在建设过程中,炉皮重型壳体合口对接微调时存在很大的误差,且没有专用的工装进行微调,当采用吊车、手动倒链、千斤顶等装置配合作业艰难的完成了部分合口对接工作,不仅耗费了大量的建设费用,而且人工成本大大的提高。
技术实现要素:
3.本技术提供一种壳体合口对接微调装置,解决了相关技术中重型壳体合口对接微调的技术问题。
4.本技术提供一种壳体合口对接微调装置,包括两个定位块、调整板、两个圆锥定位销轴和微调斜铁,两个定位块均设有通孔,且两个定位块被配置为分别固定连接于待对接的第一壳体与第二壳体,调整板包括板本体和两个u形框,两个u形框均设于板本体的同一侧且分别位于板本体的两端,u形框朝向板本体设置,u形框与板本体围合形成有容置定位块的容置腔室,u形框远离板本体的一侧还开设有槽孔,槽孔与容置腔室连通,槽孔用于定位块穿设,两个圆锥定位销轴分别穿设于两个定位块的通孔中,且圆锥定位销轴穿设于容置腔室,板本体与第一壳体、第二壳体形成有第一微调区域,定位块从槽孔穿设于容置腔室时定位块与u形框的内壁形成有第二微调区域,微调斜铁安装于第一微调区域或第二微调区域。
5.可选地,两个定位块被配置为分别焊接于待对接的第一壳体与第二壳体。
6.可选地,微调斜铁安装于第一微调区域时,两个微调斜铁叠加设置。
7.可选地,板本体与u形框焊接连接。
8.可选地,板本体呈直板设置。
9.可选地,板本体呈长条板设置,两个u形框分别设于板本体的同一长侧的两端处。
10.可选地,定位块由钢铁材质制成。
11.可选地,调整板由钢铁材质制成。
12.可选地,微调斜铁由钢铁材质制成。
13.可选地,壳体合口对接微调装置用于高炉壳体合口对接。
14.本技术有益效果如下:本技术提供一种壳体合口对接微调装置,用于第一壳体与第二壳体的合口对接微调,通过一个定位块与第一壳体固定连接、另一个定位块与第二壳体固定连接、且分别连接于指定位置,然后将调整板安装到定位块上,具体使定位块穿过槽孔且置于调整板的容置腔室中,并且将圆锥定位销轴穿过定位块的通孔,以限制定位块与调整板的自由度;然后利用微调斜铁,配合第一微调区域、第二微调区域实现调节,使两个
定位块之间相互靠近或远离、高度方向上调整,进而对第一壳体和第二壳体间的合口进行微调;本装置适用于重型壳体例如高炉热风炉的炉壳,调节方便,只需一名焊工和一名铆工即可完成对接作业,提高了作业效率,避免了大型起重设备的连续投入使用,克服了合口对接隐患问题对后期生产带来的严重影响,减少了维护费用,降低了维护人员的劳动强度,保证了高炉新建压力容器上线运行后的顺稳生产。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例。
16.图1为本技术提供的一种壳体合口对接微调装置中定位块的结构示意图;
17.图2为本技术提供的一种壳体合口对接微调装置中圆锥定位销轴的结构示意图;
18.图3为本技术提供的一种壳体合口对接微调装置中微调斜铁的结构示意图;
19.图4为本技术提供的一种壳体合口对接微调装置中调整板的正视图;
20.图5为本技术提供的一种壳体合口对接微调装置中调整板的俯视图;
21.图6为本技术提供的一种壳体合口对接微调装置中调整板的侧视图;
22.图7为本技术提供的一种壳体合口对接微调装置中调整板的局部结构示意图;
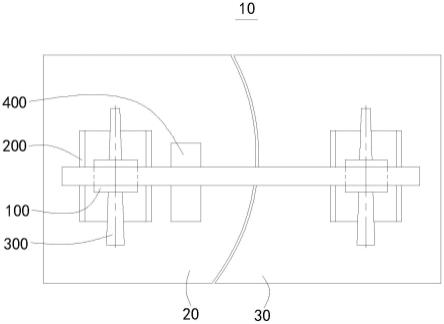
23.图8为本技术提供的一种壳体合口对接微调装置的使用状态时的正视图;
24.图9为本技术提供的一种壳体合口对接微调装置的使用状态时的俯视图。
25.附图标注:10-壳体合口对接微调装置,100-定位块,110-通孔,200-调整板,210-板本体,220-u形框,221-容置腔室,222-槽孔,300-圆锥定位销轴,400-微调斜铁,500-第一微调区域,600-第二微调区域,20-第一壳体,30-第二壳体。
具体实施方式
26.本技术实施例通过提供一种壳体合口对接微调装置,解决了相关技术中重型壳体合口对接微调的技术问题。
27.本技术实施例中的技术方案为解决上述技术问题,总体思路如下:
28.一种壳体合口对接微调装置,包括两个定位块、调整板、两个圆锥定位销轴和微调斜铁,两个定位块均设有通孔,且两个定位块被配置为分别固定连接于待对接的第一壳体与第二壳体,调整板包括板本体和两个u形框,两个u形框均设于板本体的同一侧且分别位于板本体的两端,u形框朝向板本体设置,u形框与板本体围合形成有容置定位块的容置腔室,u形框远离板本体的一侧还开设有槽孔,槽孔与容置腔室连通,槽孔用于定位块穿设,两个圆锥定位销轴分别穿设于两个定位块的通孔中,且圆锥定位销轴穿设于容置腔室,板本体与第一壳体、第二壳体形成有第一微调区域,定位块从槽孔穿设于容置腔室时定位块与u形框的内壁形成有第二微调区域,微调斜铁安装于第一微调区域或第二微调区域。
29.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
30.本实施例公开一种壳体合口对接微调装置10,具体参照图1至图9,包括两个定位块100、调整板200、两个圆锥定位销轴300和微调斜铁400。
31.请参照图1、图8和图9,定位块100设有通孔110,且该通孔110用于圆锥定位销轴300穿设。如图8所示,两个定位块100分别与待对接的第一壳体20与第二壳体30固定连接。
32.如图2所示,展示有圆锥定位销轴300的结构。如图3所示,展示有微调斜铁400的结构,微调斜铁400的斜面用于微调。
33.请参照图4至图9,调整板200包括板本体210和两个u形框220,两个u形框220均设于板本体210的同一侧且分别位于板本体210的两端,u形框220朝向板本体210设置,u形框220与板本体210围合形成有容置定位块100的容置腔室221,u形框220远离板本体210的一侧还开设有槽孔222,槽孔222与容置腔室221连通,槽孔222用于定位块100穿设。
34.具体图7展示有调整板200的部分结构的斜视图。本装置使用时,先将两个定位块100分别固定在第一壳体20、第二壳体30上;然后将调整板200安装到定位块100上,具体使定位块100穿过调整板200的槽孔222并部分置于容置腔室221中;然后安装圆锥定位销轴300;然后依据第一壳体20、第二壳体30在合口处的上下高度差、左右距离差等实际情况,安装微调斜铁400进行细微调整,以解决了重型壳体合口对接微调的技术问题。
35.相应地,请结合参照图8和图9,关于微调斜铁400的可能安装位置包括:板本体210与第一壳体20、第二壳体30形成有第一微调区域500;当定位块100从槽孔222穿设于容置腔室221时定位块100与u形框220的内壁形成有第二微调区域600。
36.在本方案中,第二微调区域600有四处,按照板本体210的长度方向进行说明,两个u形框220的相向一侧为内侧、背离一侧为外侧。一种调整方式中,将两个微调斜铁400分别安装在内侧的两个第二微调区域600,即如图8中左侧靠内的第二微调区域600、以及右侧靠内的第二微调区域600,通过微调斜铁400在第二微调区域600的挤入程度,控制两个定位块100的距离,在于挤入程度越大则两个定位块100的距离越大,而两个定位块100分别固定在第一壳体20、第二壳体30,从而对第一壳体20和第二壳体30的合口缝隙增大。
37.在另一种调整方式中,仍请按照图8,将两个微调斜铁400分别安装在外侧的两个第二微调区域600,即如图8中左侧靠外的第二微调区域600、以及右侧靠外的第二微调区域600,通过控制微调斜铁400在第二微调区域600的挤入程度,挤入程度越大则两个定位块100的距离越小,从而对第一壳体20和第二壳体30的合口缝隙减小。
38.在另一种调整方式中,如图8所示,板本体210与第一壳体20、第二壳体30形成有第一微调区域500,将微调斜铁400安装在第一微调区域500,通过控制微调斜铁400的挤入程度,对第一壳体20和第二壳体30的合口进行厚度方向上的调整。需要说明的是,当板本体210与第一壳体20、第二壳体30间的距离较大时,可以在高度方向上同时安装两个微调斜铁400,形成叠加设置的形式,具体一个微调斜铁400的底面与另一个微调斜铁400的斜面相接。在本方式中叠设的微调斜铁400数量不可太多,一般为一个或两个。
39.综上所述,通过本实施例的壳体合口对接微调装置10,利用微调斜铁400,配合第一微调区域500、第二微调区域600实现调节,使两个定位块100之间相互靠近或远离、高度方向上调整,进而对第一壳体20和第二壳体30间的合口进行微调,从而具有调节方便的优点,只需一名焊工和一名铆工即可完成对接作业,提高了作业效率,避免了大型起重设备的连续投入使用,克服了合口对接隐患问题对后期生产带来的严重影响,减少了维护费用,降低了维护人员的劳动强度,保证了高炉新建压力容器上线运行后的顺稳生产。
40.本装置适用于重型壳体的合口微调,例如高炉壳体,包括高炉热风炉的炉壳。往往
一个大型设备中要应用到数量较多的壳体合口对接微调装置10。当合口调整至较佳状态后,再进行焊接处理,焊接完成后将定位块100进行气焊气割处理,即完成了一次合口对接过程。
41.一种可实施方式中,当用于高炉重型壳体合口对接微调时,常采用5-20套壳体合口对接微调装置10一起使用,对接好后再进行焊接处理,之后气焊气割定位块100。
42.需要说明的是,本实施例公开的壳体合口对接微调装置10,符合高炉重型壳体合口对接微调规范化、标准化作业要求,作业效率提高了3倍以上,为高炉的压力容器安全、快速建造起到了重要作用。
43.本实施例公开的壳体合口对接微调装置10,还可运用到其它各类型重型壳体合口对接上,具有应用范围广的特点。
44.关于两个定位块100分别与待对接的第一壳体20与第二壳体30固定连接,可选地,通过焊接的方式,也可通过螺纹连接等。
45.可选地,本装置可多采用钢铁材料,例如,定位块100由钢铁材质制成;调整板200由钢铁材质制成;微调斜铁400由钢铁材质制成。
46.可选地,板本体210与u形框220的固定连接也可以通过焊接连接的方式。
47.可选地,请参照图4至图9,板本体210呈直板设置,直板的设置有利于合理设置定位块100的位置,即定位块100与第一壳体20的连接位置以及定位块100与第二壳体30的连接位置。
48.一种可实施方式中,板本体210呈长条板设置,两个u形框220分别设于板本体210的同一长侧的两端处。长条板的设置,有利于控制两个定位块100相隔较大距离,有利于微调斜铁400的安装和调控。
49.尽管已描述了本实用新型的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型范围的所有变更和修改。
50.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1