一种液压ABS中HCU阀体与电磁阀压装结构的制作方法
一种液压abs中hcu阀体与电磁阀压装结构
技术领域
1.本实用新型属于汽车abs技术领域,具体涉及一种液压abs中hcu阀体与电磁阀压装结构。
背景技术:
2.目前液压abs中hcu阀体与电磁阀压装结构生产过程中,定位方式采用圆柱销孔轴配合定位hcu阀体电机插针孔,定位板中间开槽,面定位限制阀体宽度方向上自由度,而圆柱销直接焊在定位板,存在圆柱销与产品卡滞的风险的问题。
技术实现要素:
3.针对上述现有技术存在的问题,本实用新型提出一种采用锥度套定位销组件与阀体电机插针孔孔轴配合,面定位板与阀体宽度配合贴平面定位,螺纹浮动销定位组件与阀体正面的螺纹孔锥度圆孔轴配合的液压abs中hcu阀体与电磁阀压装结构。
4.本实用新型的目的是通过以下技术方案来实现的:
5.提供了一种液压abs中hcu阀体与电磁阀压装结构中,包括:
6.定位机构,其包括压装定位板、固定在压装定位板左右两侧上的面定位板以及均设置在压装定位板上的锥度套定位销组件和螺纹浮动销定位组件,其中,锥度套定位销组件与阀体电机插针孔孔轴配合,而螺纹浮动销定位组件与阀体正面的螺纹孔锥度圆孔轴配合;
7.压装机构,其设置在所述定位机构的压装定位板上。
8.在一实施例中,所述锥度套定位销组件包括:
9.膨胀销套,其通过螺栓与所述压装定位板配合连接;
10.锥度销,其配合插接在所述膨胀销套内;以及
11.拧紧螺母,其与所述锥度销螺纹连接。
12.在一实施例中,所述螺纹浮动销定位组件包括:
13.定位销套,其与所述压装定位板配合连接;
14.螺纹定位销,其配合插接在所述定位销套内;
15.螺帽,其设置在所述定位销套的上端;
16.圆柱弹簧,其设置在所述第一螺帽和所述螺纹定位销之间且位于所述定位销套内。
17.在一实施例中,所述压头包括:
18.收口压头,其下部外圆与所述定位机构的压装定位板上的孔孔轴配合且上部侧壁具有向外凸出部分;
19.定位套筒,其上部贴合在所述收口压头的上部凸出部分外侧壁上而下部向内凸出延伸至于所述收口压头的下部外侧壁贴合,所述定位套筒内侧壁与所述收口压头外侧壁之间形成活动腔,所述定位套筒竖直设置在所述定位机构的压装定位板上;
20.模具弹簧,其设置在所述活动腔内;
21.止挡件,其固定设置所述定位套筒的上部外侧壁上且内侧壁延伸至覆盖所述收口压头的上部向外凸出部分的顶面。
22.本实用新型液压abs中hcu阀体与电磁阀压装结构至少具有如下有益效果:
23.1、该液压abs中hcu阀体与电磁阀压装结构采用锥度套定位销组件与阀体电机插针孔孔轴配合,面定位板与阀体宽度配合贴平面定位,螺纹浮动销定位组件与阀体正面的螺纹孔锥度圆孔轴配合,解决了目前液压abs中hcu阀体与电磁阀压装结构生产过程中,定位方式采用圆柱销孔轴配合定位hcu阀体电机插针孔,定位板中间开槽,面定位限制阀体宽度方向上自由度,而圆柱销直接焊在定位板,存在圆柱销与产品卡滞的风险的问题的问题。
24.2、该液压abs中hcu阀体与电磁阀压装结构定位精准,结构简单,操作简单,拆装、调试方便,压装同心度难保证,尤其是定位板保证工装压装结果的一致性。
25.3、克服了定位板中间开槽,外协加工开口槽宽度精度难保证的缺陷。
附图说明
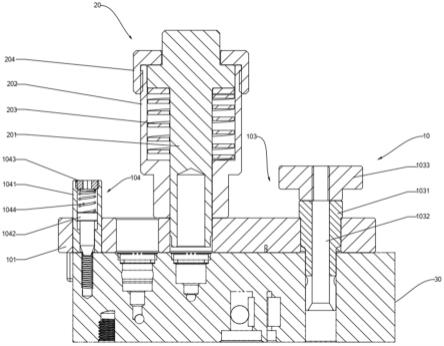
26.图1是本实用新型一实施例中液压abs中hcu阀体与电磁阀压装结构的剖视图。
27.图2是本实用新型一实施例中液压abs中hcu阀体与电磁阀压装结构的立体图。
具体实施方式
28.下面结合附图和具体实施例对本实用新型作进一步详细说明。
29.如图1—2所示,在一实施例中,提供了一种液压abs中hcu阀体与电磁阀压装结构中,包括:定位机构10和压装机构20。
30.定位机构10包括压装定位板101、固定在压装定位板101左右两侧上的面定位板102以及均设置在压装定位板101上的锥度套定位销组件103和螺纹浮动销定位组件104,其中,锥度套定位销组件103与阀体30电机插针孔孔轴配合,在一实施例中,锥度套定位销组件103包括:膨胀销套1031、锥度销1032和拧紧螺母1033,膨胀销套1031通过螺栓与压装定位板101配合连接,锥度销1032配合插接在膨胀销套1031内,拧紧螺母1033与锥度销1032螺纹连接。
31.而螺纹浮动销定位组件104与阀体30正面的螺纹孔锥度圆孔轴配合;在一实施例中,螺纹浮动销定位组件104包括:定位销套1041、螺纹定位销1042、螺帽1043和圆柱弹簧1044,定位销套1041与压装定位板101配合连接,螺纹定位销1042配合插接在定位销套1041内,螺帽1043设置在定位销套1041的上端,圆柱弹簧1044设置在第一螺帽1043和螺纹定位销1042之间且位于定位销套1041内。
32.压装机构20设置在定位机构10的压装定位板101上。
33.其中,压装定位板101上的孔通过线切割加工,保证定位孔与电磁阀孔的同心度,压装定位板101上的孔与压头外圆孔轴配合,保证压装的同心度;面定位板102限制阀体30宽度方向上自由度。
34.如图1所示,在一实施例中,压装机构20包括:收口压头201、定位套筒202、模具弹簧203和止挡件204。
35.收口压头201下部外圆与定位机构10的压装定位板101上的孔孔轴配合且上部侧
壁具有向外凸出部分;
36.定位套筒202上部贴合在收口压头201的上部凸出部分外侧壁上而下部向内凸出延伸至于收口压头201的下部外侧壁贴合,定位套筒202内侧壁与收口压头201外侧壁之间形成活动腔,定位套筒202竖直设置在定位机构10的压装定位板101上;
37.模具弹簧203设置在活动腔内;
38.止挡件204固定设置定位套筒202的上部外侧壁上且内侧壁延伸至覆盖收口压头201的上部向外凸出部分的顶面。
39.压机压收口压头201的顶部,将电磁阀压装在阀体30内部,压装到位后,压机脱离收口压头201,同时,模具弹簧203推动收口压头201离开产品。
40.该液压abs中hcu阀体与电磁阀压装结构采用锥度套定位销组件103与阀体30电机插针孔孔轴配合,面定位板102与阀体30宽度配合贴平面定位,螺纹浮动销定位组件104与阀体30正面的螺纹孔锥度圆孔轴配合,解决了目前液压abs中hcu阀体30与电磁阀压装结构生产过程中,定位方式采用圆柱销孔轴配合定位hcu阀体30电机插针孔,定位板中间开槽,面定位限制阀体30宽度方向上自由度,而圆柱销直接焊在定位板,存在圆柱销与产品卡滞的风险的问题的问题。
41.该液压abs中hcu阀体与电磁阀压装结构定位精准,结构简单,操作简单,拆装、调试方便,压装同心度难保证,尤其是定位板保证工装压装结果的一致性。
42.该液压abs中hcu阀体与电磁阀压装结构克服了定位板中间开槽,外协加工开口槽宽度精度难保证的缺陷。
43.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。此外,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1